Download as docx, pdf, or txt
You might also like
- SOP of Handling of Packaging MaterialDocument3 pagesSOP of Handling of Packaging Materialanoushia alviNo ratings yet
- SOP-10 Final Inspection ProcedureDocument3 pagesSOP-10 Final Inspection ProceduretriveshNo ratings yet
- Incoming Inspection-Qmp-Qc-01Document2 pagesIncoming Inspection-Qmp-Qc-01Rohit VishwakarmaNo ratings yet
- Customer Property Register PDFDocument1 pageCustomer Property Register PDFAl Rammohan0% (1)
- OBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Document4 pagesOBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Andy RojasNo ratings yet
- Rig MechanicDocument2 pagesRig Mechanicابو سنان75% (4)
- Temple Run PDFDocument73 pagesTemple Run PDFM. Saleem100% (1)
- OBJECT 188 QOP-82-04 (01) Final Acceptance Inspection A 1Document4 pagesOBJECT 188 QOP-82-04 (01) Final Acceptance Inspection A 1Andy RojasNo ratings yet
- Control of Monitoring and Measuring EquipmentDocument3 pagesControl of Monitoring and Measuring EquipmentLinda Setya WatiNo ratings yet
- Control of Monitoring and Measuring EquipmentDocument3 pagesControl of Monitoring and Measuring EquipmentLinda Setya WatiNo ratings yet
- QSP Control of Documented InformationDocument2 pagesQSP Control of Documented InformationtriveshNo ratings yet
- Quality Objectives and Planning ProcedureDocument5 pagesQuality Objectives and Planning ProcedureIta Dwian YunitaNo ratings yet
- QSP 8.3.1 Nonconforming Product - SampleDocument3 pagesQSP 8.3.1 Nonconforming Product - SampleGladys Calvo100% (2)
- Fifo ProcedureDocument2 pagesFifo ProcedureHaseem Ali100% (1)
- Procedure For Supplires EvaluationDocument3 pagesProcedure For Supplires EvaluationQA Lepl100% (1)
- Department: M.R. & Quality Control Document Title: Control of Non-Conforming ProductDocument3 pagesDepartment: M.R. & Quality Control Document Title: Control of Non-Conforming ProductJamil VoraNo ratings yet
- SOP For Reprocessing and Reworking - PharmaguidelineDocument2 pagesSOP For Reprocessing and Reworking - PharmaguidelineTuriyo AnthonyNo ratings yet
- 3.6 Initial SupplyDocument2 pages3.6 Initial SupplySunil Kumar92% (12)
- PR-5 - Docuent Control ProcedureDocument7 pagesPR-5 - Docuent Control ProcedureSAMEER JAVEDNo ratings yet
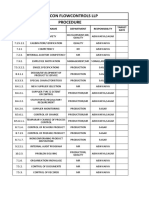
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- F-QC-05 Deviation NoteDocument1 pageF-QC-05 Deviation NoteKaran MalhiNo ratings yet
- 23 Rejected Material Handling ProcedureDocument9 pages23 Rejected Material Handling ProcedureQAD LotusNo ratings yet
- 10.2 Management Review Control Procedure (AT-HSSE-P-10-02V0-2022) - ReleaseDocument6 pages10.2 Management Review Control Procedure (AT-HSSE-P-10-02V0-2022) - ReleaseGeyko RuslanNo ratings yet
- SOP-3-7045-337 REV S Document Control ProcedureDocument16 pagesSOP-3-7045-337 REV S Document Control ProcedureAbusaada2012No ratings yet
- QP Nonconforming Product Sample 2014Document2 pagesQP Nonconforming Product Sample 2014Anna Maree100% (2)
- 19 Purchasing ProcedureDocument7 pages19 Purchasing ProcedureSasi KssNo ratings yet
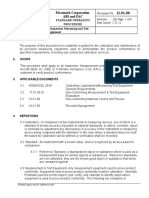
- 11.01.00 Calibration of Inspection Measuring and Test EquipmentDocument11 pages11.01.00 Calibration of Inspection Measuring and Test EquipmentSanjeev Reddy Kasula100% (1)
- COMP-OPP-01 Procedure For Control and Validation of ProductionDocument4 pagesCOMP-OPP-01 Procedure For Control and Validation of ProductionISODCC DSPINo ratings yet
- Indentification&Tracability ProcedureDocument3 pagesIndentification&Tracability ProcedureSaad ZiaNo ratings yet
- External Providers Evaluation FormDocument1 pageExternal Providers Evaluation FormISO CERTIFICATION-ROHSNo ratings yet
- Integrated Management System: Title: Internal AuditDocument4 pagesIntegrated Management System: Title: Internal AuditjeyaseelanaNo ratings yet
