Download as pdf or txt
You might also like
- #520-001 - IPT Metal Trades HandbookDocument1 page#520-001 - IPT Metal Trades HandbookBhaiJan59No ratings yet
- Philippine National Philippine National Philippine National Philippine National Standard Standard Standard StandardDocument3 pagesPhilippine National Philippine National Philippine National Philippine National Standard Standard Standard Standardmark joseph luna0% (3)
- RMU Test ReportDocument3 pagesRMU Test ReportGANESH K75% (4)
- TM 11398Document592 pagesTM 11398krill.copco50% (2)
- Manual UT ChandosoDocument71 pagesManual UT Chandosoلوبيز إديسونNo ratings yet
- PQRDocument3 pagesPQRCatalina Sorina ParfeneNo ratings yet
- Torque For Header Plugs Rev 2Document1 pageTorque For Header Plugs Rev 2Diego Fernando Pedroza UribeNo ratings yet
- Siropol 7440Document3 pagesSiropol 7440shafeeqm3086No ratings yet
- B473Document7 pagesB473djlucho123456No ratings yet
- Structure Loadbearing Crosswall PDFDocument41 pagesStructure Loadbearing Crosswall PDFSKhandelwalNo ratings yet
- Epson 3800 3880 SMDocument306 pagesEpson 3800 3880 SMIon IonutNo ratings yet
- Chapter 6 Work, Energy and PowerDocument12 pagesChapter 6 Work, Energy and PowerZhu Jiankun100% (1)
- ASTM A262, CorrosietestenDocument2 pagesASTM A262, CorrosietestenSales HBS Solutions100% (1)
- ASME 2013 BPVC Update Website FlyerDocument5 pagesASME 2013 BPVC Update Website Flyerrtrajan_mech5408No ratings yet
- Cherne Pipe Plug Safety ManualDocument57 pagesCherne Pipe Plug Safety ManualChungNguyen0% (1)
- Asme-Bpvc Sec IV Int Vol 44Document7 pagesAsme-Bpvc Sec IV Int Vol 44mostafa aliNo ratings yet
- Previews AWS CM-2000-ALL PreDocument16 pagesPreviews AWS CM-2000-ALL PreWanderley Fonseca50% (2)
- Saes L 136Document8 pagesSaes L 136Abdul Ahad LoneNo ratings yet
- SAIC-P-3005 Rev 3 General - Channel, Strut, and Support Materials - Material ReceivingDocument3 pagesSAIC-P-3005 Rev 3 General - Channel, Strut, and Support Materials - Material ReceivingShaikh Mohd QaisarNo ratings yet
- WI 2403 5C6 Simulated Post Weld Heat TreatmentDocument2 pagesWI 2403 5C6 Simulated Post Weld Heat Treatmentzhiqianxu100% (1)
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- Flange Bolt-Up - Torque Tightening, Preload, Torque Procedures, Torque Sequence, Torque Wrenches, Preparation Flange Bolt-UpDocument4 pagesFlange Bolt-Up - Torque Tightening, Preload, Torque Procedures, Torque Sequence, Torque Wrenches, Preparation Flange Bolt-UpDissasekara100% (1)
- Design Change Request Form 2013-08 Rev 2Document5 pagesDesign Change Request Form 2013-08 Rev 2Amjid AliNo ratings yet
- Compass Vol 42 Applying Appendix 47Document9 pagesCompass Vol 42 Applying Appendix 47Lucas GarletNo ratings yet
- White Paper Streamline API 691 Compliance Reduce Automation Risks Simultaneously Services en 68114Document11 pagesWhite Paper Streamline API 691 Compliance Reduce Automation Risks Simultaneously Services en 68114kp100% (1)
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- CMQ 3Document2 pagesCMQ 3kalslingamNo ratings yet
- Is 5624Document9 pagesIs 5624jselwyn1980No ratings yet
- Yarway Wye Type Pipeline StrainersDocument12 pagesYarway Wye Type Pipeline StrainersLuis CartageneaNo ratings yet
- CMQ 4Document1 pageCMQ 4kalslingamNo ratings yet
- Experience List For Third Party Inspection of Piping / PipelinesDocument5 pagesExperience List For Third Party Inspection of Piping / Pipelinesshahbaz akramNo ratings yet
- GS 118-4 Storage and Control of Welding Consumables: August 1997Document14 pagesGS 118-4 Storage and Control of Welding Consumables: August 1997Mohd KhairulNo ratings yet
- Vapor BeltDocument1 pageVapor Beltwasif78No ratings yet
- HT TM Us 08 11 Hydratight Tensionmax Brochure Us 0Document12 pagesHT TM Us 08 11 Hydratight Tensionmax Brochure Us 0tarun1976No ratings yet
- QAP STD Bullet Rule 19Document2 pagesQAP STD Bullet Rule 19narmadaNo ratings yet
