Pt. 178, App. C 49 CFR Ch.
I (10–1–11 Edition)
The air in the testing chamber must be ana- resentative of the Department of Transpor-
lyzed for traces of helium gas by means of a tation on request.
mass spectrograph. The test must be con-
[Amdt. 178–97, 55 FR 52728, Dec. 21, 1990, as
ducted for a period of time sufficient to evac- amended at 56 FR 66287, Dec. 20, 1991; 57 FR
uate the chamber and to determine if there 45466, Oct. 1, 1992]
is leakage into or out of the packaging. If he-
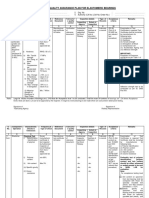
lium gas is detected, the leaking packaging APPENDIX C TO PART 178—NOMINAL AND
must be automatically separated from non- MINIMUM THICKNESSES OF STEEL
leaking drums and the leaking area deter-
DRUMS AND JERRICANS
mined according to the method prescribed in
§ 178.604(d) of this subchapter. A packaging For each listed packaging capacity, the
passes the test if there is no leakage of he- following table compares the ISO 3574 (IBR,
lium. see § 171.7 of this subchapter) nominal thick-
(2) Pressure differential test. The packaging ness with the corresponding ISO 3574 min-
shall be restrained while either pressure or a imum thickness.
vacuum is applied internally. The packaging
Cor-
must be pressurized to the pressure required responding
by § 178.604(e) of this subchapter for the ap- ISO nomi-
Maximum capacity (L) ISO min-
nal (mm)
propriate packing group. The method of re- imum
(mm)
straint must not affect the results of the
test. The test must be conducted for a period 20 ................................................... 0.7 0.63
of time sufficient to appropriately pressurize 30 ................................................... 0.8 0.73
or evacuate the interior of the packaging 40 ................................................... 0.8 0.73
and to determine if there is leakage into or 60 ................................................... 1.0 0.92
out of the packaging. A packaging passes the 120 ................................................. 1.0 0.92
220 ................................................. 1.0 0.92
pressure differential test if there is no 450 ................................................. 1.9 1.77
change in measured internal pressure.
(3) Solution over seams. The packaging must
be restrained while an internal air pressure [Amdt. 178–106, 59 FR 67522, Dec. 29, 1994, as
is applied; the method of restraint may not amended at 68 FR 75758, Dec. 31, 2003]
affect the results of the test. The exterior
surface of all seams and welds must be coat- APPENDIX D TO PART 178—THERMAL
ed with a solution of soap suds or a water RESISTANCE TEST
and oil mixture. The test must be conducted
1. Scope. This test method evaluates the
for a period of time sufficient to pressurize thermal resistance capabilities of a com-
the interior of the packaging to the specified pressed oxygen generator and the outer
air pressure and to determine if there is packaging for a cylinder of compressed oxy-
leakage of air from the packaging. A pack- gen or other oxidizing gas and an oxygen
aging passes the test if there is no leakage of generator. When exposed to a temperature of
air from the packaging. 205 °C (400 °F) for a period of not less than
(4) Solution over partial seams test. For other three hours, the outer surface of the cylinder
than design qualification testing, the fol- may not exceed a temperature of 93 °C (199
lowing test may be used for metal drums: °F) and the oxygen generator must not actu-
The packaging must be restrained while an ate.
internal air pressure of 48 kPa (7.0 psig) is 2. Apparatus.
applied; the method of restraint may not af- 2.1 Test Oven. The oven must be large
fect the results of the test. The packaging enough in size to fully house the test outer
must be coated with a soap solution over the package without clearance problems. The
entire side seam and a distance of not less test oven must be capable of maintaining a
than eight inches on each side of the side minimum steady state temperature of 205 °C
seam along the chime seam(s). The test must (400 °F).
be conducted for a period of time sufficient 2.2 Thermocouples. At least three
to pressurize the interior of the packaging to thermocouples must be used to monitor the
temperature inside the oven and an addi-
the specified air pressure and to determine if
tional three thermocouples must be used to
there is leakage of air from the packaging. A
monitor the temperature of the cylinder.
