Download as pdf or txt
You might also like
- Spec Aama 611-14Document13 pagesSpec Aama 611-14杜文欽100% (1)
- SKT1013 Experiment 4Document4 pagesSKT1013 Experiment 4AbdulRahim059100% (2)
- Aluminium Composite PanelsDocument46 pagesAluminium Composite PanelsSashwat GhaiNo ratings yet
- DmwatersDocument70 pagesDmwatersSamay Desai100% (1)
- United States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002Document10 pagesUnited States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002back1949No ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument23 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentGiancarloRichardRivadeneyraMirandaNo ratings yet
- US9664173Document9 pagesUS9664173Muhammad ZahidNo ratings yet
- US9212603Separate-type Rotary EngineDocument12 pagesUS9212603Separate-type Rotary Engine임학진No ratings yet
- United States Patent (10) Patent N0.: US 8,851,163 B2Document15 pagesUnited States Patent (10) Patent N0.: US 8,851,163 B2Diseno VATNo ratings yet
- Mold CastingDocument22 pagesMold CastingDicky MadikatamaNo ratings yet
- Us 9250348Document15 pagesUs 9250348Gary AgnewNo ratings yet
- US9404189Document5 pagesUS9404189Vivek FinoricNo ratings yet
- Ulllted States Patent (10) Patent N0.: US 8,333,903 B2Document7 pagesUlllted States Patent (10) Patent N0.: US 8,333,903 B2andrew22No ratings yet
- Tesla Patent2 PDFDocument26 pagesTesla Patent2 PDFatirinaNo ratings yet
- US9229129Document12 pagesUS9229129Senay HorozalNo ratings yet
- US7109268Document8 pagesUS7109268Kamilo ArciniegazNo ratings yet
- United States Patent (10) Patent No.: US 8,102,082 B2Document13 pagesUnited States Patent (10) Patent No.: US 8,102,082 B2Dork654651No ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,344,071 B1Document20 pagesUnited States Patent: (12) (10) Patent N0.: US 6,344,071 B143No ratings yet
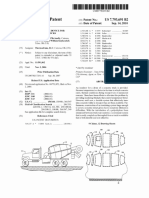
- Concrete Mixing TrucksDocument20 pagesConcrete Mixing Truckszdravko markovicNo ratings yet
- Double Stack Mag 22LR US8776419Document21 pagesDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- US8322575Document7 pagesUS8322575r3marcosNo ratings yet
- United States Patent: Dusterhoft Et Al. (45) Date of Patent: Feb. 20, 2007Document16 pagesUnited States Patent: Dusterhoft Et Al. (45) Date of Patent: Feb. 20, 2007hectorNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- Us 6402407Document7 pagesUs 6402407api-190559452No ratings yet
- Satefy Valve Test Bench For SteamDocument17 pagesSatefy Valve Test Bench For SteamamojodiNo ratings yet
- 12 Us8771412Document8 pages12 Us8771412Ammara AliNo ratings yet
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokNo ratings yet
- PatentDocument14 pagesPatentSilvia RamadhantyNo ratings yet
- United States Patent (10) Patent No.: US 9.255,006 B2Document8 pagesUnited States Patent (10) Patent No.: US 9.255,006 B2Radit Setia KumalaNo ratings yet
- United States Patent (10) Patent No.: US 8,154,167 B2Document26 pagesUnited States Patent (10) Patent No.: US 8,154,167 B2johnmaxin1114No ratings yet
- United States Patent (10) Patent N0.: US 8,716,371 B2Document8 pagesUnited States Patent (10) Patent N0.: US 8,716,371 B2rinahNo ratings yet
- US6616922Document16 pagesUS6616922sayed nasrNo ratings yet
- United States Patent (10) Patent N0.2 US 6,583,656 B1Document10 pagesUnited States Patent (10) Patent N0.2 US 6,583,656 B1SaurabhABCNo ratings yet
