Download as pdf or txt
You might also like
- Eoow Orals QuestionaireDocument10 pagesEoow Orals QuestionaireHemachandren Subramani100% (3)
- Hazop Study TemplateDocument3 pagesHazop Study TemplateLunga Dan Patso100% (1)
- Model Code of Safe Practice: 4th EditionDocument14 pagesModel Code of Safe Practice: 4th EditionchemjesuNo ratings yet
- HDS Super M Echo Service ManualDocument25 pagesHDS Super M Echo Service ManualTakacs Csaba100% (1)
- Forces Acting On A PropellerDocument21 pagesForces Acting On A Propellercasandra joaquin100% (2)
- An Evaluation of Factors Significant To Lamellar TearingDocument7 pagesAn Evaluation of Factors Significant To Lamellar TearingpjhollowNo ratings yet
- Drilling Rig AuditDocument19 pagesDrilling Rig AuditWade Davis100% (5)
- All in One Class4 OralsDocument33 pagesAll in One Class4 OralsSantharam Mariner100% (2)
- Lodal Pump BLEVE Mar2011Document47 pagesLodal Pump BLEVE Mar2011khaiseah9225No ratings yet
- Bs en 858-1-2002 Separator Systems For Light Liquids 1 1pdf PDF FreeDocument1 pageBs en 858-1-2002 Separator Systems For Light Liquids 1 1pdf PDF FreechemjesuNo ratings yet
- MCQ CollectionDocument614 pagesMCQ Collectionanil kumar0% (1)
- Hse Assignment 24 JuneDocument13 pagesHse Assignment 24 JuneJohan Aliff100% (1)
- Williams GeismarDocument5 pagesWilliams GeismarGuru PrasadNo ratings yet
- An Introduction To The Concept of Double Jeopardy in Process SafetyDocument4 pagesAn Introduction To The Concept of Double Jeopardy in Process SafetyAnonymous a4Jwz14WNo ratings yet
- EG5558 1E Assignment 2024Document10 pagesEG5558 1E Assignment 2024Zubair MahboobNo ratings yet
- Tube Deterioration in Fired HeatersDocument7 pagesTube Deterioration in Fired HeatersChem.EnggNo ratings yet
- Run Away ReactionDocument2 pagesRun Away Reactionteshomemaramawit9No ratings yet
- Process Engineering - Understand and Control Hot Vapor Bypass - Chemical ProcessingDocument6 pagesProcess Engineering - Understand and Control Hot Vapor Bypass - Chemical Processingmurugan1984No ratings yet
- CHE EP - Troubleshooting Tube-Deteriorration Mechanisms in Direct-FiredHeaters - May 2015Document11 pagesCHE EP - Troubleshooting Tube-Deteriorration Mechanisms in Direct-FiredHeaters - May 2015John UrdanetaNo ratings yet
- Case Study - ER Fire and Failure of FIxed Fire Fighting SystemsDocument2 pagesCase Study - ER Fire and Failure of FIxed Fire Fighting SystemsHarman SandhuNo ratings yet
- 709 Turbocharger ExplosionDocument2 pages709 Turbocharger ExplosionSamir AlshaarNo ratings yet
- Diagnostic Trouble Codes (DTC) : DTC P0218 Transmission Fluid Over Temperature ConditionDocument3 pagesDiagnostic Trouble Codes (DTC) : DTC P0218 Transmission Fluid Over Temperature Conditionluis eduardo corzo enriquezNo ratings yet
- Runaway Reactions. Part 2 Causes of Accidents in Selected CSB Case HistoriesDocument7 pagesRunaway Reactions. Part 2 Causes of Accidents in Selected CSB Case HistoriesKamel IbrahimNo ratings yet
- Tec 01-22Document2 pagesTec 01-22Saurabh YadavNo ratings yet
- Mar Power PDFDocument12 pagesMar Power PDFMargie Rose EncinasNo ratings yet
- Testing and Adjusting: D6M Track-Type Tractor Hydraulic SystemDocument27 pagesTesting and Adjusting: D6M Track-Type Tractor Hydraulic SystemJUAN CARLOS PAZNo ratings yet
- Pruebas Dumper S250EDocument18 pagesPruebas Dumper S250EUilmerKrdenasNo ratings yet
