Download as pdf or txt
You might also like
- Bangalore PeenyaDocument4 pagesBangalore Peenyaravishankar78% (9)
- 0-WD792-CJ250-01504 - Rev.A - Inspection and Test Plan For Instrument Cables (Checklist)Document2 pages0-WD792-CJ250-01504 - Rev.A - Inspection and Test Plan For Instrument Cables (Checklist)ResearcherNo ratings yet
- Alternating Current Field Measurement Level 1 Course (ACFM L1)Document357 pagesAlternating Current Field Measurement Level 1 Course (ACFM L1)susheel100% (2)
- HVAC Design ModuleDocument8 pagesHVAC Design ModuleParth PatelNo ratings yet
- Seating ArrangementDocument35 pagesSeating ArrangementGiselle LanoNo ratings yet
- LRUT Data InterpertationDocument42 pagesLRUT Data InterpertationTamilarasanNo ratings yet
- Day 2 ATC88Document32 pagesDay 2 ATC88Azhar GulzarNo ratings yet
- Day 3 ATC88Document31 pagesDay 3 ATC88Azhar GulzarNo ratings yet
- CB-5 Dead Tank CB Without Capacitance Hermosillo PPTDocument13 pagesCB-5 Dead Tank CB Without Capacitance Hermosillo PPTMiguel ZuñigaNo ratings yet
- Servo Cables: Technical Data: ConstructionDocument1 pageServo Cables: Technical Data: ConstructionRajiv ChaudhariNo ratings yet
- NDT and CorrosionDocument21 pagesNDT and CorrosionPrakash100% (1)
- LRUT BasicDocument48 pagesLRUT BasicTamilarasanNo ratings yet
- Welding Tubing CatalogDocument4 pagesWelding Tubing Catalogthanh_121No ratings yet
- Vrla Battery Data Sheet18042018 PDFDocument12 pagesVrla Battery Data Sheet18042018 PDFSatyapriya OjhaNo ratings yet
- HBL2VVRLAcatalogue PDFDocument12 pagesHBL2VVRLAcatalogue PDFMatias FranciscoNo ratings yet
- 3.TOFD Slide PresentationDocument305 pages3.TOFD Slide PresentationgarapiaNo ratings yet
- 2v Vrla Product Brochur Domestic-3Document12 pages2v Vrla Product Brochur Domestic-3damas cahyoNo ratings yet
- 915Mhz Rob Antenna: Technical Data SheetDocument5 pages915Mhz Rob Antenna: Technical Data SheetyugenmyoNo ratings yet
- Solar PresentationDocument25 pagesSolar PresentationAnimesh Kumar SinghNo ratings yet
- Valve Regulated Lead Acid BatteryDocument12 pagesValve Regulated Lead Acid Batterychee wyNo ratings yet
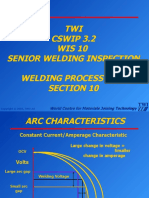
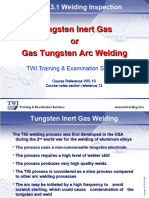
- Tungsten Inert Gas or Gas Tungsten Arc WeldingDocument35 pagesTungsten Inert Gas or Gas Tungsten Arc WeldingLương Hồ Vũ75% (4)
- 5.cathodic Protection: 4-Terminals ArrangementDocument39 pages5.cathodic Protection: 4-Terminals ArrangementyouplaiNo ratings yet
- CO11152 Product SpecificationsDocument3 pagesCO11152 Product SpecificationsIan JaredNo ratings yet
- Welding Process MMADocument14 pagesWelding Process MMAJJNo ratings yet
- NDT 2-20 Part 2 (Equipment) OkDocument37 pagesNDT 2-20 Part 2 (Equipment) OkAbdul Ahad LoneNo ratings yet
- Inspection and Maintenance of Drill PipeDocument39 pagesInspection and Maintenance of Drill PipeinsaanNo ratings yet
- Course1B LeggDocument31 pagesCourse1B LeggLe LanNo ratings yet
- Motwane - Oil BDVDocument34 pagesMotwane - Oil BDVvikash kumarNo ratings yet
- TDS 264 Cat 06 Data and VoiceDocument4 pagesTDS 264 Cat 06 Data and Voicesanjay dalviNo ratings yet
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument63 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23No ratings yet
- 04 WIS5 Destructive TestingDocument78 pages04 WIS5 Destructive Testingsaid aminNo ratings yet
- Kaytech FLOPIPE2011Document1 pageKaytech FLOPIPE2011Colin SillmanNo ratings yet
- Nitoproof 725: Description PropertiesDocument3 pagesNitoproof 725: Description PropertiesNikhil BhatiaNo ratings yet
- 3-Give ProfileDocument12 pages3-Give Profiledanyaljanjua946No ratings yet
- GtawDocument35 pagesGtawfinhayNo ratings yet
