Download as pdf or txt
You might also like
- Iso 17359-2018 2Document7 pagesIso 17359-2018 2Siddam NandishNo ratings yet
- G3600-G3300 Gas Engines Application and Installation Guide (Lekq2368) PDFDocument788 pagesG3600-G3300 Gas Engines Application and Installation Guide (Lekq2368) PDFEustacio Meneses100% (1)
- Windrock FFTDocument67 pagesWindrock FFTEdwin Casadiego Avila100% (2)
- Reciprocating Compressor Condition MonitoringDocument7 pagesReciprocating Compressor Condition MonitoringSantos Arauz Menacho100% (1)
- ER-82 EN Soft Foot and Top Plane Flatness Checks PDFDocument3 pagesER-82 EN Soft Foot and Top Plane Flatness Checks PDFCamilo Andres Cardozo FajardoNo ratings yet
- Profiler Manual Version 5Document75 pagesProfiler Manual Version 5MATHEUS_DRENS100% (3)
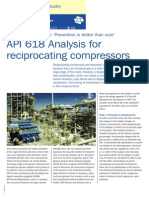
- API 618 Compressors1 PDFDocument0 pagesAPI 618 Compressors1 PDFAnonymous ffje1rpaNo ratings yet
- Chap 15 Indices Exponentials and Logarithms 2 PDFDocument27 pagesChap 15 Indices Exponentials and Logarithms 2 PDFArahNo ratings yet
- Windrock Tips and TricksDocument38 pagesWindrock Tips and TricksOdlanier José MendozaNo ratings yet
- LM6000 Sampling Procedure With SpecificationsDocument18 pagesLM6000 Sampling Procedure With SpecificationsDario100% (1)
- Exam Basic Reciprocating Compressor AnalysisDocument18 pagesExam Basic Reciprocating Compressor Analysisjuan lesmes100% (1)
- Oreda Handbook PDFDocument1 pageOreda Handbook PDFGeorgiosLupusMogueida100% (2)
- Engine CMDocument6 pagesEngine CMKali Tapia LunaNo ratings yet
- OMA Reading PDFDocument2 pagesOMA Reading PDFSantos Junnior Hipolito SandovalNo ratings yet
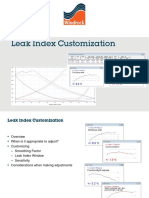
- Leak Index Customization - ApergyDocument29 pagesLeak Index Customization - ApergyMuhammad HaroonNo ratings yet
- Caterpillar RC1000 Containerized Diesel Generator SetDocument4 pagesCaterpillar RC1000 Containerized Diesel Generator SetMacAllister MachineryNo ratings yet
- Rev.7 RBMview PDFDocument226 pagesRev.7 RBMview PDFLuis VizcardoNo ratings yet
- 4 BasicEngineandCompressorAnalysis PDFDocument133 pages4 BasicEngineandCompressorAnalysis PDFalvaroinc04No ratings yet
- Windrock Portable Dynaprobe PDF 1mbDocument2 pagesWindrock Portable Dynaprobe PDF 1mbOdlanier José MendozaNo ratings yet
- Bearing ImpactingDocument19 pagesBearing Impactingalvaroinc04100% (1)
- Canadian Machinery Vibration AssociationDocument17 pagesCanadian Machinery Vibration AssociationsatfasNo ratings yet
- Windrock PortableDocument4 pagesWindrock PortableJose Luis RattiaNo ratings yet
- Main Bearing Analysis and Signatures For Waukesha Engines PDFDocument24 pagesMain Bearing Analysis and Signatures For Waukesha Engines PDFAlexandr100% (1)
- Ajax Cause & EffectDocument3 pagesAjax Cause & EffectgustavoespinosamNo ratings yet
- S O S Services: Maintenance Products and ServicesDocument8 pagesS O S Services: Maintenance Products and Servicescaptain_commanderNo ratings yet
- LEBW4958-07 - Crankcase Ventilation SystemDocument22 pagesLEBW4958-07 - Crankcase Ventilation SystemJakhongir UmarovNo ratings yet
- Course Content - BINDT Certified Vibration Analysis Category-2Document2 pagesCourse Content - BINDT Certified Vibration Analysis Category-2mechjobs4meNo ratings yet
- Monitoring and Analysis of Machine VibrationDocument6 pagesMonitoring and Analysis of Machine VibrationAvinashNo ratings yet
- P178Document9 pagesP178keepmoshingNo ratings yet
- c137638 - Vibration Characteristics of Diesel Driven Emergency Fire Pump SDocument7 pagesc137638 - Vibration Characteristics of Diesel Driven Emergency Fire Pump SRoberto Trujillo Hermitaño100% (1)
- TDXMDocument20 pagesTDXMJavier PalaciosNo ratings yet
