Download as pdf or txt
You might also like
- Low Pressure Compressor Block Screw Compressor: Instruction Manual and Replacement Parts ListDocument104 pagesLow Pressure Compressor Block Screw Compressor: Instruction Manual and Replacement Parts ListKrzysiek Podsiadło100% (3)
- Documentatie Foamico R3 Uk - Mo 0122 - Mo 0122 D - Mo 0122 FD 22-11-2011Document26 pagesDocumentatie Foamico R3 Uk - Mo 0122 - Mo 0122 D - Mo 0122 FD 22-11-2011Dascalu ValentinNo ratings yet
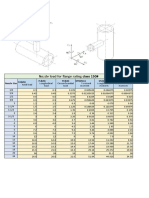
- Nozzle Load For Flange Rating Class 150#: Nozzle Size Fa (KN) FL (KN) FC (KN) MT (KNM) ML (KNM) MC (KNM)Document6 pagesNozzle Load For Flange Rating Class 150#: Nozzle Size Fa (KN) FL (KN) FC (KN) MT (KNM) ML (KNM) MC (KNM)olekNo ratings yet
- Hyd System - Part 1 Single Lift Pump ( - A - Batt. Comp.) (35,1.6, RR) (02.0-14.0-013)Document6 pagesHyd System - Part 1 Single Lift Pump ( - A - Batt. Comp.) (35,1.6, RR) (02.0-14.0-013)rorroscNo ratings yet
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan GuruNo ratings yet
- 12 Samss 023Document20 pages12 Samss 023fetihNo ratings yet
- Hydrostatic Test ProcedureDocument9 pagesHydrostatic Test ProcedureMohammed Kamal86% (14)
- 32T, 22T, 2S, 5S, 11D, 31Q ManualDocument59 pages32T, 22T, 2S, 5S, 11D, 31Q ManualcarlosorizabaNo ratings yet
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Procedure Qualification ReportDocument5 pagesProcedure Qualification ReportDieu TranNo ratings yet
- Vessel Final BoxDocument14 pagesVessel Final Boxmanoj thakkarNo ratings yet
- QC Dossier 1Document1 pageQC Dossier 1VishnuGKNo ratings yet
- On Plot HydrotestingDocument14 pagesOn Plot HydrotestingShambu S VtkNo ratings yet
- General Procedure For Steam Blowing of Steam SystemDocument9 pagesGeneral Procedure For Steam Blowing of Steam SystemBalasubramanian CNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- Hydro Static Pressure Calculation For Pressure Vessels and PipingDocument2 pagesHydro Static Pressure Calculation For Pressure Vessels and PipingOuled BladiNo ratings yet
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocument8 pagesMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueNo ratings yet
- SAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpDocument2 pagesSAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpAhdal NoushadNo ratings yet
- STD-InSP-0004 (Material Identification Proceudre)Document3 pagesSTD-InSP-0004 (Material Identification Proceudre)airbroomNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDocument15 pagesSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNo ratings yet
- Vessel Cleaning ProcedureDocument6 pagesVessel Cleaning ProcedureZool HilmiNo ratings yet
- Hydrotest Ansi b31.3 2017Document13 pagesHydrotest Ansi b31.3 2017Bangkit SusiloNo ratings yet
- SL - No Description of Activity Inspection by Records Remark SUB Vendor Vendor Oif/Tpia 1 2 3Document1 pageSL - No Description of Activity Inspection by Records Remark SUB Vendor Vendor Oif/Tpia 1 2 3Suraj ShettyNo ratings yet
- Attach-12 Work Procedure For Rotation Equipment InstallationDocument12 pagesAttach-12 Work Procedure For Rotation Equipment InstallationSukalyan BasuNo ratings yet
- Saes A 004Document17 pagesSaes A 004Arvind ShakyaNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- ITP Table For Flange (Stock)Document6 pagesITP Table For Flange (Stock)Hamid Taghipour ArmakiNo ratings yet
- Record of Oil Flush - KPMOG PDFDocument1 pageRecord of Oil Flush - KPMOG PDFCokro YudhaNo ratings yet
- Procedure For Hydro Testing: Pressure TestDocument5 pagesProcedure For Hydro Testing: Pressure TestDevang ShahNo ratings yet
- SAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FDocument2 pagesSAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FAnonymous S9qBDVky100% (1)
- Itp Jib Crane Rev.1Document1 pageItp Jib Crane Rev.1Roger MahilumNo ratings yet
- Inspection and Test Plan For Heat ExchangersDocument28 pagesInspection and Test Plan For Heat ExchangersHOMAYOUN KHADIVINo ratings yet
- Hydrotest QI304-sampleDocument3 pagesHydrotest QI304-sampleHanuman Rao100% (1)
- Saes A 005Document37 pagesSaes A 005Ziyad ShaathNo ratings yet
