Download as pdf or txt
You might also like
- Stretching 35 Exercises To Improve Flexibility and Reduce Pain Harvard Health 3Document41 pagesStretching 35 Exercises To Improve Flexibility and Reduce Pain Harvard Health 3Pan90% (10)
- SAP Press Ebooks Collection ListDocument3 pagesSAP Press Ebooks Collection ListKishor Boda40% (5)
- Research Paper G-10 ST - John (New)Document66 pagesResearch Paper G-10 ST - John (New)Neil Patrick Lajera CruzNo ratings yet
- Foreshore Alienation ProcessDocument4 pagesForeshore Alienation Processlim kang haiNo ratings yet
- The Self Aware Universe How Consciousness Creates The Material World PDFDocument27 pagesThe Self Aware Universe How Consciousness Creates The Material World PDFtstnme3100% (2)
- Denso Protal 7200 Brush Application SpecDocument2 pagesDenso Protal 7200 Brush Application SpecTino VelázquezNo ratings yet
- IWE SubjectsDocument2 pagesIWE SubjectsAdnan Rana100% (4)
- Document Transmittal: SAW-CWCO-TR149 15 January 2013Document8 pagesDocument Transmittal: SAW-CWCO-TR149 15 January 2013Budi IndraNo ratings yet
- 013-Aci 308R (2001) Guide To Curing ConcreteDocument31 pages013-Aci 308R (2001) Guide To Curing ConcreteTariqMalik100% (1)
- Licensed To Arun Kumar DasDocument8 pagesLicensed To Arun Kumar DasIndira MukherjeeNo ratings yet
- SESB001Document15 pagesSESB001AkhilNo ratings yet
- Structural Steel Painting Guidance-040Document10 pagesStructural Steel Painting Guidance-040wangNo ratings yet
- The Salt Spray Corrosion of Polymer Coating On Ste PDFDocument8 pagesThe Salt Spray Corrosion of Polymer Coating On Ste PDFrifkifirdausNo ratings yet
- Construction of Chain-Link Tennis Court Fence: Standard Practice ForDocument4 pagesConstruction of Chain-Link Tennis Court Fence: Standard Practice ForKevin JosueNo ratings yet
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Jul-18 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Jul-18 Weldm4metzNo ratings yet
- Model GPY: Technical Data Submittal DocumentDocument13 pagesModel GPY: Technical Data Submittal DocumentLwigy SaavedraNo ratings yet
- 01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeDocument4 pages01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeZahidRafiqueNo ratings yet
- CP Philosophy1Document28 pagesCP Philosophy1Mohammed HijaziNo ratings yet
- QAP - Gate Valve - NPCILDocument6 pagesQAP - Gate Valve - NPCILkaustavNo ratings yet
- Trench Excavation OSHA Fact SheetDocument2 pagesTrench Excavation OSHA Fact SheetandinumailNo ratings yet
- Itp GRPDocument4 pagesItp GRPJo FrancescNo ratings yet
- Eng052 20erw 000 Qa WQS 0015 000 - 01Document6 pagesEng052 20erw 000 Qa WQS 0015 000 - 01Mohammed ShehinNo ratings yet
- Define of WPS & PQRDocument16 pagesDefine of WPS & PQRThanh Hua100% (1)
- Hot-Formed Welded and Seamless Carbon Steel Structural TubingDocument6 pagesHot-Formed Welded and Seamless Carbon Steel Structural TubingVenreplast PueblaNo ratings yet
- Refernce-Boq - Blank-16.12.19 PDFDocument29 pagesRefernce-Boq - Blank-16.12.19 PDFAnand VarmaNo ratings yet
- ITP For Lightning Protection SystemDocument1 pageITP For Lightning Protection SystemAsfand AyazNo ratings yet
- Eng052 20erw 000 Qa WQS 0004 000 - 01Document7 pagesEng052 20erw 000 Qa WQS 0004 000 - 01Mohammed ShehinNo ratings yet
- Zinc-Coated (Galvanized) Steel Barbed Wire: Standard Specification ForDocument3 pagesZinc-Coated (Galvanized) Steel Barbed Wire: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Vorplex JHA Acid PickingDocument12 pagesVorplex JHA Acid PickingAmirHakimRusliNo ratings yet