packaging passes the test if there is no leak-
The thermocouples must be 1⁄16 inch, ceramic
age of air from the packaging. Chime cuts packed, metal sheathed, type K (Chromel-
must be made on the initial drum at the be- Alumel), grounded junction with a nominal
ginning of each production run and on the 30 American wire gauge (AWG) size con-
wreier-aviles on DSK3TPTVN1PROD with CFR
initial drum after any adjustment to the ductor. The thermocouples measuring the
chime seamer. Chime cuts must be main- temperature inside the oven must be placed
tained on file in date order for not less than at varying heights to ensure even tempera-
six months and be made available to a rep- ture and proper heat-soak conditions. For
254
VerDate Mar<15>2010 14:56 Jan 03, 2012 Jkt 223216 PO 00000 Frm 00266 Fmt 8010 Sfmt 8002 Y:\SGML\223216.XXX 223216
You might also like
- McKinsey Academy4 PDFDocument1 pageMcKinsey Academy4 PDFAhad IlyasNo ratings yet
- Mil C 83489Document17 pagesMil C 83489prateekNo ratings yet
- Compile Amendment of IRC 112Document54 pagesCompile Amendment of IRC 112Sulabh GuptaNo ratings yet
- Standard QA Plan (Elastomeric Bearings)Document8 pagesStandard QA Plan (Elastomeric Bearings)ghaghra bridgeNo ratings yet
- CFR 2011 Title49 Vol3 Part178 AppdDocument2 pagesCFR 2011 Title49 Vol3 Part178 AppdAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part178 SubpartpDocument6 pagesCFR 2011 Title49 Vol3 Part178 SubpartpAssemNo ratings yet
- Pipeline and Hazardous Materials Safety Admin., DOT 178.702Document12 pagesPipeline and Hazardous Materials Safety Admin., DOT 178.702AssemNo ratings yet
- Pipeline and Hazardous Materials Safety Administration, DOT Pt. 178, App. DDocument2 pagesPipeline and Hazardous Materials Safety Administration, DOT Pt. 178, App. Dروشان فاطمة روشانNo ratings yet
- Convbyorandelevatortextile Belting-Specification ': &TV @%VTDocument9 pagesConvbyorandelevatortextile Belting-Specification ': &TV @%VTToufik KarimNo ratings yet
- Asme B31.4 (1998)Document1 pageAsme B31.4 (1998)Anonymous bIe9JSMphsNo ratings yet
- CFR 2011 Title49 Vol3 Sec178 348Document1 pageCFR 2011 Title49 Vol3 Sec178 348AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part192 AppdDocument2 pagesCFR 2011 Title49 Vol3 Part192 AppdAssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec178 1Document1 pageCFR 2011 Title49 Vol3 Sec178 1AssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec192 513Document1 pageCFR 2011 Title49 Vol3 Sec192 513AssemNo ratings yet
- 49 CFR Ch. I (10-1-11 Edition) 178.337-2: For A Chlorine Cargo Tank. PlatesDocument1 page49 CFR Ch. I (10-1-11 Edition) 178.337-2: For A Chlorine Cargo Tank. PlatesAssemNo ratings yet
- Section 1. Practices and PrecautionsDocument23 pagesSection 1. Practices and PrecautionsrobinyNo ratings yet
- CMP 783 793Document2 pagesCMP 783 793Jose Carlos ReinaNo ratings yet
- CFR 2011 Title49 Vol3 Sec178 360 1Document1 pageCFR 2011 Title49 Vol3 Sec178 360 1AssemNo ratings yet
- Vampire FB.30 Modifications List Pt.4Document658 pagesVampire FB.30 Modifications List Pt.4Left Ventricle100% (1)
- Pipeline and Hazardous Materials Safety Admin., DOT 178.337-8Document1 pagePipeline and Hazardous Materials Safety Admin., DOT 178.337-8AssemNo ratings yet
- Chapter 02Document39 pagesChapter 02Prakash Kumar NiralaNo ratings yet
- 1891 1Document24 pages1891 1Somnath Mitra100% (5)
- CFR 2011 Title49 Vol3 Sec179 301Document2 pagesCFR 2011 Title49 Vol3 Sec179 301AssemNo ratings yet
- Conveyor Belts - Fire Resistant Conveyor Belting For Underground Mines and Such Other Hazardous Applications - SpecificationDocument27 pagesConveyor Belts - Fire Resistant Conveyor Belting For Underground Mines and Such Other Hazardous Applications - SpecificationARAVINDRAJ V RNo ratings yet