- 2010 - US007810582B2 - Counterbalance Enabled Power Generator For HDDDocument20 pages2010 - US007810582B2 - Counterbalance Enabled Power Generator For HDDCường Nguyễn QuốcNo ratings yet
- US8193589Document8 pagesUS8193589LaurMateiNo ratings yet
- Biological Treatment Process 2006 CATABOL US 6984323 PatentDocument16 pagesBiological Treatment Process 2006 CATABOL US 6984323 Patentmiguel_vera6592No ratings yet
- Improving Rankine Cycle of PowerplantDocument27 pagesImproving Rankine Cycle of Powerplantaya khazrajiNo ratings yet
- United States Patent (10) Patent No.: US 8,840,718 B2Document6 pagesUnited States Patent (10) Patent No.: US 8,840,718 B2APEX SON100% (1)
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- Us7718919 PDFDocument8 pagesUs7718919 PDFkartikkeyyanNo ratings yet
- United States Patent (10) Patent No.: US 7,718,919 B2Document8 pagesUnited States Patent (10) Patent No.: US 7,718,919 B2kartikkeyyanNo ratings yet
- US9321907 Patent - PROCESS FOR PREPARATION OF STABLE FATTY ALCOHOL EMULSIONDocument7 pagesUS9321907 Patent - PROCESS FOR PREPARATION OF STABLE FATTY ALCOHOL EMULSIONlabmatekonsulentteknikaNo ratings yet
- US6337429Document14 pagesUS6337429Tasneem MNo ratings yet
- US8726560Document16 pagesUS8726560zhonghua shiNo ratings yet
- Us6529169 PDFDocument8 pagesUs6529169 PDFFRANK NIELE DE OLIVEIRANo ratings yet
- US7586071Document13 pagesUS7586071Darkos333No ratings yet
- Purification of Difluoromethane by Extractive DistillationDocument13 pagesPurification of Difluoromethane by Extractive DistillationMateo VanegasNo ratings yet
- United States Patent (10) Patent No.: US 7.931,757 B2Document14 pagesUnited States Patent (10) Patent No.: US 7.931,757 B2Ashish BhardwajNo ratings yet
- Method and System For Measuring Pore Flu PDFDocument12 pagesMethod and System For Measuring Pore Flu PDFAhmed GharbiNo ratings yet
- US7605285 Patente Confirmada Produccion de Dimetil de CarbonatoDocument13 pagesUS7605285 Patente Confirmada Produccion de Dimetil de CarbonatoBRENDA MARYSABEL ESTEBAN HUARINo ratings yet
- 'CS', 'E (4) Attorney Agent, or Firm-Robert H. Earp, IIIDocument12 pages'CS', 'E (4) Attorney Agent, or Firm-Robert H. Earp, IIIIonescu ViorelNo ratings yet
- US8105968Document24 pagesUS8105968marraezNo ratings yet
- Us8261906 - SBRDocument8 pagesUs8261906 - SBRLOAN PHẠM THỊ PHƯƠNGNo ratings yet
- Neste NexbtlDocument16 pagesNeste NexbtljonathanNo ratings yet
- United States Patent: (10) Patent No.: US 8,846,787 B2Document7 pagesUnited States Patent: (10) Patent No.: US 8,846,787 B2marcela walterosNo ratings yet
- Process For The Production of Phenol and Acetone From CumeneDocument17 pagesProcess For The Production of Phenol and Acetone From CumeneFabi OneNo ratings yet
- US8658823Document16 pagesUS8658823Santiago BorgesNo ratings yet
- Date Tree Trunk - Based Fibrous Loss Circulation MaterialsDocument8 pagesDate Tree Trunk - Based Fibrous Loss Circulation MaterialsMD AMANULLAHNo ratings yet
- US7676053Document12 pagesUS7676053Morena SlpNo ratings yet
- United States Patent (10) Patent No.: US 8.066,046 B2Document6 pagesUnited States Patent (10) Patent No.: US 8.066,046 B2Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 9,000,000 B2Document12 pagesUnited States Patent (10) Patent No.: US 9,000,000 B2johnmaxin1114No ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument10 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaNo ratings yet