- Pre Inspection Meeting CAPE Fireproofing Rev 01Document29 pagesPre Inspection Meeting CAPE Fireproofing Rev 01MohammadShamimNo ratings yet
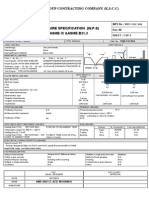
- Welding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Document2 pagesWelding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Erick HoganNo ratings yet
- Testing Concrete Blocks - 2Document4 pagesTesting Concrete Blocks - 2yasir_mushtaq786No ratings yet
- Detailed Project Construction MethodologyDocument27 pagesDetailed Project Construction MethodologyElxao XanNo ratings yet
- Ongc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Document7 pagesOngc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Ankit Kumar100% (1)
- Highways Soil TestingsDocument235 pagesHighways Soil TestingsRovic JayNo ratings yet
- Soil Inspection Checklist For BackfillingDocument1 pageSoil Inspection Checklist For BackfillingBasker BaluNo ratings yet
- Concrete Trial Mix Checklist - 01.09.2022Document5 pagesConcrete Trial Mix Checklist - 01.09.2022Pandiaraj VNo ratings yet
- ITP For Access Control System InstallationDocument1 pageITP For Access Control System InstallationRommel Espinosa ParasNo ratings yet
- CPVC ChecklistDocument1 pageCPVC Checklistchakravarthi kanugulaNo ratings yet
- Materials System SpecificationDocument22 pagesMaterials System SpecificationGOSP3 QC MechanicalNo ratings yet
- WSA 109 - 2011 Flange Gaskets Working SheetDocument1 pageWSA 109 - 2011 Flange Gaskets Working SheetAbit BronjaNo ratings yet
- General Brochure eDocument6 pagesGeneral Brochure eShafeek GhreebNo ratings yet
- Logbook Data (Dec 13) 09Document18 pagesLogbook Data (Dec 13) 09Amit shahNo ratings yet
- Astm 856Document3 pagesAstm 856Nirmal Wires100% (1)
- Data Sheet For Gate ValvesDocument3 pagesData Sheet For Gate ValvesBasanth VadlamudiNo ratings yet
- TG085 Placing Fiber Optic Cable Into An Underground DuctDocument11 pagesTG085 Placing Fiber Optic Cable Into An Underground DuctNaiem JalalyNo ratings yet
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument9 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForEligio Antonio CerdaNo ratings yet
- N-17720 - Pre-Tender Clarification No. 4Document8 pagesN-17720 - Pre-Tender Clarification No. 4Mostafa Abu Al AzmNo ratings yet
- Galvanizing ServicesDocument29 pagesGalvanizing ServicesRupak PanjaNo ratings yet
- Details of Fillet Welds D15M-D15-2002 - Section - 2.1Document40 pagesDetails of Fillet Welds D15M-D15-2002 - Section - 2.1drac_dracNo ratings yet
- Barcoill Hardness Test PDFDocument2 pagesBarcoill Hardness Test PDFProkopNo ratings yet
- Full ITP For MCC's & Switchgear Installation With Checklists (Editable)Document8 pagesFull ITP For MCC's & Switchgear Installation With Checklists (Editable)Mohamed AliNo ratings yet
- Cold Test & Live Test - LEVEL HT LEVEL 9 NEDocument1 pageCold Test & Live Test - LEVEL HT LEVEL 9 NENathan Emru Dela PeñaNo ratings yet
- DETAIL OF FOUNDATION 132 KV CIRCUIT BREAKERDocument1 pageDETAIL OF FOUNDATION 132 KV CIRCUIT BREAKERManas MondalNo ratings yet
- SAES-B-071 Editorial Revision (10-28-2021)Document10 pagesSAES-B-071 Editorial Revision (10-28-2021)Daniel MeanaNo ratings yet
- Saic B 1004Document2 pagesSaic B 1004jerinNo ratings yet
- Saudi Aramco Inspection Checklist: Geotechnical Field Works Inspection SAIC-A-1008 3-Jul-18 CivilDocument4 pagesSaudi Aramco Inspection Checklist: Geotechnical Field Works Inspection SAIC-A-1008 3-Jul-18 Civilkarthi51289No ratings yet
- Saudi Aramco Test ReportDocument5 pagesSaudi Aramco Test Reportkarthi51289No ratings yet