- 709 Turbocharger ExplosionDocument2 pages709 Turbocharger ExplosionTimmyJuriNo ratings yet
- Key Process Indicators-Falling Film EvaporatorsDocument20 pagesKey Process Indicators-Falling Film Evaporatorscgoveia3No ratings yet
- Temporary Operating Procedure: PW Well Wash ProcedureDocument11 pagesTemporary Operating Procedure: PW Well Wash ProcedureStiflar SparksNo ratings yet
- Prueva y Ajuste Sist Hid. 950EDocument32 pagesPrueva y Ajuste Sist Hid. 950ESantiago FacundaNo ratings yet
- Pruebas y Ajustes DIRECCION 428BDocument19 pagesPruebas y Ajustes DIRECCION 428BRamiro MillazNo ratings yet
- Seaspan 3rd Engineer OralsDocument7 pagesSeaspan 3rd Engineer OralsVihanga VithanageNo ratings yet
- BP Texas RefineryDocument4 pagesBP Texas RefineryNOELA PATALANNo ratings yet
- Volvo Penta Overheat DiagnosisDocument15 pagesVolvo Penta Overheat DiagnosisaudiosteveNo ratings yet
- Detecting Premature Bearing FailureDocument4 pagesDetecting Premature Bearing FailureMuhd Fadzlee ZNo ratings yet
- Boiler SafetyDocument72 pagesBoiler SafetyKabiNo ratings yet
- Unit 1 CMTDocument25 pagesUnit 1 CMTMelvin BulosNo ratings yet
- Fault Analysis of Marine Electric Hydraulic Grab Based On Fault Tree AnalysisDocument4 pagesFault Analysis of Marine Electric Hydraulic Grab Based On Fault Tree AnalysisManoj Kumar PanigrahiNo ratings yet
- Startup Sequence For SGTDocument22 pagesStartup Sequence For SGTmak6ibitek0% (1)
- Probador de FugaDocument13 pagesProbador de FugaJoshua CuevasNo ratings yet
- Assignment 1 L01 T1Document2 pagesAssignment 1 L01 T1mirza farhanNo ratings yet
- Hydraulic System TroubleshootingDocument8 pagesHydraulic System Troubleshootingaras aliNo ratings yet
- CS563Document44 pagesCS563Jose Luis Garcia BlancoNo ratings yet
- White SmokeDocument4 pagesWhite SmokebejoythomasNo ratings yet
- cylinder exhaust temperature highDocument4 pagescylinder exhaust temperature highMohammad Ivan HariyantoNo ratings yet
- Analysis and Treatment of High Exhaust Temperature of Marine GeneratorDocument4 pagesAnalysis and Treatment of High Exhaust Temperature of Marine GeneratorKartika CicaNo ratings yet
- Manual Julabo Refrigerated Circulators F25-MPDocument24 pagesManual Julabo Refrigerated Circulators F25-MPronotnoNo ratings yet
- Week 11 LO1.28-1.29 Safety ProtocolDocument16 pagesWeek 11 LO1.28-1.29 Safety ProtocolJoshua BancudNo ratings yet
- Hydraulic Systems Failure, Maintenance and ReparationDocument10 pagesHydraulic Systems Failure, Maintenance and ReparationHaidar HeroNo ratings yet
- TroubleshootingDocument11 pagesTroubleshootingMaxwell Carrasco SantiNo ratings yet
- Subject: Problem of Trip Oil Not Draining Through Trip Solenoids Project: Valuthur GTPPDocument4 pagesSubject: Problem of Trip Oil Not Draining Through Trip Solenoids Project: Valuthur GTPPuttam81dNo ratings yet
- Chemical Process Safety: Kathmandu UniversityDocument31 pagesChemical Process Safety: Kathmandu UniversityRaushan Kumar0% (1)
- Código de Erro Statim G4Document5 pagesCódigo de Erro Statim G4Rafael OliveiraNo ratings yet
- EOSTERXXXXX-ADV - OPERATOR MANUAL AdvDocument9 pagesEOSTERXXXXX-ADV - OPERATOR MANUAL Advmaruti jadhavNo ratings yet
- DH3-31MAX-T-SCT-0021 Commissioning Procedure of EH Oil System REV.0Document6 pagesDH3-31MAX-T-SCT-0021 Commissioning Procedure of EH Oil System REV.0hungNo ratings yet
- On Board Diagnostic Linafi Marine Engineering DepartmentDocument34 pagesOn Board Diagnostic Linafi Marine Engineering DepartmentAtem JuniorNo ratings yet
