Download as pdf or txt
You might also like
- Eagle Driver's ManualDocument32 pagesEagle Driver's Manualbrian996650% (2)
- Alberta Drivers HandbookDocument235 pagesAlberta Drivers HandbookHarsheen Kaur100% (1)
- Caterpillar D11R CD Carrydozer Implement Systems ManualDocument68 pagesCaterpillar D11R CD Carrydozer Implement Systems ManualMaquinarias Pesadas100% (4)
- IOSA ManualDocument702 pagesIOSA ManualManisha YuukiNo ratings yet
- Iso 26021980 7032Document3 pagesIso 26021980 7032Dany MárquezNo ratings yet
- Uh60 Cockpit InfoDocument8 pagesUh60 Cockpit Infoauger0_0No ratings yet
- ARFF Familiarisation 737Document27 pagesARFF Familiarisation 737Ivan Milosevic100% (1)
- Bombardier CRJ 200-Doors PDFDocument45 pagesBombardier CRJ 200-Doors PDFRoy GilmoreNo ratings yet
- Gulfstream GV Landing Gear Systems GuideDocument42 pagesGulfstream GV Landing Gear Systems GuideGourav DasNo ratings yet
- Skycrane Operation ManualDocument36 pagesSkycrane Operation Manualpaulo_1_2_350% (4)
- Helicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsFrom EverandHelicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsRating: 5 out of 5 stars5/5 (1)
- Landing Gear, Brakes, and Hydraulic Utility SystemsDocument4 pagesLanding Gear, Brakes, and Hydraulic Utility SystemsHemanth KumarNo ratings yet
- G550 Landing GearDocument64 pagesG550 Landing Gearannavaneeth100% (1)
- 32 System of 727Document8 pages32 System of 727Kike HoyosNo ratings yet
- Functionare Tren Aterizare Art EnglezaDocument16 pagesFunctionare Tren Aterizare Art EnglezapalociNo ratings yet
- Ata 32 Landing GearDocument8 pagesAta 32 Landing GearEthan PintoNo ratings yet
- Landing Gear SystemDocument5 pagesLanding Gear SystemDania BaniyounesNo ratings yet
- Cap. 32Document149 pagesCap. 32Marcos ValdezNo ratings yet
- Avt 200 #4 Flight ControlsDocument190 pagesAvt 200 #4 Flight ControlsStrause Vince Jansen Retuya100% (1)
- A320 78exhaust SystemDocument8 pagesA320 78exhaust SystemSudip AcharyyaNo ratings yet
- Airframe Snag Analysis QuestionsDocument9 pagesAirframe Snag Analysis QuestionsNOOBplaysNo ratings yet
- Landing Gear Sistem 556Document31 pagesLanding Gear Sistem 556prasetyoNo ratings yet
- Cessna Citation Sovereign Landing Gear and BrakesDocument16 pagesCessna Citation Sovereign Landing Gear and BrakesKhaleél QúraishNo ratings yet
- General: Extension and RetractionDocument3 pagesGeneral: Extension and RetractionMohammed MilatNo ratings yet
- Landing GearDocument21 pagesLanding GearMr.Me Almulla100% (1)
- TOPIC No 3. LANDING GEAR UPDATEDDocument8 pagesTOPIC No 3. LANDING GEAR UPDATEDSamarth SNo ratings yet
- Aircraft Landing Gear System: Presented By: Rishikesh K. Singh Roll No. 134103054 Guided by Dr. Ujjwal Kumar SahaDocument39 pagesAircraft Landing Gear System: Presented By: Rishikesh K. Singh Roll No. 134103054 Guided by Dr. Ujjwal Kumar SahaindahNo ratings yet
- PMDG 737Ngx Groundwork: Landing Gear and Brakes Lesson IntroductionDocument6 pagesPMDG 737Ngx Groundwork: Landing Gear and Brakes Lesson IntroductionJoãoPaulodeAlmeidaNo ratings yet
- Boeing 777Document9 pagesBoeing 777Yasser ZubaidiNo ratings yet
- B767 ATA 32 Student BookDocument89 pagesB767 ATA 32 Student BookElijah Paul Merto100% (4)
- 737NGX Groundwork Secondary Controls English TranscriptDocument6 pages737NGX Groundwork Secondary Controls English TranscriptAbu Zafar Md Shiblee SultanNo ratings yet