- Learn To Speak Japanese FastDocument3 pagesLearn To Speak Japanese FastPisey2014No ratings yet
- Additional Requirements For Heavy Wall IP 5-1-2 Pressure Vessels, Thickness Over 2 InchesDocument5 pagesAdditional Requirements For Heavy Wall IP 5-1-2 Pressure Vessels, Thickness Over 2 Incheshcsharma1967No ratings yet
- CMP PX Type ResinDocument2 pagesCMP PX Type Resinmuhammad khuram usmanNo ratings yet
- Installation Instructions For CMP Adaptors/Reducers Type 737 and 797Document2 pagesInstallation Instructions For CMP Adaptors/Reducers Type 737 and 797tony6868No ratings yet
- Excavation and Lateral Support TeklaDocument9 pagesExcavation and Lateral Support TeklaTEE Yu Yang TEENo ratings yet
- Subpart K-Specifications For Packagings For Class 7 (Ra-Dioactive) MaterialsDocument13 pagesSubpart K-Specifications For Packagings For Class 7 (Ra-Dioactive) MaterialsAssemNo ratings yet
- CMP 737 797 ExplosiveDocument2 pagesCMP 737 797 ExplosivemsuiaNo ratings yet
- Iso 1765 1986Document4 pagesIso 1765 1986erik0007No ratings yet
- Qap0650 - 2024 04 18 16 40 12Document4 pagesQap0650 - 2024 04 18 16 40 12marinestaff2No ratings yet
- NORMA API-936 - Testeo A MaterialesDocument2 pagesNORMA API-936 - Testeo A MaterialesSebastián Álcazar25% (4)
- 05 Process Datasheet Annexure-PDocument1 page05 Process Datasheet Annexure-PpdilgnfcNo ratings yet
- CMP Px780rex PDFDocument2 pagesCMP Px780rex PDFAnonymous fbeCwgBFYNo ratings yet
- Part I - Introduction To Well DesignDocument15 pagesPart I - Introduction To Well DesignSyazwan wan ibrahimNo ratings yet
- Section 140-Bridge Bearing SpecDocument22 pagesSection 140-Bridge Bearing Specnorfazlinda20No ratings yet
- Mil M 46069Document6 pagesMil M 46069BhanuNo ratings yet
- Og-750 GenDocument1 pageOg-750 GenLuis Alberto Sanchez MansillaNo ratings yet
- CPF Compressed-Air Breathing-Air Filters: DescriptionDocument2 pagesCPF Compressed-Air Breathing-Air Filters: Descriptionandrea duranNo ratings yet
- Cable Gland Types Px2Krex, Px2Kwrex, Px2Kxrex & PB VariantsDocument2 pagesCable Gland Types Px2Krex, Px2Kwrex, Px2Kxrex & PB VariantsNikhil E ANo ratings yet
- 72-41-00-290-802-A - Borescope Inspection of Combustion Chamber and HPT Nozzle Guide VanesDocument95 pages72-41-00-290-802-A - Borescope Inspection of Combustion Chamber and HPT Nozzle Guide VanesAndre SanarNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-Internal SAIC-D-2003 24-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-Internal SAIC-D-2003 24-Jul-18 Mechnisha_khan100% (1)
- Engineering ManualDocument59 pagesEngineering ManualHuiFrankyNo ratings yet
- CFR 2011 Title49 Vol3 Part179 SubparteDocument5 pagesCFR 2011 Title49 Vol3 Part179 SubparteAssemNo ratings yet
- D 977 - 98 - Rdk3ny05oa - PDFDocument3 pagesD 977 - 98 - Rdk3ny05oa - PDFRichar DiegoNo ratings yet
- LNDHN Stondatd Specification For Rubber Conveyor and Elevator BeltingDocument5 pagesLNDHN Stondatd Specification For Rubber Conveyor and Elevator BeltingToufik KarimNo ratings yet
- TypexDocument15 pagesTypexaircarmediaNo ratings yet
- TypexDocument15 pagesTypexLuve LoveshopNo ratings yet
- Milling Rate Formate 2019 SDBDocument3 pagesMilling Rate Formate 2019 SDBpraveen kumar sainiNo ratings yet
- Schedule 1 Price Schedule PDFDocument1 pageSchedule 1 Price Schedule PDFvishnumdu22No ratings yet
- Rates of Spread An D Spray in Bituminous Surface-Dressing of RoadsDocument6 pagesRates of Spread An D Spray in Bituminous Surface-Dressing of RoadsEnermy-123No ratings yet