- Ch9 ReliefsDocument41 pagesCh9 ReliefsMohammed JanahiNo ratings yet
- Chapter 4 Preventive Maintenance: B o I L e R M I T S U B I S H IDocument120 pagesChapter 4 Preventive Maintenance: B o I L e R M I T S U B I S H ISamuelTrinandoNo ratings yet
- Pruebas y Ajustes 416bDocument30 pagesPruebas y Ajustes 416bVictor NunezNo ratings yet
- Chapter 7 Plant Layout SafetyDocument20 pagesChapter 7 Plant Layout SafetyaminNo ratings yet
- Manual Wiltec 3/1 Macerator Toilet Pump System Article 50741Document11 pagesManual Wiltec 3/1 Macerator Toilet Pump System Article 50741Titu A FaNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Automotive Actuators and EVAP System TestingFrom EverandAutomotive Actuators and EVAP System TestingRating: 4.5 out of 5 stars4.5/5 (4)
- P6 Syllabus 2022 Dec 2023Document11 pagesP6 Syllabus 2022 Dec 2023chemjesuNo ratings yet
- TID 1 Microbial Monitoring Strategies Oct 2015 V1.1Document21 pagesTID 1 Microbial Monitoring Strategies Oct 2015 V1.1chemjesuNo ratings yet
- Wall Side PictureDocument10 pagesWall Side PicturechemjesuNo ratings yet
- Lessons From Fatal Tyre Maintenance Incidents - ToolboxDocument5 pagesLessons From Fatal Tyre Maintenance Incidents - ToolboxchemjesuNo ratings yet
- Expansion JointsDocument1 pageExpansion JointschemjesuNo ratings yet
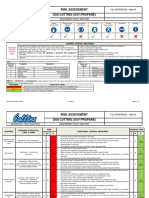
- Gas Cutting Risk AssessmentDocument3 pagesGas Cutting Risk AssessmentchemjesuNo ratings yet
- Earth ReelDocument1 pageEarth ReelchemjesuNo ratings yet
- Taking FlightDocument14 pagesTaking FlightchemjesuNo ratings yet
- EI Mobile Phone UsingDocument16 pagesEI Mobile Phone Usingchemjesu100% (1)
- Business Continuity Plan Covid 19Document9 pagesBusiness Continuity Plan Covid 19chemjesuNo ratings yet
- Bulletin 144 Future Changes To JIG Checklist 07 2022 1Document7 pagesBulletin 144 Future Changes To JIG Checklist 07 2022 1chemjesuNo ratings yet
- Thesis Mazaris TUDDocument245 pagesThesis Mazaris TUDchemjesuNo ratings yet
- Air Powered Internal SWDDocument2 pagesAir Powered Internal SWDchemjesuNo ratings yet
- Bulletin 139 Life Saving RulesDocument2 pagesBulletin 139 Life Saving RuleschemjesuNo ratings yet
- Boundary WallDocument1 pageBoundary WallchemjesuNo ratings yet
- AIGA TP 31 - 22 - Recent - H2 - of - 2021 - Incidents - in - Gas - Industry - in - AsiaDocument52 pagesAIGA TP 31 - 22 - Recent - H2 - of - 2021 - Incidents - in - Gas - Industry - in - AsiachemjesuNo ratings yet
- IP Code 1089 (Water Cooling System)Document3 pagesIP Code 1089 (Water Cooling System)chemjesuNo ratings yet
- ComplacencyDocument3 pagesComplacencychemjesuNo ratings yet
- Worker Enters Kerosene Tank During Cleaning Without Authorisation - ToolboxDocument4 pagesWorker Enters Kerosene Tank During Cleaning Without Authorisation - ToolboxchemjesuNo ratings yet
- Electrostatic Ignition Resulted in Flash Fire During Road Tanker Unloading - ToolboxDocument4 pagesElectrostatic Ignition Resulted in Flash Fire During Road Tanker Unloading - ToolboxchemjesuNo ratings yet
- SSSP Form 2 - Site or Job Hazard and Risk RegisterDocument2 pagesSSSP Form 2 - Site or Job Hazard and Risk RegisterchemjesuNo ratings yet
- TN Electricity Bills Press Release 23mar21Document3 pagesTN Electricity Bills Press Release 23mar21chemjesuNo ratings yet