- Test Method Units of Measure Sample Reqd Rush Availability NotesDocument5 pagesTest Method Units of Measure Sample Reqd Rush Availability Notesjuanmanuel_4615958No ratings yet
- Lebw4957 05Document50 pagesLebw4957 05PhamLeDanNo ratings yet
- Machinery Failure Analysis Troubleshooting Fourth Edition1Document7 pagesMachinery Failure Analysis Troubleshooting Fourth Edition1Juanma GarcíaNo ratings yet
- Engine Inspection Using Windrock Technology DiagnosticsDocument4 pagesEngine Inspection Using Windrock Technology DiagnosticsImranFazal100% (1)
- Valve Lash G3408Document9 pagesValve Lash G3408Djebali MouradNo ratings yet
- Vibration Issues of Diesel EngineDocument24 pagesVibration Issues of Diesel EngineBasil OguakaNo ratings yet
- Wartsila Guideline Dynamics VibrationsDocument6 pagesWartsila Guideline Dynamics Vibrationsabm2281999No ratings yet
- Rev.10 - CSI - 4500 - 6500 - Online SoftwareDocument382 pagesRev.10 - CSI - 4500 - 6500 - Online Softwaredford8583No ratings yet
- Certified Maintenance & Reliability Technician CMRT Candidate Guide For Certification and Re-CertificationDocument3 pagesCertified Maintenance & Reliability Technician CMRT Candidate Guide For Certification and Re-Certificationlinbaba123No ratings yet
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Document11 pagesTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016No ratings yet
- Orbit V33N3 2013 Q3Document64 pagesOrbit V33N3 2013 Q3Adhitya DwijayanthoNo ratings yet
- 303mills PDFDocument32 pages303mills PDFfaisalNo ratings yet
- High-Speed Compressor Analysis - Edited - FINAL PDFDocument173 pagesHigh-Speed Compressor Analysis - Edited - FINAL PDFTecnicas Predictivas Sac100% (1)
- Accesorios Csi SensoresDocument7 pagesAccesorios Csi SensoresVILLANUEVA_DANIEL2064No ratings yet
- IEEE STD ANSI-IEEE STD 762-1987Document19 pagesIEEE STD ANSI-IEEE STD 762-1987abdou samiNo ratings yet
- New Cardrige Design - BRXsealDocument15 pagesNew Cardrige Design - BRXsealobumuyaemesi100% (2)
- Development of An Online Diagnostic System Software For GGSSTPP Power Station RoparDocument18 pagesDevelopment of An Online Diagnostic System Software For GGSSTPP Power Station RoparH100% (1)
- 04-2429H - Coolant System GuidelinesDocument12 pages04-2429H - Coolant System GuidelinesAdeel RazaNo ratings yet
- g3616 A4 Lehw0198 FinalDocument4 pagesg3616 A4 Lehw0198 FinalVictor NunezNo ratings yet
- C400N5C - A042j404 Cummins Gta38Document5 pagesC400N5C - A042j404 Cummins Gta38Maximiliano SanchezNo ratings yet
- Utilizing Peakvuetm Technology For Continuous Valve Health Monitoring On Reciprocating Compressors Csi Technologies en 39858Document4 pagesUtilizing Peakvuetm Technology For Continuous Valve Health Monitoring On Reciprocating Compressors Csi Technologies en 39858rigaribayNo ratings yet
- Vibracon Frequently Asked Questions: An SKF Group CompanyDocument16 pagesVibracon Frequently Asked Questions: An SKF Group CompanyLuisSilvaNo ratings yet
- Gas Engine - MountingDocument22 pagesGas Engine - MountingMauro Diaz100% (1)
- Iso 13373 3 2015Document13 pagesIso 13373 3 2015Saulo UainerNo ratings yet
- ASTM Reference OilsDocument25 pagesASTM Reference OilsRaghu NagarNo ratings yet
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionFrom EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNo ratings yet
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?From EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?No ratings yet
- ISO-13385-1-2019Document11 pagesISO-13385-1-2019Ngọc Trần XuânNo ratings yet
- 2018 Sigma Natural Ebook OPDocument55 pages2018 Sigma Natural Ebook OPRenan Norbiate de Melo100% (1)
- LabVIEWBasics I-Exercise3 1Document5 pagesLabVIEWBasics I-Exercise3 1Ariadna LandaNo ratings yet
- PhiloDocument2 pagesPhilomia jane AguilarNo ratings yet