- Reinforcement Pad Leak Test Procedure - Method StatementDocument6 pagesReinforcement Pad Leak Test Procedure - Method StatementJaveed A. KhanNo ratings yet
- METHOD STATEMENT FOR Pneumatic TestDocument11 pagesMETHOD STATEMENT FOR Pneumatic Testzahid100% (1)
- O252-PI-SP-0126 - C04 - Specification For PaintingDocument26 pagesO252-PI-SP-0126 - C04 - Specification For PaintingBestun AhmedNo ratings yet
- Hydrotest Procedure For PipingDocument4 pagesHydrotest Procedure For Pipingsuria qaqcNo ratings yet
- Procedure Welding Part 2Document14 pagesProcedure Welding Part 2mohammadNo ratings yet
- Pressure Testing ProcedureDocument7 pagesPressure Testing ProcedureHammad AminNo ratings yet
- Pressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestDocument4 pagesPressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestRakesh RanjanNo ratings yet
- (Painting Works) : Inspection and Test PlanDocument2 pages(Painting Works) : Inspection and Test Planrize1159No ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistWaleed MedhatNo ratings yet
- Pipe Fabrication - ErectionDocument18 pagesPipe Fabrication - ErectionShrichand G. Bathv67% (3)
- Saudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Document1 pageSaudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Mohammed Hamed BaganNo ratings yet
- 1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1 - 000Document3 pages1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1 - 000j fNo ratings yet
- QCF301 Hydro Test PackDocument1 pageQCF301 Hydro Test Packminhnn0% (1)
- Sample WPS 1Document13 pagesSample WPS 1waqas pirachaNo ratings yet
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsDocument2 pagesSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyNo ratings yet
- Inspection Test Plan Fuel Gas Conditioning SkidDocument19 pagesInspection Test Plan Fuel Gas Conditioning SkidDin AizuNo ratings yet
- TDC QapDocument69 pagesTDC QapKuppuraj ParamsivamNo ratings yet
- SATIP-N-001-02 Rev. 4Document2 pagesSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- ES.5.06.0001 RA - PressureVesselsDocument28 pagesES.5.06.0001 RA - PressureVesselsJagadeesh PuppalaNo ratings yet
- QCP 10 Hydrotest and Flushing ProcedureDocument15 pagesQCP 10 Hydrotest and Flushing Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- CP HS 12Document8 pagesCP HS 12aliNo ratings yet
- Procedure For Flushing and Hydrotesting (On-Plot)Document11 pagesProcedure For Flushing and Hydrotesting (On-Plot)Vijay Allimuthu Avathipalayam100% (3)
- Sample ItpDocument4 pagesSample ItpWijayanto BekasiNo ratings yet
- Rotating Itp 1Document4 pagesRotating Itp 1abdul aziz100% (1)
- Rotating Equipment Installation Procedure Method StatementDocument28 pagesRotating Equipment Installation Procedure Method Statementmanoj thakkarNo ratings yet
- Hydrotest Procedure For Pressure VesselDocument7 pagesHydrotest Procedure For Pressure Vesselvijay vickyNo ratings yet
- STD-InSP-0077 (Hydrotest Procedure For Pressure Vessel)Document3 pagesSTD-InSP-0077 (Hydrotest Procedure For Pressure Vessel)Abhishek Kumar VishwakarmaNo ratings yet
- Leak Test Procedure For SubDocument5 pagesLeak Test Procedure For Subpallav chatterjeeNo ratings yet
- Hydrotesting Procedure Rev 4Document6 pagesHydrotesting Procedure Rev 4Rajesh K PillaiNo ratings yet
- Generic Leak Test Procedure PDFDocument7 pagesGeneric Leak Test Procedure PDFMohd Shafuaaz Kassim100% (3)
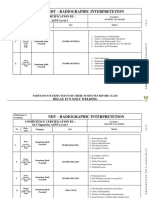
- Schedule Training NDT RiDocument4 pagesSchedule Training NDT RiAbdul KharisNo ratings yet
- Abdul KharisDocument2 pagesAbdul KharisAbdul KharisNo ratings yet
- Proposed Material For PaintingDocument1 pageProposed Material For PaintingAbdul KharisNo ratings yet
- Charts and TablesDocument4 pagesCharts and TablesAbdul KharisNo ratings yet
- Indonesia ContributionDocument239 pagesIndonesia ContributionAbdul KharisNo ratings yet
- C-CI-0-P-SP-005 - B - IFA - 0 - Specification For Painting - SignedDocument64 pagesC-CI-0-P-SP-005 - B - IFA - 0 - Specification For Painting - SignedAbdul KharisNo ratings yet
- KOM 1 Temp Supply Water Pipeline PKA 230419Document27 pagesKOM 1 Temp Supply Water Pipeline PKA 230419Abdul KharisNo ratings yet
- Marathon 500 AGDocument10 pagesMarathon 500 AGAbdul KharisNo ratings yet