- 32 Samss 007Document38 pages32 Samss 007naruto256No ratings yet
- Procurement 6.1. Material List Requistion and InquiriesDocument3 pagesProcurement 6.1. Material List Requistion and InquiriesMercy EdemNo ratings yet
- Valve World - India: 3 - 4 October 2019Document11 pagesValve World - India: 3 - 4 October 2019aharnishaNo ratings yet
- Handbook of Storage Tank Systems: Codes, Regulations, and DesignsDocument4 pagesHandbook of Storage Tank Systems: Codes, Regulations, and DesignsAndi RachmanNo ratings yet
- A 48 Gray Iron CastingsDocument5 pagesA 48 Gray Iron Castingswasatiah05No ratings yet
- Asme-Bpvc Sec Viii-2 Int Vol 61Document12 pagesAsme-Bpvc Sec Viii-2 Int Vol 61mostafa aliNo ratings yet
- Special Forgings. Technical and Quality Requirements Supplementary To StandardDocument13 pagesSpecial Forgings. Technical and Quality Requirements Supplementary To StandardMubeenNo ratings yet
- AESW011Document50 pagesAESW011Arputharaj Maria LouisNo ratings yet
- American Institute of Steel ConstructionDocument7 pagesAmerican Institute of Steel ConstructionsojeckNo ratings yet
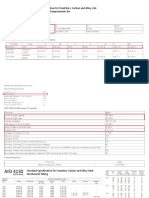
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument3 pagesAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroNo ratings yet
- CMQ 5Document1 pageCMQ 5kalslingamNo ratings yet
- Wind Load As Per ASCE-7-10 PDFDocument17 pagesWind Load As Per ASCE-7-10 PDFhala94100% (1)
- Requirement in EN ISO 1442 2017Document6 pagesRequirement in EN ISO 1442 2017Sơn Nguyễn TháiNo ratings yet
- 175 010800Document3 pages175 010800Abu Anas M.Salaheldin100% (1)
- ASME U StampDocument2 pagesASME U StampAJAY1381No ratings yet
- Ewco Alves: NEWCO/OIC Cast Valve Operation & Maintenance ManualDocument22 pagesEwco Alves: NEWCO/OIC Cast Valve Operation & Maintenance ManualSebastian Jerez UrquietaNo ratings yet
- Anchor Rods: ManufacturingDocument22 pagesAnchor Rods: Manufacturingjacopap100% (1)
- PETRONAS TECHNICAL STANDARDS-152003 (New Painting PTS)Document112 pagesPETRONAS TECHNICAL STANDARDS-152003 (New Painting PTS)Muazz NadzriNo ratings yet
- QMS ConstructorDocument2 pagesQMS ConstructorArpit ParikhNo ratings yet
- PV Newsletter April2021Document32 pagesPV Newsletter April2021Tushar MangratiNo ratings yet
- PED TRNG Feb01Document86 pagesPED TRNG Feb01Eric StewartNo ratings yet
- Check List ISO17020Document24 pagesCheck List ISO17020Nadia FezaiNo ratings yet
- Multiple Choice QuestionesDocument34 pagesMultiple Choice QuestionesDamic100% (1)
- TSG R0004 2009Document76 pagesTSG R0004 2009bikobelloNo ratings yet
- QA 01 001 2013 Rev0 Quality Manual PDFDocument53 pagesQA 01 001 2013 Rev0 Quality Manual PDFMau Atenas PerezNo ratings yet
- API 598 Valves Inspection and TestingDocument457 pagesAPI 598 Valves Inspection and TestingSenthamizhselvan SelvanNo ratings yet
- Dep 31.38.01.31Document2 pagesDep 31.38.01.31raghavan.raghuramanNo ratings yet
- Asme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserDocument80 pagesAsme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserjswldeepNo ratings yet
- IOGP S-611Qv19-05 Quality Requirements For Steel and CRA Gate ValvesDocument12 pagesIOGP S-611Qv19-05 Quality Requirements For Steel and CRA Gate ValvesnickchoNo ratings yet
- S-562Qv19-01 Quality Requirements For Ball ValvesDocument13 pagesS-562Qv19-01 Quality Requirements For Ball ValvesDANIEL PEREZ100% (1)
- BP - GP 32-48-In Service Inspection and Testing of Heat ExchangersDocument16 pagesBP - GP 32-48-In Service Inspection and Testing of Heat ExchangersAmr SolimanNo ratings yet
- Smith Klick NimbyDocument19 pagesSmith Klick NimbyAmr SolimanNo ratings yet
- API 57 2 Important NotesDocument3 pagesAPI 57 2 Important NotesAmr SolimanNo ratings yet
- Advantages and Disadvantages of Solar Energy and Wind Power UtilizationDocument15 pagesAdvantages and Disadvantages of Solar Energy and Wind Power UtilizationAmr SolimanNo ratings yet