- Tubing-Conveyed Perforating: Operating Experience: Bowler, Dadang SuparmanDocument4 pagesTubing-Conveyed Perforating: Operating Experience: Bowler, Dadang Suparmanberkah haniNo ratings yet
- Riveted Joints ASME IDocument7 pagesRiveted Joints ASME ICastoriadisNo ratings yet
- ASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Document1 pageASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Mike DukasNo ratings yet
- 9.section - 9 QAPDocument77 pages9.section - 9 QAPheroNo ratings yet
- Mechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingFrom EverandMechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingNo ratings yet
- CFR 2011 Title49 Vol3 Part194 Toc Id967Document2 pagesCFR 2011 Title49 Vol3 Part194 Toc Id967AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part190 Toc Id515Document1 pageCFR 2011 Title49 Vol3 Part190 Toc Id515AssemNo ratings yet
- A537 CL2Document1 pageA537 CL2AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part199 SubpartbDocument6 pagesCFR 2011 Title49 Vol3 Part199 SubpartbAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part179 SubpartBDocument5 pagesCFR 2011 Title49 Vol3 Part179 SubpartBAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part191 Toc Id572Document1 pageCFR 2011 Title49 Vol3 Part191 Toc Id572AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part179 SubparteDocument5 pagesCFR 2011 Title49 Vol3 Part179 SubparteAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartiDocument1 pageCFR 2011 Title49 Vol3 Part193 SubpartiAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part194 AppbDocument2 pagesCFR 2011 Title49 Vol3 Part194 AppbAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part194 AppaDocument3 pagesCFR 2011 Title49 Vol3 Part194 AppaAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 Toc Id854Document2 pagesCFR 2011 Title49 Vol3 Part193 Toc Id854AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartjDocument2 pagesCFR 2011 Title49 Vol3 Part193 SubpartjAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartdDocument2 pagesCFR 2011 Title49 Vol3 Part193 SubpartdAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part180 SubpartcDocument18 pagesCFR 2011 Title49 Vol3 Part180 SubpartcAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartfDocument4 pagesCFR 2011 Title49 Vol3 Part193 SubpartfAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartbDocument2 pagesCFR 2011 Title49 Vol3 Part193 SubpartbAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartcDocument3 pagesCFR 2011 Title49 Vol3 Part193 SubpartcAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubpartaDocument5 pagesCFR 2011 Title49 Vol3 Part193 SubpartaAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part178 AppeDocument3 pagesCFR 2011 Title49 Vol3 Part178 AppeAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 SubparteDocument1 pageCFR 2011 Title49 Vol3 Part193 SubparteAssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 Subpartc Subjectgroup Id879Document1 pageCFR 2011 Title49 Vol3 Part193 Subpartc Subjectgroup Id879AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part193 Subpartc Subjectgroup Id892Document1 pageCFR 2011 Title49 Vol3 Part193 Subpartc Subjectgroup Id892AssemNo ratings yet
- CFR 2011 Title49 Vol3 Part190 Subpartb Subjectgroup Id540Document2 pagesCFR 2011 Title49 Vol3 Part190 Subpartb Subjectgroup Id540AssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec199 111Document1 pageCFR 2011 Title49 Vol3 Sec199 111AssemNo ratings yet
