Download as pdf or txt
You might also like
- ECL - Manual - Parameter New PDFDocument13 pagesECL - Manual - Parameter New PDFAbe McCowan100% (3)
- 9100 User ManualDocument48 pages9100 User Manualหน่อง นพดล83% (36)
- Manual LynxDocument44 pagesManual LynxVictor PintadoNo ratings yet
- CIECO PPC1000R Installation Manual V3.3Document61 pagesCIECO PPC1000R Installation Manual V3.3TomNo ratings yet
- LR-02 Manual EnglishDocument24 pagesLR-02 Manual EnglishCharliie RooseveltNo ratings yet
- Schneider XBTZG9775 PLC Control Cable To Mitsubishi FX Series MINI DIN 8-PIN RS232 MALE To RS232 DB9 FEMALE Black Length 1.8MDocument15 pagesSchneider XBTZG9775 PLC Control Cable To Mitsubishi FX Series MINI DIN 8-PIN RS232 MALE To RS232 DB9 FEMALE Black Length 1.8MSyed Hassan TariqNo ratings yet
- Multi-Line 2: Operator's ManualDocument11 pagesMulti-Line 2: Operator's ManualHeri MunirNo ratings yet
- MEGA G2 UM E cp03Document49 pagesMEGA G2 UM E cp03Evidence Ndaramo JusticeNo ratings yet
- PL18firmware Version List 20200729Document9 pagesPL18firmware Version List 20200729-No ratings yet
- 01180-Neuro 105 - 2Document68 pages01180-Neuro 105 - 2bmendoleNo ratings yet
- GW621/GW626/GW631/GW636 Multifunctional Pulse Meter Instruction ManualDocument18 pagesGW621/GW626/GW631/GW636 Multifunctional Pulse Meter Instruction ManualSlobodan NocajNo ratings yet
- CIECO PCI-100LS Quick Programming ReferenceDocument1 pageCIECO PCI-100LS Quick Programming ReferenceTomNo ratings yet
- VVVF FrenicDocument32 pagesVVVF FrenicElevator & Escalator EngineeringNo ratings yet
- Whnichs Operation ManualDocument61 pagesWhnichs Operation ManualMego StudyNo ratings yet
- 20-HIM-A3, 20-HIM-A5 Programming GuideDocument8 pages20-HIM-A3, 20-HIM-A5 Programming GuideSultan AlhammadiNo ratings yet
- GK B5 User Guide v12Document5 pagesGK B5 User Guide v12CarecaIIINo ratings yet
- Procom Cop Advance PDFDocument36 pagesProcom Cop Advance PDFBALAJI UNo ratings yet
- CONTROL MASTERDocument52 pagesCONTROL MASTERAntonio LopezNo ratings yet
- Haas Simulator 2015 HCC WebDocument134 pagesHaas Simulator 2015 HCC WebMIGUEL MARTINGNo ratings yet
- 90 (J)Document28 pages90 (J)fdsfdsfsdNo ratings yet
- Epoch: Instruction ManualDocument10 pagesEpoch: Instruction ManualDpt HtegnNo ratings yet
- Manual - K20 and MINI K Torque TestersDocument36 pagesManual - K20 and MINI K Torque TestersDexter PoliNo ratings yet
- Meteorological Instruments: MODEL 26800Document28 pagesMeteorological Instruments: MODEL 26800Lac TranNo ratings yet
- TDA4 Manual EnglishDocument4 pagesTDA4 Manual English123No ratings yet
- Micron Non Contact ManualDocument15 pagesMicron Non Contact ManualJuliano Antunes de OliveiraNo ratings yet
- SERIES 54-76 Programmable Position Indicators: ElectricDocument16 pagesSERIES 54-76 Programmable Position Indicators: ElectricJacek KrawczukNo ratings yet
- Load Line 2 Weight Indicator User ManuelDocument55 pagesLoad Line 2 Weight Indicator User Manuelmostafa.othman150No ratings yet
- Rotary Screw Compressor Units: "Mini" Microprocessor ControlDocument20 pagesRotary Screw Compressor Units: "Mini" Microprocessor ControlChrise5502No ratings yet
- Manual Torque Testers KolverDocument25 pagesManual Torque Testers KolverDexter PoliNo ratings yet
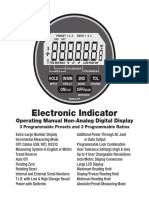
- Electronic Indicator: Operating Manual Non-Analog Digital DisplayDocument16 pagesElectronic Indicator: Operating Manual Non-Analog Digital DisplayMartinNo ratings yet
- Stups 2Document23 pagesStups 2prabhat mauryaNo ratings yet
- Table of Contents - Category Logger App L003-507: Operator Manual Rev 2.01Document26 pagesTable of Contents - Category Logger App L003-507: Operator Manual Rev 2.01gustavoNo ratings yet