- Curso SYS FastrackDocument14 pagesCurso SYS FastrackJose Cruz candidoNo ratings yet
- Fokker 50-Aircraft GeneralDocument36 pagesFokker 50-Aircraft GeneralNishanth L100% (2)
- Chapter 4 PDFDocument42 pagesChapter 4 PDFdickheadNo ratings yet
- PneumaticsDocument38 pagesPneumaticsAman OjhaNo ratings yet
- C-118 Study GuideDocument144 pagesC-118 Study Guideratherbegliding100% (1)
- Landing GearDocument34 pagesLanding GearRajesh KumarNo ratings yet
- 4 - Flight ControlsDocument9 pages4 - Flight ControlsBharath Kumar GoudNo ratings yet
- Aircraft Familiarization: Boeing 737Document27 pagesAircraft Familiarization: Boeing 737Asrizal Tri WinaryoNo ratings yet
- Aircraft Systems Lab ManualDocument17 pagesAircraft Systems Lab Manualandrw198771% (7)
- Fokker 100 01Document20 pagesFokker 100 01oltimu100% (1)
- Landing Gear Systems Notes 05Document9 pagesLanding Gear Systems Notes 05Afzaal Ahmad khanNo ratings yet
- Ejection of SeatsDocument24 pagesEjection of SeatsBharath SaiNo ratings yet
- Sky Runner: User GuideDocument8 pagesSky Runner: User GuideDavid CarriónNo ratings yet
- Section 8. Braking System: 8.1 Hand Brake and Its Driving Mechanism Composition of The Hand BrakeDocument20 pagesSection 8. Braking System: 8.1 Hand Brake and Its Driving Mechanism Composition of The Hand BrakekrisnaNo ratings yet
- Hal ReporDocument19 pagesHal ReporAkashNo ratings yet
- Landing Gear Failure ReportDocument10 pagesLanding Gear Failure ReportFarisz MalekNo ratings yet
- Basic Aviation Safety 2013Document38 pagesBasic Aviation Safety 2013Jannys Kharisma Asyam NashrullahNo ratings yet
- B737 - 300/400/500 A1, B2 ATA 27 Flight ControlsDocument124 pagesB737 - 300/400/500 A1, B2 ATA 27 Flight ControlsLetun_7686% (7)
- Cl605 Landing GearDocument21 pagesCl605 Landing GearMirko NovakovicNo ratings yet
- Landing Gear Landing Gear ConfigurationsDocument26 pagesLanding Gear Landing Gear Configurationsعبدالعزيز الزائدي100% (1)
- M11.03 Auxiliary System Lesson # 1Document40 pagesM11.03 Auxiliary System Lesson # 1JOEL FONZY S. MANZANONo ratings yet
- C-141C Dash 1 003 1 - 51-100Document64 pagesC-141C Dash 1 003 1 - 51-100bkaplan452No ratings yet
- 201F Packer Safety - TroubleshootingDocument155 pages201F Packer Safety - TroubleshootingVSreenuvasuluReddyNo ratings yet
- Landing Gear Slide Chapter 3Document35 pagesLanding Gear Slide Chapter 3mellon3duwen100% (1)
- Name: Priyanka Aggarwal Branch: AS Semester: 4 Subject Name: Aircraft Systems and Instruments Subject Code: ASP-260Document2 pagesName: Priyanka Aggarwal Branch: AS Semester: 4 Subject Name: Aircraft Systems and Instruments Subject Code: ASP-260Pragati SinghNo ratings yet
- Funtionare Tren Partea 1Document11 pagesFuntionare Tren Partea 1palociNo ratings yet
- Cessna 203 Full Course 1Document87 pagesCessna 203 Full Course 1Joao Paulo RibeiroNo ratings yet
- Experiment 1Document29 pagesExperiment 1owaisNo ratings yet
- General System Operation: PressurisationDocument13 pagesGeneral System Operation: Pressurisationraj mohanNo ratings yet
- Oral and Practical Review: Reflections on the Part 147 CourseFrom EverandOral and Practical Review: Reflections on the Part 147 CourseNo ratings yet
- Air Crash Investigations - Loss of Cargo Door - The Near Crash of United Airlines Flight 811From EverandAir Crash Investigations - Loss of Cargo Door - The Near Crash of United Airlines Flight 811No ratings yet