- CFR 2011 Title49 Vol3 Toc Id2Document1 pageCFR 2011 Title49 Vol3 Toc Id2AssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec192 119Document1 pageCFR 2011 Title49 Vol3 Sec192 119AssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec199 103Document1 pageCFR 2011 Title49 Vol3 Sec199 103AssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec199 119Document1 pageCFR 2011 Title49 Vol3 Sec199 119AssemNo ratings yet
- CFR 2011 Title49 Vol3 Subtitleb Chapi SubchapdDocument258 pagesCFR 2011 Title49 Vol3 Subtitleb Chapi SubchapdAssemNo ratings yet
- CFR 2011 Title49 Vol3 Sec198 11Document1 pageCFR 2011 Title49 Vol3 Sec198 11AssemNo ratings yet
- Agung Chrisyancandra MobonguniDocument2 pagesAgung Chrisyancandra Mobongunialfibaria0% (1)
- English Project Work Xii 2022-23Document2 pagesEnglish Project Work Xii 2022-23Unusual Crossover0% (1)
- Unit I: The Writing Process: Reading To Write: Becoming A Critical Reader Brent Staples. "Cutting and Pasting: A Senior Thesis" (BothDocument3 pagesUnit I: The Writing Process: Reading To Write: Becoming A Critical Reader Brent Staples. "Cutting and Pasting: A Senior Thesis" (Bothghaji hdjkajNo ratings yet
- Algebra 2005Document40 pagesAlgebra 2005Yb Andik Adi CahyonoNo ratings yet
- 2300 SIGE 2016 FinalDocument6 pages2300 SIGE 2016 FinalCarlos JuniorNo ratings yet
- NCM 102 Notes 1Document2 pagesNCM 102 Notes 1daclangiaNo ratings yet
- Case Nancy: ExampleDocument38 pagesCase Nancy: Exampleshweta GNo ratings yet
- English Chapter 5Document20 pagesEnglish Chapter 5Kumar sankar SNo ratings yet
- Joint Patterns - Retaining WallDocument3 pagesJoint Patterns - Retaining WallFeby Adryan SitorusNo ratings yet
- Hamza Afzal Lab 5Document17 pagesHamza Afzal Lab 5ahmad riazNo ratings yet
- Current Status, Research Trends, and ChallengesDocument23 pagesCurrent Status, Research Trends, and Challengesqgi-tanyaNo ratings yet
- MK17C01-Group 3-MKT328m-Final Report DIFFERENTDocument14 pagesMK17C01-Group 3-MKT328m-Final Report DIFFERENTTran Minh Quy (K17 QN)No ratings yet
- RowcolDocument2 pagesRowcolAldhi PrastyaNo ratings yet
- How To Create and Play Kahoot!Document15 pagesHow To Create and Play Kahoot!Sri Raman NairNo ratings yet
- Durastor Tank Brochure PDFDocument8 pagesDurastor Tank Brochure PDFhamadaniNo ratings yet
- NHD Website BibliographyDocument11 pagesNHD Website Bibliographyapi-120944114No ratings yet
- 6CH04 01 Que 20130612Document24 pages6CH04 01 Que 20130612nathaaaaNo ratings yet
- Polymerization of Vegetable Oils and Their Uses in Printing InksDocument4 pagesPolymerization of Vegetable Oils and Their Uses in Printing InksJosé Antônio Nascimento NetoNo ratings yet
- Study of Characteristics of Fire Damp ExplosionDocument9 pagesStudy of Characteristics of Fire Damp ExplosionsamratNo ratings yet
- Microsoft For Startups Deck 19Document20 pagesMicrosoft For Startups Deck 19Rajni Kant Sinha100% (1)
- Project - Portugal An Unlikely Empire - Student GuideDocument5 pagesProject - Portugal An Unlikely Empire - Student GuideBeanieNo ratings yet
- Cantilever SlabDocument3 pagesCantilever SlabMatumbi NaitoNo ratings yet
- CASE STUDY 3 (P&G)Document2 pagesCASE STUDY 3 (P&G)graceNo ratings yet
- Assignment#2 Submitted To: Dr. Aliya Submitted By: Issma Munir Abbasi MS-SP-19-REL-013Document3 pagesAssignment#2 Submitted To: Dr. Aliya Submitted By: Issma Munir Abbasi MS-SP-19-REL-013issma abbasiNo ratings yet
- MobilityDocument46 pagesMobilityDipen SoniNo ratings yet
- Group 2Document57 pagesGroup 2Lyka FigerNo ratings yet
- Cadence Vol 23Document38 pagesCadence Vol 23api-3709957No ratings yet
- SM-J700H Schematic PartlistDocument9 pagesSM-J700H Schematic PartlistAlan AhmedNo ratings yet
- Shift Report - November 25, 2023-2nd ShiftDocument4 pagesShift Report - November 25, 2023-2nd Shiftbobowapthree19No ratings yet