- Ninglu NMEA Simulator PDFDocument17 pagesNinglu NMEA Simulator PDFtariktunadNo ratings yet
- Alibration Manual 6.1. P: Assage To Calibration WorkDocument83 pagesAlibration Manual 6.1. P: Assage To Calibration WorkmNo ratings yet
- Operating Manual 2000 RS & 2000 RSPDocument20 pagesOperating Manual 2000 RS & 2000 RSPHồ Quốc TuấnNo ratings yet
- Star SP300 Dot Matrix Printer Programmer's ManualDocument70 pagesStar SP300 Dot Matrix Printer Programmer's ManualdwxokwwzNo ratings yet
- Single Loop Template Lab: 3.1 ForewordDocument26 pagesSingle Loop Template Lab: 3.1 ForewordDaniel MontorfanoNo ratings yet
- HDSD - Man Hinh Fusheng Aims ControlDocument68 pagesHDSD - Man Hinh Fusheng Aims ControlTrung LuuchiNo ratings yet
- TI 500E Version 1.22SDocument19 pagesTI 500E Version 1.22Sangel.styfeNo ratings yet
- Manual Digital Gauge 2074 2174 2274Document32 pagesManual Digital Gauge 2074 2174 2274arodassanchezNo ratings yet
- Monitor Panel TrainingDocument44 pagesMonitor Panel Traininglangkan100% (2)
- Microprocessor-Based Digital Electronic Controller: Operating InstructionsDocument30 pagesMicroprocessor-Based Digital Electronic Controller: Operating InstructionsAbdullah MuhammadNo ratings yet
- Flow meter instructions: 一、 Converter Features :Document11 pagesFlow meter instructions: 一、 Converter Features :Wilmer EgeaNo ratings yet
- User Manual ELK38Document14 pagesUser Manual ELK38Krl Krl GnzalzNo ratings yet
- New Firmware 1.1: Programmers' GuideDocument70 pagesNew Firmware 1.1: Programmers' Guidekamal_arbabNo ratings yet
- E21s Operation ManualDocument20 pagesE21s Operation ManualHOVER DEILOR CONDORI TAZANo ratings yet
- Contador Rapido para ProcesosDocument30 pagesContador Rapido para ProcesosJuan Antonio Chuc AkeNo ratings yet
- Xtralis VESDA LCD Programmer Quick Reference Guide: Xtralis VESDA VLP Xtralis VESDA VLS Xtralis VESDA VLCDocument6 pagesXtralis VESDA LCD Programmer Quick Reference Guide: Xtralis VESDA VLP Xtralis VESDA VLS Xtralis VESDA VLCWilly RiosNo ratings yet
- T100+ Vector Impedance Analyzer: User Manual Ver. 2.1Document19 pagesT100+ Vector Impedance Analyzer: User Manual Ver. 2.1Carlos A. Rojas MoyaNo ratings yet
- Rele Operacion RE 620 ABBDocument4 pagesRele Operacion RE 620 ABBAlvaro SuredaNo ratings yet
- FT-2500 Advanced Tachometer: Operation ManualDocument12 pagesFT-2500 Advanced Tachometer: Operation ManualMD Shahidul HoqueNo ratings yet
- User Control Manual - en - 36360756Document13 pagesUser Control Manual - en - 36360756Mohamed Mahmood IbrahimNo ratings yet
- Liebert PEX+ Series Precision Air Conditioner Controller User Manual V1.3Document25 pagesLiebert PEX+ Series Precision Air Conditioner Controller User Manual V1.3Gerald Fallas GarroNo ratings yet
- Instruction Manual: Electronic Cams ProgrammerDocument24 pagesInstruction Manual: Electronic Cams Programmerwellinton de paulo RomanoNo ratings yet
- ELK38-240-C-R-2R DataSheetDocument14 pagesELK38-240-C-R-2R DataSheetAnna PopaNo ratings yet
- SC-A1 ManualDocument27 pagesSC-A1 ManualchuyNo ratings yet
- Quick Start Guide: Defender™ 3000Document4 pagesQuick Start Guide: Defender™ 3000Brian YulioNo ratings yet
- Siemens-Sitrans-ProbeLU HartQSG 7ML19985QR81 5Document8 pagesSiemens-Sitrans-ProbeLU HartQSG 7ML19985QR81 5Sudipto MajumderNo ratings yet
- Ipm5 00 Series Quickstart Manual: The Force of InnovationDocument16 pagesIpm5 00 Series Quickstart Manual: The Force of Innovationfernando ochoaNo ratings yet
- Manual Painel Mypro TouchDocument13 pagesManual Painel Mypro TouchEric GonçalvesNo ratings yet
