Download as docx, pdf, or txt
You might also like
- Machinery's Handbook Guide: A Guide to Tables, Formulas, & More in the 31st EditionFrom EverandMachinery's Handbook Guide: A Guide to Tables, Formulas, & More in the 31st EditionRating: 5 out of 5 stars5/5 (2)
- Gunsmithing at Home, Lock Stock & Barrel - 1996 - Text PDFDocument324 pagesGunsmithing at Home, Lock Stock & Barrel - 1996 - Text PDFFrank Meeker100% (2)
- Coat Hanger Machine Gun DIASDocument8 pagesCoat Hanger Machine Gun DIASRoddy Pfeiffer100% (1)
- The Indexing or Dividing HeadDocument58 pagesThe Indexing or Dividing HeadC.E. Ishmeet SinghNo ratings yet
- Dividing HeadDocument40 pagesDividing HeadChristopher Ruben100% (3)
- IndexingDocument6 pagesIndexingMuhammad Junaid Chohan100% (2)
- FZ08 Fanuc Bed12 20Wz BA10 2000 ENDocument40 pagesFZ08 Fanuc Bed12 20Wz BA10 2000 ENCristian Gasca PatiñoNo ratings yet
- Indexing in MillingDocument32 pagesIndexing in MillingDevarakonda Kondayya50% (2)
- Study of Dividing HeadsDocument10 pagesStudy of Dividing HeadsChandan SrivastavaNo ratings yet
- Title: Fluid Mechanics IIDocument8 pagesTitle: Fluid Mechanics IIMuhammad WaleedNo ratings yet
- IndexingDocument10 pagesIndexingsaddam hosenNo ratings yet
- Indexing - Fdup 20 21Document39 pagesIndexing - Fdup 20 21AHMAD MUSANo ratings yet
- IndexingDocument44 pagesIndexingKumarGaurav75% (4)
- Mod17 - Broaching, Gear Cutting OperationsDocument23 pagesMod17 - Broaching, Gear Cutting OperationsSatish Raja DhulipalaNo ratings yet
- Indexing or Dividing HeadDocument15 pagesIndexing or Dividing Head60-Hafiz Muhammad AbdullahNo ratings yet
- Indexing: Ravi Upadhyai Assistant Prof., GperiDocument38 pagesIndexing: Ravi Upadhyai Assistant Prof., Gperiravi upadhyayNo ratings yet
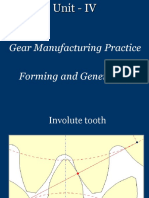
- Gear Manufacturing Practice Forming and GeneratingDocument142 pagesGear Manufacturing Practice Forming and Generatingitsmeagain0602No ratings yet
- The Indexing or Dividing Head For Milling MachineDocument4 pagesThe Indexing or Dividing Head For Milling MachineDion Adi PutraNo ratings yet
- 02 Dividing Head 1Document22 pages02 Dividing Head 1farid said errahmaniNo ratings yet
- IndexingDocument25 pagesIndexingJaymin PatelNo ratings yet
- Use of Dividing HeadDocument20 pagesUse of Dividing Headajs_pto3117No ratings yet
- 02 Dividing HeadDocument22 pages02 Dividing HeadMohit KumarNo ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing HeadShrinivas BhatNo ratings yet
- Departmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear CuttingDocument7 pagesDepartmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear Cuttingnisteelroy100% (1)
- ME06L AssignmentDocument5 pagesME06L AssignmentDE GUZMAN, MELVIN CARLO A.No ratings yet
- Machine Tool & Machining: Assignment-2Document4 pagesMachine Tool & Machining: Assignment-2muhammadarslanNo ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing Headmish bernsNo ratings yet
- Gear MakingDocument145 pagesGear Makingandhab1No ratings yet
- Indexing Head - WikipediaDocument16 pagesIndexing Head - WikipediaObaid KhanNo ratings yet
- 07 Dividing Head of A MillingDocument8 pages07 Dividing Head of A MillingkabbirhossainNo ratings yet
- GMO 0313 CONV MillingDocument66 pagesGMO 0313 CONV MillinghudarusliNo ratings yet
- Metal Machining and Automation (ME 3201)Document22 pagesMetal Machining and Automation (ME 3201)Abhishek PattanaikNo ratings yet
- Lathe and Milling Operation: Experiment No: 01&02 Production Technology-IiDocument7 pagesLathe and Milling Operation: Experiment No: 01&02 Production Technology-IiPK KrishNo ratings yet
- Ar Cutting OperationDocument7 pagesAr Cutting OperationNandakrishnan S LNo ratings yet
- Workshop Technology Lecture 6Document18 pagesWorkshop Technology Lecture 64LIYAN AKNo ratings yet
- Metal Machining and Automation (ME 3201)Document22 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- The Dividing Head in Milling: Mahmoud Heshmat PHD in Iesm, 2018Document11 pagesThe Dividing Head in Milling: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- Lecture 05Document13 pagesLecture 05AMirNo ratings yet
- Making A Spur GearDocument9 pagesMaking A Spur GearHaraprasad DolaiNo ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing HeadRam SharmaNo ratings yet
- Milling: Machining Report 3Document15 pagesMilling: Machining Report 3محمد طهNo ratings yet
- Lab Session 12Document2 pagesLab Session 12Rahmat aliNo ratings yet
- Milling MachineDocument37 pagesMilling Machinejaj jaja100% (1)
- Objective:: - EquipmentDocument3 pagesObjective:: - EquipmentUtkarsh AryaNo ratings yet
- IndexingDocument4 pagesIndexingzahidNo ratings yet
- Differential IndexingDocument2 pagesDifferential IndexingTejal Kamble100% (5)
- ME2207 Lab ManualDocument45 pagesME2207 Lab ManualchristadcrNo ratings yet