- Modelo Certificación Submittal F1554-55 PDFDocument2 pagesModelo Certificación Submittal F1554-55 PDFedwinsazzzNo ratings yet
- Astm A153Document5 pagesAstm A153Javier Leonis100% (1)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Astm 928-2018Document7 pagesAstm 928-2018Gangatharan RamarajNo ratings yet
- Painting Procedure For Field Erected Tank FINAL (13850)Document22 pagesPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNo ratings yet
- GTL-81-01 Rev 03 Protective CoatingsDocument36 pagesGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- Work Energy PowerDocument47 pagesWork Energy PowerHemant ChaudhariNo ratings yet
- @30digital Marketing On Hotel Busines PerformaceDocument80 pages@30digital Marketing On Hotel Busines Performaceassefamenelik1No ratings yet
- Math 308 Solutions To Conceptual Problems - Chapter 1Document3 pagesMath 308 Solutions To Conceptual Problems - Chapter 1Mehul JoshiNo ratings yet
- Set 1 Checked: E. Pathological ConditionDocument60 pagesSet 1 Checked: E. Pathological ConditionKunal BhamareNo ratings yet
- Rome of Augustus Study GuideDocument41 pagesRome of Augustus Study GuideTheo WilsonNo ratings yet
- 6 SigmnaDocument15 pages6 SigmnaArjun SinghNo ratings yet
- Toyota - Etios SpecificationDocument3 pagesToyota - Etios SpecificationMadan UpadhyayNo ratings yet
- What Is An IP AddressDocument4 pagesWhat Is An IP Addresschandvinay_singhNo ratings yet
- Giao An Mon Tieng Anh 7 Hoc Ki 2Document95 pagesGiao An Mon Tieng Anh 7 Hoc Ki 2Vũ Nguyễn ĐứcNo ratings yet
- AviationWeek 2014-09-01Document52 pagesAviationWeek 2014-09-01Adrian BistreanuNo ratings yet
- Samsung TV ManualDocument61 pagesSamsung TV ManualAnders MåsanNo ratings yet
- Arvind Mill Case Analysis: Increasing No of Players Increases Bargaining Power of The SuppliersDocument5 pagesArvind Mill Case Analysis: Increasing No of Players Increases Bargaining Power of The SuppliersPritam D BiswasNo ratings yet
- Evaluating The Effect of Youtube Advertising Towards Young Customers' Purchase IntentionDocument6 pagesEvaluating The Effect of Youtube Advertising Towards Young Customers' Purchase IntentionPraful V. KulkarniNo ratings yet
- Zhuangzi's "Treatise On Making Things Equal"Document13 pagesZhuangzi's "Treatise On Making Things Equal"salvadorNo ratings yet
- Ilovepdf MergedDocument10 pagesIlovepdf MergedVivek PathakNo ratings yet
- Front Axle & SteeringDocument130 pagesFront Axle & Steeringjstdoma /No ratings yet
- Exam School: GeographyDocument62 pagesExam School: GeographyNathan MwansaNo ratings yet
- Pcc-67t8o2qk-Dci ReceiptDocument2 pagesPcc-67t8o2qk-Dci ReceiptDeejay KingNo ratings yet
- SED 312 ISO Course Syllabus in Geology and AstronomyDocument6 pagesSED 312 ISO Course Syllabus in Geology and AstronomyRomel Christian Zamoranos MianoNo ratings yet
- Pediatric Hospital PresentationDocument61 pagesPediatric Hospital PresentationLindsay Khryss Cendy MadahanNo ratings yet
- Ala-Too International University 2020-2021 Spring Semester Course Timetable of Management Final ExaminationDocument8 pagesAla-Too International University 2020-2021 Spring Semester Course Timetable of Management Final ExaminationKunduz IbraevaNo ratings yet
- XOLAP - Virtual Cubes Against A Data Warehouse Part 1Document7 pagesXOLAP - Virtual Cubes Against A Data Warehouse Part 1parmitchoudhuryNo ratings yet
- AST 441-Chapter 4-Rev 1Document80 pagesAST 441-Chapter 4-Rev 1samilkolsuz63No ratings yet
- Msedcl Grid Connectivity ProcedureDocument29 pagesMsedcl Grid Connectivity ProcedureSubra GorthiNo ratings yet
- Coll3rd English PaperDocument6 pagesColl3rd English Paperapi-302401594No ratings yet