- Data Sheet: Liycy Single CoreDocument1 pageData Sheet: Liycy Single CorePiyush GuptaNo ratings yet
- Waterproofing Range - Asian PaintsDocument6 pagesWaterproofing Range - Asian PaintsgowthamNo ratings yet
- En - Wurth Design Considerations Munich PDFDocument52 pagesEn - Wurth Design Considerations Munich PDFSiva RamanNo ratings yet
- Servo Motor Cables: Technical Data: ConstructionDocument1 pageServo Motor Cables: Technical Data: ConstructionHafiani HichamNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsChris MNo ratings yet
- CO15582 - CAT6A Outdoor Type Patch CordDocument3 pagesCO15582 - CAT6A Outdoor Type Patch CordIan JaredNo ratings yet
- ResistivityDocument56 pagesResistivityAdriiyan Escobar Finisco100% (1)
- Linergy TR - TB - TA - NSYTRV702Document2 pagesLinergy TR - TB - TA - NSYTRV702Arturo DelgadoNo ratings yet
- Sample ChecklistDocument7 pagesSample Checklistk.mehaboob bashaNo ratings yet
- 2.bharat Group-Cabtech InternationalDocument119 pages2.bharat Group-Cabtech Internationalbharat.birjuNo ratings yet
- Crane CablesDocument2 pagesCrane CablesTimuçin KARABULUTLARNo ratings yet
- ESE 2022 Ace Academy Test 5 SolutionsDocument14 pagesESE 2022 Ace Academy Test 5 SolutionsRV JINo ratings yet
- 13 GmawDocument57 pages13 GmawfinhayNo ratings yet
- Wt118c Led18 NW Psu l600 EngDocument2 pagesWt118c Led18 NW Psu l600 EngMarcelo PerrouxNo ratings yet
- PW100 Technical Data SheetDocument1 pagePW100 Technical Data SheetPartagon PowNo ratings yet
- TDS 136 Revi R1 2C X 1.5 Armoured Unshielded Cable FAS Red 12 Nov 2021Document2 pagesTDS 136 Revi R1 2C X 1.5 Armoured Unshielded Cable FAS Red 12 Nov 2021sanjay dalviNo ratings yet
- 5.0 Non Destructive TestingDocument56 pages5.0 Non Destructive TestingfinhayNo ratings yet
- CF31 Sort110 EU Data Sheetchainflex CF31Document6 pagesCF31 Sort110 EU Data Sheetchainflex CF31Luiz Felipe OliveiraNo ratings yet
- Agilent GC Class Presentation and Repair Sept 2012 (Color)Document355 pagesAgilent GC Class Presentation and Repair Sept 2012 (Color)Mayar SayedNo ratings yet
- Ribbon Anodes Water 00Document2 pagesRibbon Anodes Water 00Soltani AliNo ratings yet
- MHPT - TP19 - 0125 - Fire SealDocument6 pagesMHPT - TP19 - 0125 - Fire Sealazim azrulNo ratings yet
- Appendix 1 Test Report of DWC PipeDocument2 pagesAppendix 1 Test Report of DWC Pipeprasun.tcelNo ratings yet
- TailorBird Catalogue 2022 Single #175 CompressedDocument24 pagesTailorBird Catalogue 2022 Single #175 Compressedsreerag13.sr13No ratings yet
- Sales Presentation PDFDocument16 pagesSales Presentation PDFQuang Thanh100% (1)
- CF37.D Sort110 EU Data Sheetchainflex CF37.DDocument6 pagesCF37.D Sort110 EU Data Sheetchainflex CF37.DAhmad FaujiNo ratings yet
- Water Level Indicator Circuit Using Bipolar Junction TransistorFrom EverandWater Level Indicator Circuit Using Bipolar Junction TransistorRating: 4.5 out of 5 stars4.5/5 (7)
- 1-UT-Pot Shell 588Document2 pages1-UT-Pot Shell 588Azhar GulzarNo ratings yet
- Advances in Phased Array Weld Inspection Scan Plan Designs Apiasme PresentationDocument18 pagesAdvances in Phased Array Weld Inspection Scan Plan Designs Apiasme PresentationAzhar GulzarNo ratings yet
- LEEA 2 - Lifting Equipment General Diploma (LEG) - 2017Document9 pagesLEEA 2 - Lifting Equipment General Diploma (LEG) - 2017Azhar GulzarNo ratings yet
- 328 Drag Chain HosesDocument23 pages328 Drag Chain HosesAzhar GulzarNo ratings yet
- Rigging TermsDocument43 pagesRigging TermsAzhar GulzarNo ratings yet
- UTChapter5 CalibrationDocument82 pagesUTChapter5 CalibrationAzhar GulzarNo ratings yet