- Fuel Unloading, Storage and Dispatching Facility, KwinanaDocument21 pagesFuel Unloading, Storage and Dispatching Facility, KwinanachemjesuNo ratings yet
- 57-0000-S-90-04-O-0254-00-E Appendix 5Document3 pages57-0000-S-90-04-O-0254-00-E Appendix 5chemjesuNo ratings yet
- Miyano Evolution Line: CNC Turning Center With 2 Spindles, 2 Turrets and 1 Y-Axis SlideDocument8 pagesMiyano Evolution Line: CNC Turning Center With 2 Spindles, 2 Turrets and 1 Y-Axis SlidealdiNo ratings yet
- Calculating Weld Volume and Weight: Welding CostsDocument4 pagesCalculating Weld Volume and Weight: Welding CostsMehmet SoysalNo ratings yet
- Salesforce Workflow CheatsheetDocument4 pagesSalesforce Workflow Cheatsheetgowtham 099091No ratings yet
- LB 47Document2 pagesLB 47roozbehxoxNo ratings yet
- Indian Standard: Hexagon Head Bolts, Screws and Nuts of Product Grades A and BDocument11 pagesIndian Standard: Hexagon Head Bolts, Screws and Nuts of Product Grades A and BJignesh TrivediNo ratings yet
- ObmodsDocument6 pagesObmodsSean CrumpNo ratings yet
- Group 7 Final Project Report - Automatic Night LightDocument15 pagesGroup 7 Final Project Report - Automatic Night LightBen RileyNo ratings yet
- APX Portable Accessory CatalogDocument12 pagesAPX Portable Accessory Catalogcraig_ochsNo ratings yet
- DBMS Chapter 7Document5 pagesDBMS Chapter 7Nabin ShresthaNo ratings yet
- Nfpa 250Document30 pagesNfpa 250Ed BalajadiaNo ratings yet
- Face GroovingDocument1 pageFace GroovingWilson DantasNo ratings yet
- 3.steel Members (Unit III)Document31 pages3.steel Members (Unit III)tauseefNo ratings yet
- TVS Motor Company LTD: Part No. Application / Vehicle List Wheel MRP/Set Rs. PsDocument3 pagesTVS Motor Company LTD: Part No. Application / Vehicle List Wheel MRP/Set Rs. PssnehaashisNo ratings yet
- Storage Chart Freeze ItDocument1 pageStorage Chart Freeze ItKimbre BellhouseNo ratings yet
- Datasheet Fike Interface Module 55-055Document2 pagesDatasheet Fike Interface Module 55-055roni kurniawanNo ratings yet
- Alpha BasicDocument190 pagesAlpha Basicmiguel_pinheiro_10No ratings yet
- Batch Short Circuit Users ManualDocument64 pagesBatch Short Circuit Users ManualAshleyNo ratings yet
- Tramfloc Polymer TechnologyDocument8 pagesTramfloc Polymer TechnologyVel MuruganNo ratings yet
- Parts List 38 269 22 95: Helical-Bevel Gear Unit KA107, KH107, KV107, KT107, KA107B, KH107B, KV107B, KT107BDocument4 pagesParts List 38 269 22 95: Helical-Bevel Gear Unit KA107, KH107, KV107, KT107, KA107B, KH107B, KV107B, KT107BFotografia PopularNo ratings yet
- Catalog Bencomp Brosura Engleza 2018Document12 pagesCatalog Bencomp Brosura Engleza 2018sergiu9886No ratings yet
- Cálculo Flanges de ChapaDocument4 pagesCálculo Flanges de ChapaKauê VelhoNo ratings yet
- TD Mscaps 1 14.10.25 Doku API MyshortcartDocument20 pagesTD Mscaps 1 14.10.25 Doku API MyshortcartDA FI100% (1)
- MAT 3421 MCGB - Data Sheet For Suppliers Old MAT No.: 362Document3 pagesMAT 3421 MCGB - Data Sheet For Suppliers Old MAT No.: 362Diógenes da Silva Pereira100% (1)
- Industrial Automation Technical Interview QuestionsDocument27 pagesIndustrial Automation Technical Interview Questionsanon_680083156100% (1)
- Z-Functional Programming in HaskellDocument26 pagesZ-Functional Programming in HaskellSurangma ParasharNo ratings yet
- RTD SpecificationsDocument3 pagesRTD SpecificationsmhatresameerNo ratings yet
- Dektec DTU 215Document5 pagesDektec DTU 215Alexander WieseNo ratings yet