- QMS 075 Procedure For Product Identification and Traceability SampleDocument2 pagesQMS 075 Procedure For Product Identification and Traceability SampleAli Saifullizan Ismail100% (1)
- Initial Supply ControlDocument3 pagesInitial Supply ControlKuldeep Chauhan100% (2)
- Kova Fasteners (P) LTD: Sampling PlanDocument1 pageKova Fasteners (P) LTD: Sampling PlanAmandeep SinghNo ratings yet
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- Prepared By: Signature: Name: Khuram Shahzad Date: Designation: SR - Manager QA/QCDocument2 pagesPrepared By: Signature: Name: Khuram Shahzad Date: Designation: SR - Manager QA/QCMhammad NaveedNo ratings yet
- Procedure For Raw Materials Requisition For ProductionDocument2 pagesProcedure For Raw Materials Requisition For ProductionSanthosh Velusamy100% (3)
- Sop 9 Procedure For Identification and TraceabilityDocument3 pagesSop 9 Procedure For Identification and Traceabilityvaishnavi100% (6)
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMAR100% (1)
- 5.43 Purchasing Procedure PDFDocument6 pages5.43 Purchasing Procedure PDFSidney100% (1)
- Control of Records: Organization Details JustificationDocument1 pageControl of Records: Organization Details JustificationaezacsNo ratings yet
- SOP For IQADocument25 pagesSOP For IQAMuhammad As'adNo ratings yet
- Incoming Inspection Procedure: Document Part No. Rev 100-0044 007 1 of 11Document11 pagesIncoming Inspection Procedure: Document Part No. Rev 100-0044 007 1 of 11Sandip Jawalkar100% (1)
- Objective Monitoring Sheet: Objectiv e Target S. No Action Plan Deadline Responsibility CompletedDocument1 pageObjective Monitoring Sheet: Objectiv e Target S. No Action Plan Deadline Responsibility CompletedNiraNo ratings yet
- Internal Quality Audit Checklist v. 01Document5 pagesInternal Quality Audit Checklist v. 01Mohd AzisNo ratings yet
- SOP For Handling of Rejected Raw MaterialDocument6 pagesSOP For Handling of Rejected Raw Materialanoushia alviNo ratings yet
- Process Validation Record-Forging RollingDocument2 pagesProcess Validation Record-Forging RollingVandana MehraNo ratings yet
- Procedure Recall ProductDocument3 pagesProcedure Recall ProductLinda Setya Wati100% (3)
- 4.4.1 Product SafetyDocument5 pages4.4.1 Product SafetyVijayendran VijayNo ratings yet
- Control of EquipmentDocument3 pagesControl of EquipmentYATHISH BABUNo ratings yet
- Procedure - Control of NC ProductDocument4 pagesProcedure - Control of NC ProductAdriana BracamonteNo ratings yet
- Quality Manual: Duty Party Document Ref. Quality RecordDocument1 pageQuality Manual: Duty Party Document Ref. Quality RecordShida ShidotNo ratings yet
- Incoming InspectionDocument1 pageIncoming InspectionGAURAV SHARMANo ratings yet
- AE-QA-02 - First Piece Inspection ReportDocument1 pageAE-QA-02 - First Piece Inspection ReportKarthi ThiyagarajanNo ratings yet
- LGT - WHD - QP03-Material Handling and Storage Control ProcedureDocument7 pagesLGT - WHD - QP03-Material Handling and Storage Control ProcedureGregorNo ratings yet
- Roles and Resposiblity-SampleDocument7 pagesRoles and Resposiblity-SampleELANTHENDRALNo ratings yet
- SOP On Handling of Critical and Non-Critical DeviationsDocument6 pagesSOP On Handling of Critical and Non-Critical DeviationsRajnish PatilNo ratings yet
- QMS-SOP-F15 - Procedure For Control of Document InformationDocument4 pagesQMS-SOP-F15 - Procedure For Control of Document InformationPINTU RAJNo ratings yet
- Customer Complaint Handling Procedure Flow DiagramDocument1 pageCustomer Complaint Handling Procedure Flow Diagramamit gajbhiyeNo ratings yet
- Iatf ActivitiesDocument6 pagesIatf ActivitiesWizard tube and Engineered componentNo ratings yet
- 14) Calibration Verification of GaugesDocument5 pages14) Calibration Verification of GaugesSagar DaundNo ratings yet