- 2019 20 Well Constructiondrilling Training Guide Completions and Workover OperationsDocument16 pages2019 20 Well Constructiondrilling Training Guide Completions and Workover OperationsAzhar GulzarNo ratings yet
- AWS D1.1 Generalized Guidelines For Struct Steel Weld InsDocument19 pagesAWS D1.1 Generalized Guidelines For Struct Steel Weld InsAzhar GulzarNo ratings yet
- WCNDT-EC WrokshopDocument106 pagesWCNDT-EC WrokshopAzhar GulzarNo ratings yet
- Day 3 ATC88Document31 pagesDay 3 ATC88Azhar GulzarNo ratings yet
- Day 2 ATC88Document32 pagesDay 2 ATC88Azhar GulzarNo ratings yet
- Day 1 ATC88Document41 pagesDay 1 ATC88Azhar GulzarNo ratings yet
- Functional Safety and IEC 61508 A Basic Guide PDFDocument9 pagesFunctional Safety and IEC 61508 A Basic Guide PDFfitasmounirNo ratings yet
- Training and Development FGHGH GDocument82 pagesTraining and Development FGHGH GMichael WellsNo ratings yet
- Multi-Split Type Air Conditioners: DC Inverter Control Cooling Only and Reverse Cycle 50 HZDocument31 pagesMulti-Split Type Air Conditioners: DC Inverter Control Cooling Only and Reverse Cycle 50 HZvphuc1984No ratings yet
- Waste Disposal RRLDocument3 pagesWaste Disposal RRLLiah Cacho100% (4)
- Synopsis: Rajiv Gandhi University of Health Sciences Karnataka State, BangaloreDocument17 pagesSynopsis: Rajiv Gandhi University of Health Sciences Karnataka State, BangaloreSANANo ratings yet
- ANT-ATR4517R10v06-2579 DatasheetDocument2 pagesANT-ATR4517R10v06-2579 DatasheetSilviuSNo ratings yet
- Torque TableDocument1 pageTorque TableGuido NabaesNo ratings yet
- KonectDocument2 pagesKonectHellen DuNo ratings yet
- People vs. Siao, G.R. No. 126021 March 3, 2000Document3 pagesPeople vs. Siao, G.R. No. 126021 March 3, 2000Ria Evita RevitaNo ratings yet
- Column Piping: Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 pagesColumn Piping: Study Layout, Nozzle Orientation & Platforms RequirementsArindomNo ratings yet
- Gun Water PDFDocument4 pagesGun Water PDFAlejandro MontecilloNo ratings yet
- DessertCakesBLAD eDocument7 pagesDessertCakesBLAD esuzypienaarNo ratings yet
- Microstrip Patch Antenna and Its ApplicationDocument20 pagesMicrostrip Patch Antenna and Its ApplicationBrhane DadsoNo ratings yet
- ESM 15-22 Sparepart Recom 1984Document1 pageESM 15-22 Sparepart Recom 1984влад камрNo ratings yet
- 6 Inclusion Strategies For Students With Autism Spectrum DisordersDocument8 pages6 Inclusion Strategies For Students With Autism Spectrum Disordersapi-268598032No ratings yet
- Orthopaedics: Course Content TopicsDocument4 pagesOrthopaedics: Course Content TopicsRaghu VeerNo ratings yet
- Interim Valuation 1Document11 pagesInterim Valuation 1musthaqhassan100% (1)
- Pretes OBGYNEDocument4 pagesPretes OBGYNEAltheaNo ratings yet
- Josephine D. Silva Josephine D. SilvaDocument1 pageJosephine D. Silva Josephine D. SilvaclaireNo ratings yet
- TFE 5 In. Stroke Operations and Maintenance ManualDocument71 pagesTFE 5 In. Stroke Operations and Maintenance ManualZakNo ratings yet
- Car List Ecu DimsportDocument421 pagesCar List Ecu DimsportJames wilder llican sanchezNo ratings yet
- CP 2 Vibration Monitoring and Analysis GuideDocument5 pagesCP 2 Vibration Monitoring and Analysis GuideCristian GarciaNo ratings yet
- Drew Z CVDocument4 pagesDrew Z CVapi-483994460No ratings yet
- DO 5510 LutronDocument2 pagesDO 5510 LutronAditya Arki WardanaNo ratings yet
- Roofmate PDFDocument29 pagesRoofmate PDFFadi HNo ratings yet
- Research PaperDocument3 pagesResearch PaperKeitu QuijalvoNo ratings yet
- Codex Standard For Whey Cheeses: CODEX STAN A-7-1971, Rev. 2-2006Document3 pagesCodex Standard For Whey Cheeses: CODEX STAN A-7-1971, Rev. 2-2006hoda hassanNo ratings yet