- Proceso de HidrocarburosDocument14 pagesProceso de Hidrocarburosingeniomeca8800No ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Engine Design - BlockDocument21 pagesEngine Design - Blocknoubyluxor100% (1)
- Forced 4Document15 pagesForced 4Gaurav KhantwalNo ratings yet
- ScP020 Chemical Equations 2Document1 pageScP020 Chemical Equations 2ORBeducationNo ratings yet
- Icse Class 8 Chemistry Sample Paper Set 2Document3 pagesIcse Class 8 Chemistry Sample Paper Set 2Prashant DhotreNo ratings yet
- ALCOADocument17 pagesALCOAakshaylakhianiNo ratings yet
- ElectrochemistryDocument2 pagesElectrochemistryfiqaNo ratings yet
- Aluminum Industry Primer V2Document20 pagesAluminum Industry Primer V2lknjcidh98fnkci8No ratings yet
- Ratio Proportion and Allegation and MixtureDocument5 pagesRatio Proportion and Allegation and MixtureanilNo ratings yet
- Concepts of Acids and Bases-Theory & ExerciseDocument53 pagesConcepts of Acids and Bases-Theory & ExerciseRaju SinghNo ratings yet
- DG BusductDocument16 pagesDG BusductanandpurushothamanNo ratings yet
- Dokumen Tips - Ektraksi-Alumina-Dari-Lumpur Id enDocument8 pagesDokumen Tips - Ektraksi-Alumina-Dari-Lumpur Id enFatmawati KadirNo ratings yet
- Neet-Jee MetallurgyDocument14 pagesNeet-Jee MetallurgySudheerkhan MuhammedNo ratings yet
- Coeficientes de Emisividad para Algunos MaterialesDocument4 pagesCoeficientes de Emisividad para Algunos MaterialesSamGomezNo ratings yet
- Waste Tire Pyrolysis A ReviewDocument35 pagesWaste Tire Pyrolysis A Reviewingbarragan87No ratings yet
- Cera System Catalogue 2011Document36 pagesCera System Catalogue 2011prihartono_diasNo ratings yet
- MT 010 601 Non Ferrous Physical MetallurgyDocument2 pagesMT 010 601 Non Ferrous Physical Metallurgyവിഷ്ണു സിNo ratings yet
- Processing of Non-Ferrous MetalsDocument113 pagesProcessing of Non-Ferrous MetalsZaky GhufronNo ratings yet
- Mil-P-23377 Rev JDocument18 pagesMil-P-23377 Rev JM H Bed100% (1)
- TMS 2002Document3 pagesTMS 2002Daniel StuparekNo ratings yet
- Mci Tarifa One Light 2018Document20 pagesMci Tarifa One Light 2018VEMATELNo ratings yet
- As 2503.1-2006 Refractories and Refractory Materials - Chemical Analysis Silica RefractoriesDocument7 pagesAs 2503.1-2006 Refractories and Refractory Materials - Chemical Analysis Silica RefractoriesSAI Global - APACNo ratings yet
- Avista TB Scale Inhibitors RO NFDocument4 pagesAvista TB Scale Inhibitors RO NFinejattNo ratings yet
- Full Download Book Data Statistics and Useful Numbers For Environmental Sustainability Bringing The Numbers To Life PDFDocument41 pagesFull Download Book Data Statistics and Useful Numbers For Environmental Sustainability Bringing The Numbers To Life PDFkelly.smith888100% (24)
- Main Group Oganometallics: Shriver and Atkins, Chapter 15Document24 pagesMain Group Oganometallics: Shriver and Atkins, Chapter 15José Augusto VillarNo ratings yet
- Porous Aluminum Product Catalog 2019Document28 pagesPorous Aluminum Product Catalog 2019Иван КнязевNo ratings yet
- AMCA Standard 99-0401-86 Classification For Spark Resistant ConstructionDocument1 pageAMCA Standard 99-0401-86 Classification For Spark Resistant Constructionhardik033No ratings yet