Download as pdf or txt
You might also like
- Physics Practical Section BDocument15 pagesPhysics Practical Section BIshika SinghNo ratings yet
- 1 R+W Acople Clase Economica Modelo BKLDocument4 pages1 R+W Acople Clase Economica Modelo BKLDiego RomeroNo ratings yet
- Vibration Is Not The Only Method For Balancing: Byron MartinDocument3 pagesVibration Is Not The Only Method For Balancing: Byron MartinAgustin A.No ratings yet
- BKL enDocument8 pagesBKL enjair nerisNo ratings yet
- ClutchesDocument12 pagesClutchesAbebaw AyeleNo ratings yet
- Pokusaj UploadaDocument23 pagesPokusaj UploadaAllyson JohnsonNo ratings yet
- Determination of Gear Tooth Friction by Disc Machine: K. L. Johnson and D. I. SpenceDocument7 pagesDetermination of Gear Tooth Friction by Disc Machine: K. L. Johnson and D. I. SpenceSucre Riccardo CannoneNo ratings yet
- Swingequation 180101135250Document15 pagesSwingequation 180101135250A S M Zahid KausarNo ratings yet
- Spring Design Ii: Prepared and Presented byDocument11 pagesSpring Design Ii: Prepared and Presented byDhiraj NayakNo ratings yet
- Ball Screw ServotakDocument4 pagesBall Screw ServotakdipakNo ratings yet
- Guia de La Termografia Infrarroja Fenercom 2011Document38 pagesGuia de La Termografia Infrarroja Fenercom 2011fraicheNo ratings yet
- Grampian-Gotham Audio Developments Feedback Cutter SystemDocument4 pagesGrampian-Gotham Audio Developments Feedback Cutter SystemMartien BakkerNo ratings yet
- Rotordynamic Stability Tests On High-Pressure Radial CompressorsDocument8 pagesRotordynamic Stability Tests On High-Pressure Radial CompressorsНиколайNo ratings yet
- Balancing of Rotating MachineryDocument38 pagesBalancing of Rotating MachineryThomas AbrahamNo ratings yet
- Turbine Meter Series FMT-LX: The Best Way To Predict The FutureDocument5 pagesTurbine Meter Series FMT-LX: The Best Way To Predict The Futurepaulino1k50No ratings yet
- Accutherm FMG FMT LX Turbine Meter 014091110509Document5 pagesAccutherm FMG FMT LX Turbine Meter 014091110509Victor OlguinNo ratings yet
- Maxon Explanation of Catalog Data DC Motors 2016-17Document1 pageMaxon Explanation of Catalog Data DC Motors 2016-17RatanieriNo ratings yet
- 2017 PTT Tds 11 Pressure On Carbon Brushes Mersen PDFDocument4 pages2017 PTT Tds 11 Pressure On Carbon Brushes Mersen PDFSlobodan SavicNo ratings yet
- 2017 PTT Tds 11 Pressure On Carbon Brushes MersenDocument4 pages2017 PTT Tds 11 Pressure On Carbon Brushes MersenDanang AjiNo ratings yet
- Conical Rotor Balancing TechniqueDocument8 pagesConical Rotor Balancing TechniqueRazhmi ranjanNo ratings yet
- Power Optimal Thruster AllocationDocument10 pagesPower Optimal Thruster AllocationSamo SpontanostNo ratings yet
- WTG Tower Design-MGeiDocument28 pagesWTG Tower Design-MGeiMarin PavlovićNo ratings yet
- BalancingDocument40 pagesBalancingdax100% (3)
- HOP Alancing Olerances: Ractical UideDocument7 pagesHOP Alancing Olerances: Ractical UideAlex CarmonaNo ratings yet
- Notes DC MACHINES - Compound PDFDocument8 pagesNotes DC MACHINES - Compound PDFJm PotenciandoNo ratings yet
- Vibration Monitoring AnalysisDocument102 pagesVibration Monitoring AnalysisAlangghya Susatya Adigama100% (2)
- Bolt ConnectionsDocument25 pagesBolt ConnectionsPhanathon OunonNo ratings yet
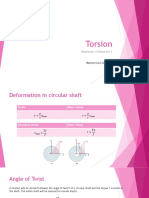
- Torsion: Mechanics of Materials 2Document14 pagesTorsion: Mechanics of Materials 2Zahid JiwaNo ratings yet
- Axle Friction and Thrust Bearings: V. Neo Tarun 18M635Document11 pagesAxle Friction and Thrust Bearings: V. Neo Tarun 18M635Neo TarunNo ratings yet
- Component Characteristics and Off Design Operation of Single Shaft Gas TurbineDocument13 pagesComponent Characteristics and Off Design Operation of Single Shaft Gas TurbineRuturaj UmaranikarNo ratings yet