- Manufacturing Technology Ii Assignment I: Batch 10Document11 pagesManufacturing Technology Ii Assignment I: Batch 10sh_nk2010No ratings yet
- All Lab Reports of Manufacturing ProcessesDocument28 pagesAll Lab Reports of Manufacturing ProcessesZia JanNo ratings yet
- Gear HobbingDocument26 pagesGear HobbingGovind Rajput100% (2)
- WSTP 112ME Week 6-7 Notes 2022Document32 pagesWSTP 112ME Week 6-7 Notes 2022Noel LecanielNo ratings yet
- Roundness and CircularityDocument16 pagesRoundness and CircularityKiran MadhavanNo ratings yet
- Mechanical Drawing Self-Taught Comprising instructions in the selection and preparation of drawing instruments, elementary instruction in practical mechanical drawing; together with examples in simple geometry and elementary mechanism, including screw threads, gear wheels, mechanical motions, engines and boilersFrom EverandMechanical Drawing Self-Taught Comprising instructions in the selection and preparation of drawing instruments, elementary instruction in practical mechanical drawing; together with examples in simple geometry and elementary mechanism, including screw threads, gear wheels, mechanical motions, engines and boilersNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Planar Linkage Synthesis: A modern CAD based approachFrom EverandPlanar Linkage Synthesis: A modern CAD based approachNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- List CNC On MTT Expo 2015Document4 pagesList CNC On MTT Expo 2015Addiya RachmanudinNo ratings yet
- Price List-2020 PDFDocument236 pagesPrice List-2020 PDFIon DumitruNo ratings yet
- J.J.hydraulics Product CatlogueDocument77 pagesJ.J.hydraulics Product CatlogueAjay Padia100% (1)
- RIFTEK Inner Diameter Measurement Presentation EngDocument35 pagesRIFTEK Inner Diameter Measurement Presentation EngQualidadeTFNo ratings yet
- Woodcraft Magazine 101 - Jun-Jul 2021Document68 pagesWoodcraft Magazine 101 - Jun-Jul 2021Adam NiddrieNo ratings yet
- Sotras Cross Reference Catalogue 2021Document441 pagesSotras Cross Reference Catalogue 2021Süleyman Talat ÜnelNo ratings yet
- Flange Management Procedure: Doc. No.: 26071-100-GPP-FB00-00001 Job No.: 26071Document31 pagesFlange Management Procedure: Doc. No.: 26071-100-GPP-FB00-00001 Job No.: 26071wilyo juniorNo ratings yet
- Marine Engineering Exam Resource - Review of Workshops SkillsDocument5 pagesMarine Engineering Exam Resource - Review of Workshops SkillsJerick HernandezNo ratings yet
- DWM 8010 PDFDocument23 pagesDWM 8010 PDFFLASH_2401No ratings yet
- Equipmentwise InstrumentsDocument32 pagesEquipmentwise InstrumentsValipireddy NagarjunNo ratings yet
- Toyota Training Automatic Transmission BasicsDocument20 pagesToyota Training Automatic Transmission Basicsnorman100% (41)
- KAVALKAD FryingDocument2 pagesKAVALKAD FryingfsfsfNo ratings yet
- Nicholson - Guide To Filing 2014Document14 pagesNicholson - Guide To Filing 2014crm102b100% (1)
- Exterran Drain: P&id No. P & Id TitleDocument15 pagesExterran Drain: P&id No. P & Id Titledilip matalNo ratings yet
- Technical Data Krasco ComDocument3 pagesTechnical Data Krasco ComSHANENo ratings yet
- Orbis - War Machine 015 - Modern Self-Propelled Guns and HowitzersDocument24 pagesOrbis - War Machine 015 - Modern Self-Propelled Guns and HowitzersKanekoNo ratings yet
- Kyowa Service Center (Main)Document4 pagesKyowa Service Center (Main)ejcNo ratings yet
- Larslap Model K: Tools With The Cutting EdgeDocument4 pagesLarslap Model K: Tools With The Cutting Edgeemperor_vamsiNo ratings yet
- EOHSMS-02-C22 LOA Lifting SupervisorDocument3 pagesEOHSMS-02-C22 LOA Lifting SupervisorHassan Abdullah100% (1)
- SH Catalogue - Neuro & SpinalDocument17 pagesSH Catalogue - Neuro & SpinalSaqibullah ShahzadNo ratings yet
- GM-S5000 - ATO - Europe 3Document1 pageGM-S5000 - ATO - Europe 3moisesNo ratings yet
- Japanese Army Handbook 1939-1945Document82 pagesJapanese Army Handbook 1939-1945Петър ПетровNo ratings yet
- Tophammer Equipment: Safety, Maintenance & TroubleshootingDocument72 pagesTophammer Equipment: Safety, Maintenance & TroubleshootingdieseljccNo ratings yet
- Advantages and Disadvantages of The Usage of Chuck As Workholding Devices in Lathe MachineDocument2 pagesAdvantages and Disadvantages of The Usage of Chuck As Workholding Devices in Lathe MachineRatna PermatasariNo ratings yet
- Addison Reamer 07-12-2018Document15 pagesAddison Reamer 07-12-2018DIVEK ENTERPRISESNo ratings yet
- Grade 4 - Q2 - EPP LASDocument29 pagesGrade 4 - Q2 - EPP LASJobelle CanlasNo ratings yet
- Dash Wiring Dash Wiring (Rear View) Rear Cab Wiring: 793F Off-Highway Truck Electrical SystemDocument8 pagesDash Wiring Dash Wiring (Rear View) Rear Cab Wiring: 793F Off-Highway Truck Electrical SystemMiguel CastroNo ratings yet