- Beliefs MS TextDocument6 pagesBeliefs MS TextAmr SolimanNo ratings yet
- Trainer, TrainingDocument2 pagesTrainer, TrainingAmr SolimanNo ratings yet
- Beliefs Main TextDocument5 pagesBeliefs Main TextAmr SolimanNo ratings yet
- Ptasccandsrcresistanceofadvanced 347 Ap 1665635031601Document5 pagesPtasccandsrcresistanceofadvanced 347 Ap 1665635031601Amr SolimanNo ratings yet
- SA213 T22Rifled Tube OD31.8 MWT7.11Document3 pagesSA213 T22Rifled Tube OD31.8 MWT7.11Amr SolimanNo ratings yet
- Gds Manual Flo2d ProDocument182 pagesGds Manual Flo2d ProbycmNo ratings yet
- Contoh Form Rko Obat PRB Per ApotekDocument19 pagesContoh Form Rko Obat PRB Per ApoteksaddamNo ratings yet
- Omnivision Man lp06xx Rev0 0611Document18 pagesOmnivision Man lp06xx Rev0 0611ivan ramirezNo ratings yet
- Relative Color Pickup of Three Different Knits and Predictive Dyeing Recipe FormulationDocument17 pagesRelative Color Pickup of Three Different Knits and Predictive Dyeing Recipe FormulationNguyễn Huy CườngNo ratings yet
- Neisseria Gonorrhoeae and Neisseria MeningitidesDocument3 pagesNeisseria Gonorrhoeae and Neisseria MeningitidesAmador Gielas0% (1)
- Snag SummmariesDocument171 pagesSnag Summmarieslaltu adgiriNo ratings yet
- Free Download All Aeronautical Engg Books: AERO 3-1 BOOKSDocument11 pagesFree Download All Aeronautical Engg Books: AERO 3-1 BOOKSMacen SnoodleNo ratings yet
- Functional Specification For Deck CraneDocument31 pagesFunctional Specification For Deck Craneaiyubi20% (1)
- Autonomous University of Baja California: Faculty of Engineering Aerospace EngineeringDocument18 pagesAutonomous University of Baja California: Faculty of Engineering Aerospace EngineeringOscar Oreste Salvador CarlosNo ratings yet
- Palliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Document10 pagesPalliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Dante Nathaniel FajardoNo ratings yet
- TDS 0033 FlexoTop 202003Document3 pagesTDS 0033 FlexoTop 202003Mearg NgusseNo ratings yet
- Combustion Engineering, Heat Transfer, Refrigeration Engineering, & Air ConditioningDocument17 pagesCombustion Engineering, Heat Transfer, Refrigeration Engineering, & Air ConditioningNicole Mae AllosadaNo ratings yet
- Tax System SriLankaDocument44 pagesTax System SriLankamandarak7146No ratings yet
- KDIGO CKD MBD Quick Reference Guide June 2022Document11 pagesKDIGO CKD MBD Quick Reference Guide June 2022Esy LNo ratings yet
- Jack and The Beanstalk Treatment-2Document10 pagesJack and The Beanstalk Treatment-2api-668257195No ratings yet
- He Is A Chocolate Lover: Kamaladevi RengasamyDocument4 pagesHe Is A Chocolate Lover: Kamaladevi RengasamyKamala DeviNo ratings yet
- Production of Biodegradable Plastics AsDocument6 pagesProduction of Biodegradable Plastics AsEbenezer EffisahNo ratings yet
- Ebffiledoc - 204download PDF Logic and Algebraic Structures in Quantum Computing 1St Edition Jennifer Chubb Ebook Full ChapterDocument53 pagesEbffiledoc - 204download PDF Logic and Algebraic Structures in Quantum Computing 1St Edition Jennifer Chubb Ebook Full Chapterkevin.carter759100% (3)
- UntitledDocument4 pagesUntitleddwky KrnwnNo ratings yet
- SSP 604 - Audi 30l v6 Tdi Biturbo Engine EngDocument23 pagesSSP 604 - Audi 30l v6 Tdi Biturbo Engine Engfrancois.garcia31100% (1)
- HDR10+ System Whitepaper: September 4, 2019 HDR10+ Technologies, LLCDocument14 pagesHDR10+ System Whitepaper: September 4, 2019 HDR10+ Technologies, LLCDragomir ConstantinNo ratings yet
- Safety Data SheetDocument5 pagesSafety Data SheetAkshay SomaniNo ratings yet
- MGje 6 Fix GX PK Yp RBJ LBRDocument9 pagesMGje 6 Fix GX PK Yp RBJ LBRBANOTH KUMARNo ratings yet
- SONTU Flat Panel Dectector CatalogDocument6 pagesSONTU Flat Panel Dectector CatalogWajahat SheikhNo ratings yet
- Air Track Gizmo - ExploreLearningDocument4 pagesAir Track Gizmo - ExploreLearningJeremy Gomez-RojasNo ratings yet