Download as docx, pdf, or txt
You might also like
- 8200T CNC Lathe Programming Manual V2.2Document330 pages8200T CNC Lathe Programming Manual V2.2ahmed kamalNo ratings yet
- List of G-Codes Commonly Found On Fanuc and Similarly Designed ControlsDocument15 pagesList of G-Codes Commonly Found On Fanuc and Similarly Designed ControlsNadivi NursyamsaNo ratings yet
- Reference Basic G and M Codes PDFDocument5 pagesReference Basic G and M Codes PDFnwohaNo ratings yet
- Soft Servo Glossary: For Servoworks CNC Products and SMP Series General Motion Control ProductsDocument32 pagesSoft Servo Glossary: For Servoworks CNC Products and SMP Series General Motion Control Productsعبد الكريم ملوحNo ratings yet
- Code Description Milling (M) Turning (T) Corollary InfoDocument5 pagesCode Description Milling (M) Turning (T) Corollary InfoivtrubeljaNo ratings yet
- Dynamic Path Correction of An Industrial Robot Using A Distance Sensor and An ADRC ControllerDocument11 pagesDynamic Path Correction of An Industrial Robot Using A Distance Sensor and An ADRC Controllergorka.sarabiaNo ratings yet
- FuzzyVC Anil 1Document11 pagesFuzzyVC Anil 1ranga247No ratings yet
- SFDEN 006 008 - FD11controller PDFDocument22 pagesSFDEN 006 008 - FD11controller PDFkhophimhdNo ratings yet
- Hi-Tech Line Follower Using Pid Control: Kamaljeet, Gurpreet Kaur, Lokesh YadavDocument5 pagesHi-Tech Line Follower Using Pid Control: Kamaljeet, Gurpreet Kaur, Lokesh YadavArtyom FreemanNo ratings yet
- Asynchronous Control System For Stepper Motor With An Incremental Encoder FeedbackDocument12 pagesAsynchronous Control System For Stepper Motor With An Incremental Encoder FeedbackEdgar VasquezNo ratings yet
- Cad CamDocument5 pagesCad Camravi vermaNo ratings yet
- Digital Signal Processing Based Speed Control of Induction Motor Drive SystemDocument5 pagesDigital Signal Processing Based Speed Control of Induction Motor Drive SystemramjiNo ratings yet
- 1771 QBDocument16 pages1771 QBtt cheneyNo ratings yet
- G-Code For CNC MachineDocument13 pagesG-Code For CNC MachinezokiplusNo ratings yet
- Series8000LatheOperation PDFDocument324 pagesSeries8000LatheOperation PDFSnaldo EstradaNo ratings yet
- G-Code For CNC MachineDocument13 pagesG-Code For CNC MachinezokiplusNo ratings yet
- NEWKer CNC CatalogDocument21 pagesNEWKer CNC Catalogyaminis61No ratings yet
- Modeling A Controller For An Articulated Robotic ADocument4 pagesModeling A Controller For An Articulated Robotic Ayugioh beeNo ratings yet
- Ed WP Automatic Commutation of Stepper MotorsDocument9 pagesEd WP Automatic Commutation of Stepper MotorsSelfiana UlfaNo ratings yet
- chương 1.2.3Document6 pageschương 1.2.3Đạt TriNo ratings yet
- U5EP2. Practice Report of Programming of An Industrial RobotDocument4 pagesU5EP2. Practice Report of Programming of An Industrial RobotJESSICA BERENICE SANDOVAL REYESNo ratings yet
- Electrical Drive System For Winding Shaper of Automobile BeltDocument4 pagesElectrical Drive System For Winding Shaper of Automobile BeltSai PawanNo ratings yet
- Arun Kumar R A Novel Self Tuning Fuzzy Based PidDocument6 pagesArun Kumar R A Novel Self Tuning Fuzzy Based PidViet Anh NguyenNo ratings yet
- CNC CodingDocument26 pagesCNC CodingNEF RIDERSNo ratings yet
- Lewansoul-LX-16A Bus Servo User ManualDocument15 pagesLewansoul-LX-16A Bus Servo User Manualdinamik2tNo ratings yet
- CNC 8055Document16 pagesCNC 8055Aloisio GonzagaNo ratings yet
- Experiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualDocument10 pagesExperiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualBandam Nitish kumarNo ratings yet
- Image Processing of Sidescan SonarDocument7 pagesImage Processing of Sidescan SonarAlex NicksonNo ratings yet
- GMC 5Document10 pagesGMC 5Yony MarcianoNo ratings yet