- Fujifilm X-T5: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsFrom EverandFujifilm X-T5: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsNo ratings yet
- SmartRelay UserDocument347 pagesSmartRelay UserTomNo ratings yet
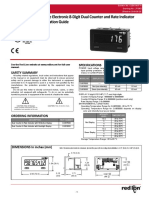
- CUB5 Installation GuideDocument4 pagesCUB5 Installation GuideTomNo ratings yet
- CIECO PCI-100LS Quick Programming ReferenceDocument1 pageCIECO PCI-100LS Quick Programming ReferenceTomNo ratings yet
- WPR Term Paper PDFDocument6 pagesWPR Term Paper PDFSaquib SajjadNo ratings yet
- All Sap Abap NeedsDocument55 pagesAll Sap Abap Needsskumar4787100% (1)
- Shear Test For Rock PDFDocument7 pagesShear Test For Rock PDFAnonymous v1blzDsEWANo ratings yet
- Design Method For Knowledge Base Systems in Education Using COKB-ONTDocument7 pagesDesign Method For Knowledge Base Systems in Education Using COKB-ONTSam NamNo ratings yet
- Software: User Guide Key Reprogramming SolutionDocument4 pagesSoftware: User Guide Key Reprogramming Solutionjk2001No ratings yet
- NURTURE Module-V 11 1 en PDFDocument4 pagesNURTURE Module-V 11 1 en PDFJorge SingNo ratings yet
- Inventors and Inventions: Unit 5. Lesson 5Document27 pagesInventors and Inventions: Unit 5. Lesson 5Анна ЯценкоNo ratings yet
- Enercat 1Document8 pagesEnercat 1avinavgautam100% (1)
- SYNOPSIS For CRM of Tractor Sales & ServicesDocument6 pagesSYNOPSIS For CRM of Tractor Sales & ServicesAsif KoujaganurNo ratings yet
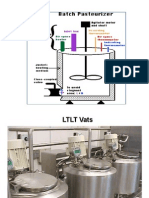
- Pasteurization IIDocument19 pagesPasteurization IIMohammad Ashraf Paul100% (1)
- Valuated Project StockDocument9 pagesValuated Project StockjesurajajosephNo ratings yet
- Special RulesDocument3 pagesSpecial RulesNikola VukcevicNo ratings yet
- Rojkind ArquitectosDocument6 pagesRojkind ArquitectosFabrizio AlbertoNo ratings yet
- Basic Principles of Vastu ShastraDocument4 pagesBasic Principles of Vastu ShastraPorkodi SengodanNo ratings yet
- Laser Communication: Mini Project ReportDocument15 pagesLaser Communication: Mini Project ReportPrasannaKumarReddyKaturuNo ratings yet
- Operation Manual: SERIES IZ15E-100 (RS232)Document40 pagesOperation Manual: SERIES IZ15E-100 (RS232)mihaita-gabriel basoiNo ratings yet
- Electronic Circuit AnalysisDocument8 pagesElectronic Circuit AnalysisToaster97No ratings yet
- 701 Planicrete Latex GBDocument4 pages701 Planicrete Latex GBaygunbayramNo ratings yet
- Sa-Akx18 SMDocument66 pagesSa-Akx18 SMFelipe L-m67% (3)
- (G6) Orifice Under Varying HeadDocument5 pages(G6) Orifice Under Varying HeadDane JonesNo ratings yet
- CAP Regulation 100-1 - 08/28/2009Document48 pagesCAP Regulation 100-1 - 08/28/2009CAP History LibraryNo ratings yet
- Multi-Hole CageDocument7 pagesMulti-Hole Cagemet-calcNo ratings yet
- Cork Chamber - Chamberlink (Nov 2013)Document24 pagesCork Chamber - Chamberlink (Nov 2013)Imelda V. MulcahyNo ratings yet
- Ardbot Making Robots With Arduino 3Document7 pagesArdbot Making Robots With Arduino 3gui9871No ratings yet
- Catalogo de SELECCIÓN CARDANDocument36 pagesCatalogo de SELECCIÓN CARDANTony CasillaNo ratings yet
- EASA - IM .E.041 TCDS Issue 7Document20 pagesEASA - IM .E.041 TCDS Issue 7Rodrigo Hernanes Bezerra DinizNo ratings yet
- Dylan Stanford CertificateDocument4 pagesDylan Stanford Certificateapi-4432522590% (1)
- Ausa C 300 X x4 Parts Manual Katalog DelovaDocument10 pagesAusa C 300 X x4 Parts Manual Katalog Delovastanley100% (53)
- JBL Eon15Document20 pagesJBL Eon15Jostein BøNo ratings yet
- Bornomala SIM Registration Form HasanDocument2 pagesBornomala SIM Registration Form HasanArman Hossain WarsiNo ratings yet