- Part - 2 MAWP CalcuationDocument15 pagesPart - 2 MAWP CalcuationAbdul KharisNo ratings yet
- 2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Document13 pages2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Abdul KharisNo ratings yet
- 1 - RPD - MT - B31.3 - 01 - Magnetic, REV 00Document15 pages1 - RPD - MT - B31.3 - 01 - Magnetic, REV 00Abdul KharisNo ratings yet
- 3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Document25 pages3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Abdul KharisNo ratings yet
- 4 - RPD - UT - B31.3 - 04 - Ultrasonic, REV 00Document36 pages4 - RPD - UT - B31.3 - 04 - Ultrasonic, REV 00Abdul KharisNo ratings yet
- Dry Film ThiknessDocument3 pagesDry Film ThiknessAbdul KharisNo ratings yet
- Certificate Calibrate T. Station Nivo 3.CDocument4 pagesCertificate Calibrate T. Station Nivo 3.CAbdul KharisNo ratings yet
- Safety in Painting Operations, SHOWDocument104 pagesSafety in Painting Operations, SHOWAbdul KharisNo ratings yet
- 10.coating Inspector Job - ResponbilityDocument11 pages10.coating Inspector Job - ResponbilityAbdul KharisNo ratings yet
- KUALIFIKASI KAWAT LAS ASME A-NumbersDocument3 pagesKUALIFIKASI KAWAT LAS ASME A-NumbersAbdul KharisNo ratings yet
- ASME P NumbersDocument6 pagesASME P NumbersAbdul KharisNo ratings yet
- Surface Preparation For Painting, SHOWDocument119 pagesSurface Preparation For Painting, SHOWAbdul KharisNo ratings yet
- Plano Oleohidráulico Cargador Frontal CAT 950HDocument15 pagesPlano Oleohidráulico Cargador Frontal CAT 950Hyordy100% (2)
- Manual AcumuladoresDocument12 pagesManual AcumuladoresHIDRAULICA MANSE SERVICIO TECNICONo ratings yet
- 7-Directional Control ValvesDocument45 pages7-Directional Control ValvesMahmmod Al-QawasmehNo ratings yet
- Bernoulli's EquationDocument12 pagesBernoulli's Equationasfand12345100% (1)
- MODULE 3 Cascade Theory, Axial Flow Turbine and Propulsion SystemDocument43 pagesMODULE 3 Cascade Theory, Axial Flow Turbine and Propulsion SystemantonNo ratings yet
- Esquematico de Control SDV-360Document1 pageEsquematico de Control SDV-360CARLOS CASTILLO MARTINEZNo ratings yet
- Part A With Answers PDFDocument30 pagesPart A With Answers PDFAeronaughtycs HamdanNo ratings yet
- 4T65 E VacTestLocationsDocument3 pages4T65 E VacTestLocationsPedroMecanicoNo ratings yet
- Gre Pipe Technical Documents PDFDocument64 pagesGre Pipe Technical Documents PDFSunriseNo ratings yet
- Bombas ParkerDocument6 pagesBombas ParkerDaniel ValladaresNo ratings yet
- Catalogo Bombas NachiDocument57 pagesCatalogo Bombas NachiCesar Muñoz OssesNo ratings yet
- Apply ASME To Steam Generation PDFDocument4 pagesApply ASME To Steam Generation PDFChem.Engg50% (2)
- Maxon Micro Ratio Flow Control Valve Technical Data SheetDocument22 pagesMaxon Micro Ratio Flow Control Valve Technical Data SheetJuan SanchezNo ratings yet
- Manual Llenado e Inspeccion Bladder TankDocument83 pagesManual Llenado e Inspeccion Bladder TankPaulina Andrea Jiménez VarasNo ratings yet
- Product Loading - Marine Loading ArmDocument9 pagesProduct Loading - Marine Loading Arminvilink87No ratings yet
- 01 TecdtDocument9 pages01 TecdtAnonymous im9mMa5No ratings yet
- Pipe Friction Loss Charts Pipe and EquivDocument1 pagePipe Friction Loss Charts Pipe and EquivDoaa HassanNo ratings yet
- Winterization GuideDocument8 pagesWinterization GuidelpaslgirlNo ratings yet
- Value Wise (More Then 2 Years)Document70 pagesValue Wise (More Then 2 Years)Saurabh Kumar SinghNo ratings yet
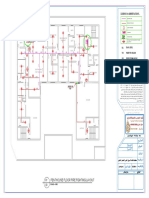
- Penthouse Floor Fire Fighting Layout: Legends & AbbreviationsDocument1 pagePenthouse Floor Fire Fighting Layout: Legends & Abbreviationsahmad almasriNo ratings yet
- FisherDocument16 pagesFisherSardar PerdawoodNo ratings yet
- TZ DesiccantDryer PDFDocument8 pagesTZ DesiccantDryer PDFJoelNo ratings yet
- Section 221513 - General-Service Compressed-Air Piping.1Document9 pagesSection 221513 - General-Service Compressed-Air Piping.1jkhgvdj mnhsnjkhgNo ratings yet
- Compounding of Steam TurbinesDocument18 pagesCompounding of Steam Turbinesarjmandquest100% (1)
- Regulatoare DKRDocument3 pagesRegulatoare DKRSanimouse MousesaniNo ratings yet