- A Lightweight Interpolation Algorithm For Short-Segmented Machining Toolpaths To Realize Vibration Avoidance, High Accuracy, and Short Machiningtime PDFDocument17 pagesA Lightweight Interpolation Algorithm For Short-Segmented Machining Toolpaths To Realize Vibration Avoidance, High Accuracy, and Short Machiningtime PDFVenkata Sai AavulaNo ratings yet
- Ijsrp p8321Document7 pagesIjsrp p8321Vipul SharmaNo ratings yet
- 41 Ijmtst0709093Document5 pages41 Ijmtst0709093Thức HoàngNo ratings yet
- Comparative Study Between Pid and Fuzzy Pid Controller For Speed Control of BLDC Motor IJERTV7IS050098Document6 pagesComparative Study Between Pid and Fuzzy Pid Controller For Speed Control of BLDC Motor IJERTV7IS050098DIVYA PRASOONA CNo ratings yet
- CNC Based Pen Using Arduino: Mayur U. Ladhe and Dr. D. V. RojatkarDocument3 pagesCNC Based Pen Using Arduino: Mayur U. Ladhe and Dr. D. V. Rojatkarandri enggopNo ratings yet
- Lab Manual CNC LatheDocument10 pagesLab Manual CNC LatheSai Naga Sri Harsha100% (1)
- An Open-Loop Sin Microstepping Driver Based On FPGA and The Co-Simulation of Modelsim and SimulinkDocument5 pagesAn Open-Loop Sin Microstepping Driver Based On FPGA and The Co-Simulation of Modelsim and SimulinkTrần Tấn LộcNo ratings yet
- AN00226-Rotary Cutter Rev D ENDocument9 pagesAN00226-Rotary Cutter Rev D ENAdi FirmansyahNo ratings yet
- 990TDBDocument106 pages990TDBRodrigo Torneiro MecânicoNo ratings yet
- Variable Description Corollary InfoDocument4 pagesVariable Description Corollary InfochamalNo ratings yet
- G Code Reading GuideDocument16 pagesG Code Reading Guidefalcon100% (1)
- Panasonic AAA3000CE7Document4 pagesPanasonic AAA3000CE7Nenad DeusicNo ratings yet
- Operating Manual: en Digital Web Guider WSSDocument20 pagesOperating Manual: en Digital Web Guider WSSSrimannarayana NandamNo ratings yet
- Proxxon pd400cnc English 2016 PDFDocument2 pagesProxxon pd400cnc English 2016 PDFPhu TRANNo ratings yet
- Tiduc 07Document33 pagesTiduc 07saahithya AlagarsamyNo ratings yet
- List of G Codes: SR - NO. Code Function 1. 2. 3. 4Document28 pagesList of G Codes: SR - NO. Code Function 1. 2. 3. 4pmagrawal100% (1)
- EE214B: Folded CascodeDocument11 pagesEE214B: Folded CascodeNeil Hildick-SmithNo ratings yet
- Optimal PID Controller Parameters For Vector ContrDocument8 pagesOptimal PID Controller Parameters For Vector ContrTony starkNo ratings yet
- SFDEN 006 005 - FD11controllerDocument19 pagesSFDEN 006 005 - FD11controllerChris HendersonNo ratings yet
- Lab 4: Motor Control: 1 OverviewDocument7 pagesLab 4: Motor Control: 1 OverviewPaul Emmanuel MarkNo ratings yet
- Iocrsem Ec 21Document4 pagesIocrsem Ec 21Shailesh PatilNo ratings yet
- Incremental Encoder Based Position and Velocity Measurements VLSI Chip With Serial Peripheral InterfaceDocument4 pagesIncremental Encoder Based Position and Velocity Measurements VLSI Chip With Serial Peripheral Interfacechaitanya sNo ratings yet
- Ijert Ijert: Analysis of Radial Cam With Roller FollowerDocument5 pagesIjert Ijert: Analysis of Radial Cam With Roller Followersmg26thmayNo ratings yet
- FPGA IM ControlDocument6 pagesFPGA IM ControlscrlbdNo ratings yet
- NC - CNC - DNCDocument99 pagesNC - CNC - DNCsanjeevani rawatNo ratings yet
- Chapter 6Document56 pagesChapter 6gashawletaNo ratings yet
- 3G3DV (Brochure Ingles)Document12 pages3G3DV (Brochure Ingles)Edwin piñerosNo ratings yet
- P-625 Computerized Welding Machine: CRC-Evans Automatic WeldingDocument4 pagesP-625 Computerized Welding Machine: CRC-Evans Automatic Weldingyasi heeruNo ratings yet
- How To Check The Ordering Part NumberDocument13 pagesHow To Check The Ordering Part NumberCem DurmazNo ratings yet
- 2019 Xpotron Paper 1Document4 pages2019 Xpotron Paper 1AV NetworKNo ratings yet
- Analog Dialogue, Volume 48, Number 1: Analog Dialogue, #13From EverandAnalog Dialogue, Volume 48, Number 1: Analog Dialogue, #13Rating: 4 out of 5 stars4/5 (1)