- Control and Calibration of Inspection, Measuring and Test EquipmentDocument5 pagesControl and Calibration of Inspection, Measuring and Test EquipmentarylananylaNo ratings yet
- Adversary Proceeding #: 16-50001-LSSDocument21 pagesAdversary Proceeding #: 16-50001-LSSjaxxstrawNo ratings yet
- WaterGEMS For ArcMap Sesion1Document38 pagesWaterGEMS For ArcMap Sesion1franklin2891100% (1)
- Shareholders AgreementDocument12 pagesShareholders Agreementmetareason100% (1)
- Far410 Test Dec2020-SsDocument2 pagesFar410 Test Dec2020-Ss2022478048No ratings yet
- HP 211B Manual PDFDocument61 pagesHP 211B Manual PDFDirson Volmir WilligNo ratings yet
- Conectores FsiDocument80 pagesConectores Fsijovares2099No ratings yet
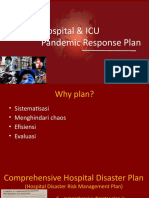
- RPBRS-ICU For Covid - Mentari ICU Covid 2021 - 25-01-2022Document24 pagesRPBRS-ICU For Covid - Mentari ICU Covid 2021 - 25-01-2022abdillah muttaqien alqodryNo ratings yet
- Objectives Overview: Discovering Computers Fundamentals Fundamentals, 2012 EditionDocument17 pagesObjectives Overview: Discovering Computers Fundamentals Fundamentals, 2012 Editionkeith magakaNo ratings yet
- Chapter #2 (Part 1)Document17 pagesChapter #2 (Part 1)Consiko leeNo ratings yet
- Flac3D: Fast Lagrangian Analysis of ContinuaDocument28 pagesFlac3D: Fast Lagrangian Analysis of Continualuis fernando vilacahuaNo ratings yet
- USAID - IPA - FDI - Grants - Round - 2 - Request For Applications - 003Document13 pagesUSAID - IPA - FDI - Grants - Round - 2 - Request For Applications - 003zhunzaiNo ratings yet
- Patanjali Foods Ltd. NagpurDocument9 pagesPatanjali Foods Ltd. NagpurTarun SimoniyaNo ratings yet
- Infobright Community Edition-User GuideDocument90 pagesInfobright Community Edition-User GuidemishaIV100% (4)
- Lecture Note 3: Mechanism Design: - Games With Incomplete InformationDocument128 pagesLecture Note 3: Mechanism Design: - Games With Incomplete InformationABRAHAM GEORGENo ratings yet
- Aircraft Tank RepairDocument31 pagesAircraft Tank RepairRoberto Carlos Subauste PérezNo ratings yet
- Final Population Age Structure, Sex Composition and Rural - Urban CompositionDocument6 pagesFinal Population Age Structure, Sex Composition and Rural - Urban CompositionMaraQuezNo ratings yet
- U.S. Healthcare, Inc., Etc. v. Healthsource, Inc., Etc., 986 F.2d 589, 1st Cir. (1993)Document15 pagesU.S. Healthcare, Inc., Etc. v. Healthsource, Inc., Etc., 986 F.2d 589, 1st Cir. (1993)Scribd Government DocsNo ratings yet
- Guaranteed Specifications: LOW High LOW HighDocument4 pagesGuaranteed Specifications: LOW High LOW HighAlNo ratings yet
- LTM 05Document8 pagesLTM 05SolNo ratings yet
- BC400 ABAP/4 Introduction To The Development Workbench: Cover Logo Page BC400Document6 pagesBC400 ABAP/4 Introduction To The Development Workbench: Cover Logo Page BC400Dr. Amresh NikamNo ratings yet
- Business Proposal Hubli PDFDocument3 pagesBusiness Proposal Hubli PDFKavithaNo ratings yet
- Alexandru StochitoiuDocument36 pagesAlexandru StochitoiuBaronescu MihaitaNo ratings yet
- Nippon Piston Ring Co.,Ltd.: Fit For ChryslerDocument2 pagesNippon Piston Ring Co.,Ltd.: Fit For ChryslerEdixo ReyesNo ratings yet
- MS Imagine Academy Certification - UPHDocument12 pagesMS Imagine Academy Certification - UPHMain GameNo ratings yet
- Gr10 Math P1 Nov 2022Document20 pagesGr10 Math P1 Nov 2022samcuthbert4No ratings yet
- Stages of A Film Production 2016Document3 pagesStages of A Film Production 2016Valeria Peñaranda ValdaNo ratings yet
- Sap Service Description For Managed Services Ams English v04 2016Document16 pagesSap Service Description For Managed Services Ams English v04 2016Karthick MNo ratings yet
- Audi Style GuideDocument33 pagesAudi Style GuidejussiedlundNo ratings yet