- Maxon Gear DataDocument1 pageMaxon Gear DatajangetialNo ratings yet
- Gears Presentation BubuDocument37 pagesGears Presentation BubuAbebaw AyeleNo ratings yet
- Me 362 - 5Document15 pagesMe 362 - 5ElormeNo ratings yet
- Paper Paper Paper Paper Paper: C M Lqs K QSLCDocument5 pagesPaper Paper Paper Paper Paper: C M Lqs K QSLCResearch1 amtdcNo ratings yet
- Beginner's Guide To Centrifugal Compressor System Design & SimulationDocument17 pagesBeginner's Guide To Centrifugal Compressor System Design & Simulationkavinmech1No ratings yet
- Fluctuating LoadingDocument26 pagesFluctuating LoadingAdil FarooqNo ratings yet
- 10.3 Calculation For Cylindrical Worm Gear Pair StrengthDocument7 pages10.3 Calculation For Cylindrical Worm Gear Pair StrengthNandaKumarPNo ratings yet
- Numerical Simulation of The Active Flow Control in TurbomachineryDocument22 pagesNumerical Simulation of The Active Flow Control in TurbomachineryFolpoNo ratings yet
- Digital Vibration Meter: 5.2 An Introduction To Vibration MeasurementDocument2 pagesDigital Vibration Meter: 5.2 An Introduction To Vibration MeasurementAsep SaoriNo ratings yet
- Mechanics of Friction ClutchesDocument22 pagesMechanics of Friction ClutchesEDISON OCHIENGNo ratings yet
- 3D Blade Analysis v1.0Document12 pages3D Blade Analysis v1.0DUVAN FELIPE MUNOZ GARCIANo ratings yet
- PTY260S - Lecture - Milling Calculation - 2019Document13 pagesPTY260S - Lecture - Milling Calculation - 2019carleston thurgoodNo ratings yet
- 08 Practical Application Press FitDocument6 pages08 Practical Application Press Fitenrico.michelatoNo ratings yet
- HSFG Bolt PDFDocument6 pagesHSFG Bolt PDFSatish PawarNo ratings yet
- Mueller - Mixing BasicsDocument4 pagesMueller - Mixing BasicsVasilis PolykarpidisNo ratings yet
- iNaCoMM 2019 Paper 82Document7 pagesiNaCoMM 2019 Paper 82pavanmisra1No ratings yet
- Vibration AnalyzersDocument16 pagesVibration Analyzersyogacruise100% (1)
- AE 667 - Rotary Wing Aerodynamics Assignment 1: Ayush Sarraf 190010014Document14 pagesAE 667 - Rotary Wing Aerodynamics Assignment 1: Ayush Sarraf 190010014RAMAN VERMANo ratings yet
- ME 54 - Belt and Pulley - 1Document106 pagesME 54 - Belt and Pulley - 1Remar Joseph CarpinaNo ratings yet
- Topic 01 - Clutch IIDocument14 pagesTopic 01 - Clutch IIbetex90167No ratings yet
- Review On Design of AgitatorDocument4 pagesReview On Design of AgitatorAnonymous YWS7ndsiNo ratings yet
- Applications of Friction in Machines: EL201 - Genap 2018/2019Document18 pagesApplications of Friction in Machines: EL201 - Genap 2018/2019Martin Jericho SetyadiNo ratings yet
- 6 TorsionDocument19 pages6 Torsionshristikushram2003No ratings yet
- Atlas Copco Industrial Power Tools 2014 Part2 UkDocument173 pagesAtlas Copco Industrial Power Tools 2014 Part2 UkEng. Júlio CésarNo ratings yet
- Concrete External Vibration BrochureDocument16 pagesConcrete External Vibration BrochureNuM NaNo ratings yet
- Flat-Plate Friction Clutches and ThrustDocument17 pagesFlat-Plate Friction Clutches and ThrustYuvaperiyasamy MayilsamyNo ratings yet
- Concrete 4 Nov 2021Document3 pagesConcrete 4 Nov 2021Lemuel TeopeNo ratings yet
- Scope For Designing High Torque Switched Reluctance Motor With Low RipplesDocument12 pagesScope For Designing High Torque Switched Reluctance Motor With Low RipplesEl Manaa BarhoumiNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Obtaining Reduced Order Models From FEADocument17 pagesObtaining Reduced Order Models From FEAlucaNo ratings yet
- Fed STD H28 2aDocument49 pagesFed STD H28 2alucaNo ratings yet
- Lesson1 Intro To DampingDocument6 pagesLesson1 Intro To DampinglucaNo ratings yet
- Lesson2 Fundamentals of DampingDocument18 pagesLesson2 Fundamentals of DampinglucaNo ratings yet