- Book Review Chapter 1Document5 pagesBook Review Chapter 1John Christian AgdamagNo ratings yet
- Week 3 EcosystemDocument67 pagesWeek 3 EcosystemJohn Christian AgdamagNo ratings yet
- TRIAC CharacteristicsDocument7 pagesTRIAC CharacteristicsJohn Christian AgdamagNo ratings yet
- FPN D Based Driver Smoking Behavior Detection MethodDocument11 pagesFPN D Based Driver Smoking Behavior Detection MethodJohn Christian AgdamagNo ratings yet
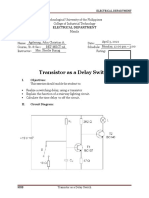
- Transistor As A Delay SwitchDocument8 pagesTransistor As A Delay SwitchJohn Christian AgdamagNo ratings yet
- Industrial Hygiene 101Document25 pagesIndustrial Hygiene 101Ultrapure AnalytichemNo ratings yet
- Java Web ProgrammingDocument7 pagesJava Web ProgrammingShekhar SaudNo ratings yet
- Typical HVAC Report - 2Document34 pagesTypical HVAC Report - 2Maxmore KarumamupiyoNo ratings yet
- Online Polynomial Regression: Regressiontools: The ProgramDocument2 pagesOnline Polynomial Regression: Regressiontools: The Programsepideh rajaeiradNo ratings yet
- BSB - Cat009.e4.ed2Document52 pagesBSB - Cat009.e4.ed2Zwe1991No ratings yet
- Dave Mollen - ResumeDocument2 pagesDave Mollen - ResumeAnonymous ttjXSAi2No ratings yet
- Puzzle Slides Powerpoint TemplateDocument20 pagesPuzzle Slides Powerpoint TemplateRodolfo AlmeidaNo ratings yet
- Project On Query in Ms AccessDocument36 pagesProject On Query in Ms Accessmathews johnsonNo ratings yet
- Huawei CommandsDocument2 pagesHuawei CommandsRade Pralica100% (1)
- Scurtaturi WordDocument21 pagesScurtaturi Worddanutza442No ratings yet
- MPlan Format Jan2022Document71 pagesMPlan Format Jan2022Heli FdzlNo ratings yet
- TM FBR 75 PDFDocument214 pagesTM FBR 75 PDFLebahMaduNo ratings yet
- Question Bank (MCWN)Document5 pagesQuestion Bank (MCWN)yashkhokhar886No ratings yet
- Sony Group Code of ConductDocument26 pagesSony Group Code of ConductEndah DipoyantiNo ratings yet
- Jurnal Kelompok 6 SANKRIDocument13 pagesJurnal Kelompok 6 SANKRITinka Vedyra JothaNo ratings yet
- Sdtechandeducation - In-Emerging Trends in Computer and Information Technology Practice MCQ Question Amp AnswerDocument16 pagesSdtechandeducation - In-Emerging Trends in Computer and Information Technology Practice MCQ Question Amp Answer09whitedevil90No ratings yet
- Ffa History Lesson PlanDocument10 pagesFfa History Lesson Planapi-353178625100% (1)
- ACI 350 3 06 Appendix BRev00 29 Sep 2013Document11 pagesACI 350 3 06 Appendix BRev00 29 Sep 2013Ghencea Adrian100% (2)
- CAA Service Regulations 2014Document185 pagesCAA Service Regulations 2014WaqarNo ratings yet
- 566250main - SPACE SHUTTLE ERA FACTS - 021012Document2 pages566250main - SPACE SHUTTLE ERA FACTS - 021012IaquoNo ratings yet
- Technology in The Educational Industry: Laboratory ExerciseDocument3 pagesTechnology in The Educational Industry: Laboratory ExerciseROSENDA BALINGAONo ratings yet
- Docklight Scripting V2.3 User Manual 12/2019Document176 pagesDocklight Scripting V2.3 User Manual 12/2019marcosNo ratings yet
- JICA Guidelines For Procurement Under Japanese ODA Loans - April 2012 VersionDocument65 pagesJICA Guidelines For Procurement Under Japanese ODA Loans - April 2012 Versionkaztubu4830100% (1)
- A Study of Select Radio Drama Programmes On Broadcasting CoporationDocument46 pagesA Study of Select Radio Drama Programmes On Broadcasting CoporationDaniel ObasiNo ratings yet
- Information Technology Project Management, Seventh Edition 2Document24 pagesInformation Technology Project Management, Seventh Edition 2Waleed KhanNo ratings yet
- The Models of Socail Policis-07Document15 pagesThe Models of Socail Policis-07prasad_iron2924No ratings yet
- Price ListDocument2 pagesPrice Listgrace gimena100% (1)
- IBPS PO Main Exam PDF by AffairsCloud 1Document268 pagesIBPS PO Main Exam PDF by AffairsCloud 1Pranalee DhamaneNo ratings yet
- 01 Dist BasicsDocument22 pages01 Dist BasicsAshok KumarNo ratings yet