- Exercise LMTDocument4 pagesExercise LMTapi-276845347No ratings yet
- HFGHFGHDocument5 pagesHFGHFGHcredo99No ratings yet
- SeqdumpDocument2 pagesSeqdump20-2020 Rahita purbaNo ratings yet
- Basic Aviation Medicine: DR Firman Rachman Masjhur SPKP 17 November 2014Document43 pagesBasic Aviation Medicine: DR Firman Rachman Masjhur SPKP 17 November 2014sunarniNo ratings yet
- Karakteristik Ekosistem Mangrove Di Kawasan Pesisi PDFDocument7 pagesKarakteristik Ekosistem Mangrove Di Kawasan Pesisi PDFAdilNo ratings yet
- Why Integration Is The Key To Asia's Economic Progress? Explain Your AnswerDocument2 pagesWhy Integration Is The Key To Asia's Economic Progress? Explain Your AnswerQueeny JavierNo ratings yet
- Sda Church History 1863-1888Document17 pagesSda Church History 1863-1888Tawonga RushambwaNo ratings yet
- Notice No.34Document2 pagesNotice No.34LuciferNo ratings yet
- Seismic Protection of Fire Sprinkler and Other Mechanical Systems: Best Practices From TurkeyDocument8 pagesSeismic Protection of Fire Sprinkler and Other Mechanical Systems: Best Practices From TurkeyTon PhichitNo ratings yet
- Pengelolaan Kualitas Lingkungan Dengan Pemanfaatan Limbah Cair Dari Industri Tahu Sebagai BiogasDocument17 pagesPengelolaan Kualitas Lingkungan Dengan Pemanfaatan Limbah Cair Dari Industri Tahu Sebagai BiogasMuhammad Sadiqul ImanNo ratings yet
- Bread Maker Recipe 1 PDFDocument16 pagesBread Maker Recipe 1 PDFSopheak ThapNo ratings yet
- MET135 Lesson 3 Atmopsheric Moisture and StabilityDocument21 pagesMET135 Lesson 3 Atmopsheric Moisture and StabilityMalik ForbesNo ratings yet
- Action Plan CommDocument3 pagesAction Plan CommEwan Mary Rose GalagalaNo ratings yet
- Traffic SignDocument18 pagesTraffic SignMaria Virginia FernandezNo ratings yet
- 11 JMSCRDocument6 pages11 JMSCRWuppuluri Jayanth Kumar SharmaNo ratings yet
- Gogol's Wife LandolfiDocument6 pagesGogol's Wife LandolfiEbrahim Asadi100% (1)
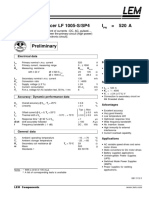
- Current Transducer LF 1005-S/SP4 I 520 ADocument2 pagesCurrent Transducer LF 1005-S/SP4 I 520 ARaul quispe quispeNo ratings yet
- Microorganisms 11 01308Document26 pagesMicroorganisms 11 01308Alvaro SalinasNo ratings yet
- Egg Cookery PowerpointDocument43 pagesEgg Cookery PowerpointBossy Thing'sNo ratings yet
- Overhead or Set PassDocument4 pagesOverhead or Set PassLuna KimNo ratings yet
- Topic: Allowances: Delay AllowanceDocument35 pagesTopic: Allowances: Delay AllowanceharpominderNo ratings yet
- List of NABL Accredited Labs PDFDocument47 pagesList of NABL Accredited Labs PDFAdarsh Kumar ManwalNo ratings yet
- Family Law OutlineDocument44 pagesFamily Law OutlineBudleigh SaltertonNo ratings yet
- 2024 NM Consultative Meeting For PMNP MPMOsDocument31 pages2024 NM Consultative Meeting For PMNP MPMOssribaccayNo ratings yet
- Conceptual Design For Leachate Treatment Plant (LTP)Document19 pagesConceptual Design For Leachate Treatment Plant (LTP)Akyas M100% (1)
- Voucher (Pre-Paid Booking) : ST - Havel ResidenceDocument2 pagesVoucher (Pre-Paid Booking) : ST - Havel ResidenceAlena KolesnykNo ratings yet
- Regional CQM Supervisor - Wuhan Fiberhome International Technologies Phils., Inc. - 10502036 - JobStreetDocument4 pagesRegional CQM Supervisor - Wuhan Fiberhome International Technologies Phils., Inc. - 10502036 - JobStreetJabNo ratings yet