- Lesson3 Applications of DampingDocument11 pagesLesson3 Applications of DampinglucaNo ratings yet
- M5500 Web1Document2 pagesM5500 Web1luis rangelNo ratings yet
- Philippine Merchant Marine Academy: ScoreDocument4 pagesPhilippine Merchant Marine Academy: ScoreJarvie JohnNo ratings yet
- CBSE Class 12 Chem Notes Question Bank Solutions PDFDocument16 pagesCBSE Class 12 Chem Notes Question Bank Solutions PDFMonika AdhikariNo ratings yet
- CBSE Class 9 NCERT Book Science GRAVITATION Chapter 10Document20 pagesCBSE Class 9 NCERT Book Science GRAVITATION Chapter 10pjatinNo ratings yet
- Pe50bf Difh C SensorDocument2 pagesPe50bf Difh C SensorAli KhumaeniNo ratings yet
- Physics of Roller Coasters: Royal High School Physics, Fall 2007Document10 pagesPhysics of Roller Coasters: Royal High School Physics, Fall 2007زوہیب ارمانNo ratings yet
- Projectile Motion LabDocument9 pagesProjectile Motion LabJoseph zNo ratings yet
- Analysis of Entropy Generation Inside Concentric Cylindrical Annuli With Relative RotatioDocument9 pagesAnalysis of Entropy Generation Inside Concentric Cylindrical Annuli With Relative RotatioSafaa Hameed Al NaseryNo ratings yet
- Force Worksheet - Inclined PlaneDocument2 pagesForce Worksheet - Inclined PlaneTheOnesNo ratings yet
- CH-3 Motion in Straight LineDocument29 pagesCH-3 Motion in Straight LineArchanaa PadmavathiNo ratings yet
- Physics G11 Old UEE Workbook - AU Special SchoolDocument17 pagesPhysics G11 Old UEE Workbook - AU Special SchoolBekele GonfaNo ratings yet
- AnswersPractice Problems - Unit 3 - Open Up ResourcesDocument32 pagesAnswersPractice Problems - Unit 3 - Open Up ResourcesJa'Kyah Allen Student - WakeForestMSNo ratings yet
- Chapter 3 GravitationDocument29 pagesChapter 3 GravitationRachael HoNo ratings yet
- Sop For Fan SizingDocument3 pagesSop For Fan SizingHsein Wang100% (1)
- Gedac Electric: Factory Acceptance Test For Low Voltage PanelsDocument11 pagesGedac Electric: Factory Acceptance Test For Low Voltage PanelsMohammad YaseeenNo ratings yet
- BS en 1026 - 2016Document22 pagesBS en 1026 - 2016Miguel EstevesNo ratings yet
- Design and Implementation of A Solar Integration IDocument7 pagesDesign and Implementation of A Solar Integration IAmir KalčoNo ratings yet
- JIS G 3350 Lipped ChannelDocument1 pageJIS G 3350 Lipped Channelcalgood0001No ratings yet
- Science: Quarter 4 - Module 4Document20 pagesScience: Quarter 4 - Module 4Eden Cabarrubias88% (16)
- Fluids Lab Manual 1Document6 pagesFluids Lab Manual 1اسامة نعمة جبارNo ratings yet
- KSG-120CL KSG-150UM: String Grid-Tied PV InverterDocument2 pagesKSG-120CL KSG-150UM: String Grid-Tied PV InvertertammamshNo ratings yet
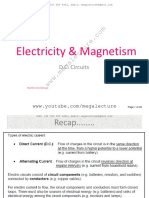
- 20-D C - CircuitsDocument40 pages20-D C - CircuitsRobert mukwekweNo ratings yet
- G11 Phy CH-1 Study MaterialDocument15 pagesG11 Phy CH-1 Study MaterialPrasanna VijayakumarNo ratings yet
- Week 3 Homework Important Note About WebassignDocument10 pagesWeek 3 Homework Important Note About WebassignJB SibolinaoNo ratings yet
- DynamometerDocument21 pagesDynamometerArchana MaskeNo ratings yet
- Chap 3 Gas Kinetic Theory For Ideal GasesDocument31 pagesChap 3 Gas Kinetic Theory For Ideal Gases李侑霖 LEE YULIN P46094163No ratings yet
- 2Ch404-Chemical Engineering Thermodynamics: Tutorial-1 21BCH021Document6 pages2Ch404-Chemical Engineering Thermodynamics: Tutorial-1 21BCH021Harvin PatelNo ratings yet
- Student Exploration: Density Laboratory: Vocabulary: Buoyancy, Density, Graduated Cylinder, Mass, Matter, Scale, VolumeDocument5 pagesStudent Exploration: Density Laboratory: Vocabulary: Buoyancy, Density, Graduated Cylinder, Mass, Matter, Scale, VolumeOctoso AishaNo ratings yet
- Expt 6 The Cage Rotor Induction MotorDocument5 pagesExpt 6 The Cage Rotor Induction MotorRyan De GuzmanNo ratings yet