- Waqia Karbala Tareekh Ke Aine Me - Urdu BookDocument86 pagesWaqia Karbala Tareekh Ke Aine Me - Urdu BookABBAS ZAIDINo ratings yet
- PDF Mechanical Circulatory Support Principles and Applications 2Nd Edition David L Joyce MD Ebook Full ChapterDocument53 pagesPDF Mechanical Circulatory Support Principles and Applications 2Nd Edition David L Joyce MD Ebook Full Chapterglen.webb399100% (5)
- Practice Question Ffor Module 7Document6 pagesPractice Question Ffor Module 7hemkumar DahalNo ratings yet
- Mzuzu Diocese Chemistry Paper IDocument14 pagesMzuzu Diocese Chemistry Paper IMoses SamalaniNo ratings yet
- Remedies For VenusDocument2 pagesRemedies For VenusAnonymous 4Iu6iiNo ratings yet
- Patella Injuries: Pain Associated With The KneecapDocument5 pagesPatella Injuries: Pain Associated With The KneecapmarkositozNo ratings yet
- Anime: The Future of Magick and OccultDocument12 pagesAnime: The Future of Magick and OccultPinball85No ratings yet
- AccurioLabel 400 - Basic - Demo - Script - v1.0 - EDocument33 pagesAccurioLabel 400 - Basic - Demo - Script - v1.0 - EDiego LanderosNo ratings yet
- Seal of History Our Inheritance in The Great Seal of USDocument207 pagesSeal of History Our Inheritance in The Great Seal of USAlfred E. NewmanNo ratings yet
- Plural of NounsDocument1 pagePlural of NounsCarmen TeixeiraNo ratings yet
- August 24, 2021 - OCW Song Line-Up - Shell VibalDocument9 pagesAugust 24, 2021 - OCW Song Line-Up - Shell VibalDennis GiananNo ratings yet
- Allowable Stress Design of Concrete Masonry PilastersDocument7 pagesAllowable Stress Design of Concrete Masonry PilastersReinaldo Andrei SalazarNo ratings yet
- ICC300 Cabinet Datasheet V01 20130609Document1 pageICC300 Cabinet Datasheet V01 20130609Krishna ManandharNo ratings yet
- PROGRAMA DE INGLES 11°jeDocument14 pagesPROGRAMA DE INGLES 11°jeJoséNo ratings yet
- Floor 76: Sword Art Online: Infinity Moment - Guide (Uncompleted)Document30 pagesFloor 76: Sword Art Online: Infinity Moment - Guide (Uncompleted)Sony Kasujaya100% (1)
- Potassium AcetateDocument1 pagePotassium Acetaterushikesh pandyaNo ratings yet
- Excel Meracik Nutrisi Bandung 11 Feb 2018Document30 pagesExcel Meracik Nutrisi Bandung 11 Feb 2018Ariev WahyuNo ratings yet
- Career Objective:: Krishna Sesha Sai Dokuparthi Mobile No:8099291150Document2 pagesCareer Objective:: Krishna Sesha Sai Dokuparthi Mobile No:8099291150Doluparthi krishnaseshasaiNo ratings yet
- The Polarization of Light: Experiment 3Document4 pagesThe Polarization of Light: Experiment 3Mujeeb UllahNo ratings yet
- Vitamin E, Wonder Worker of The 70'S - Adams, Ruth, 1911 - Murray, FrankDocument132 pagesVitamin E, Wonder Worker of The 70'S - Adams, Ruth, 1911 - Murray, FrankAnonymous gwFqQcnaXNo ratings yet
- PDF Rodaks Hematology Clinical Principles and Applications Fifth Edition Edition Keohane Ebook Full ChapterDocument53 pagesPDF Rodaks Hematology Clinical Principles and Applications Fifth Edition Edition Keohane Ebook Full Chapterjoan.watkins250100% (2)
- Zero Gravity Chairs - ErgoQuest Zero Gravity Chairs and WorkstationsDocument6 pagesZero Gravity Chairs - ErgoQuest Zero Gravity Chairs and Workstationsnitouch3564No ratings yet
- Cheng 2021Document13 pagesCheng 2021Karen GarzónNo ratings yet
- ProjectDocument13 pagesProjectAkshat UniyalNo ratings yet
- Questionnaire Socio-Economic Structure of Small-Scale Coastal Fishermen at Barangay Bonawon, Siaton, Negros OrientalDocument6 pagesQuestionnaire Socio-Economic Structure of Small-Scale Coastal Fishermen at Barangay Bonawon, Siaton, Negros OrientalGuilbert AtilloNo ratings yet
- Arrow Metal Brochure - Perforated MetalDocument12 pagesArrow Metal Brochure - Perforated MetalSterlingNo ratings yet