Download as pdf or txt
You might also like
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 ObjectivesDocument6 pagesDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 Objectivesshirleyna sara100% (1)
- Aipi 03-11-001 EnglishDocument86 pagesAipi 03-11-001 EnglishMohammed El MajdoubNo ratings yet
- Machining Processes Used To Produce Various Shapes: MillingDocument28 pagesMachining Processes Used To Produce Various Shapes: MillingSuleiman SaidNo ratings yet
- Turning: CHAPTER 2: Material Removal ProcessDocument66 pagesTurning: CHAPTER 2: Material Removal ProcessEbrahim AliNo ratings yet
- CH 6 CN MaiDocument40 pagesCH 6 CN MaiTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaNo ratings yet
- Turning Process PDFDocument41 pagesTurning Process PDFAakunoori Ganesh100% (1)
- Pros Man II Handout 02 Turning 1Document41 pagesPros Man II Handout 02 Turning 1Andriono SlametNo ratings yet
- Workshop VivaDocument12 pagesWorkshop Vivakumar.abhinav1015No ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingIhsanGandentAprilioNo ratings yet
- Unit 75 Review QuestionsDocument1 pageUnit 75 Review Questionskluster pembuatan produkNo ratings yet
- Machine Tools and MachiningDocument64 pagesMachine Tools and MachiningEngr MallariNo ratings yet
- M-13 Milling Broaching Sawing FilingDocument36 pagesM-13 Milling Broaching Sawing FilingHafidzNo ratings yet
- Eks 2Document7 pagesEks 2Ahmad Firdaus Zawawil AnwarNo ratings yet
- 04) Manufacturing Processes 1 PDFDocument63 pages04) Manufacturing Processes 1 PDFCharish ManimtimNo ratings yet
- Machining Process Used To Produce Various ShapesDocument33 pagesMachining Process Used To Produce Various ShapesGbm RajNo ratings yet
- Machining Process Used To Produce Various ShapesDocument33 pagesMachining Process Used To Produce Various ShapesMuhammad ArifNo ratings yet
- Machining Process Used To Produce Various ShapesDocument33 pagesMachining Process Used To Produce Various ShapesobvertNo ratings yet
- Workshop Technology: Lecture#5 By: Waleed AslamDocument41 pagesWorkshop Technology: Lecture#5 By: Waleed AslamMuhammad ZeerakNo ratings yet
- Machining 1Document31 pagesMachining 1Jayant SisodiaNo ratings yet
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdIgce MechNo ratings yet
- DJFP QUESTION BANK 23rd NovDocument6 pagesDJFP QUESTION BANK 23rd NovGunasekaranNo ratings yet
- MillingDocument37 pagesMillingAseem Goyal100% (1)
- Theory of Metal Cutting: Course ContentsDocument177 pagesTheory of Metal Cutting: Course Contentshassan tagNo ratings yet
- 04) Manufacturing Processes 1Document63 pages04) Manufacturing Processes 1mohamedabdallah2849728No ratings yet
- Practical 2 Machining of A Mechanical Component Using Conventional MachinesDocument8 pagesPractical 2 Machining of A Mechanical Component Using Conventional MachinesAkash Kawade AKNo ratings yet
- M3 - MFG Science and Tooling - Theory of Metal Cutting-4Document172 pagesM3 - MFG Science and Tooling - Theory of Metal Cutting-4Grishma BalgiNo ratings yet
- Some Questions From JNTU B TechDocument15 pagesSome Questions From JNTU B Techjithinaravind007No ratings yet
- Unit 1 Introduction To Machine and Machine ToolDocument19 pagesUnit 1 Introduction To Machine and Machine ToolAtul GaurNo ratings yet
- Fitting Workshop ManualDocument29 pagesFitting Workshop ManualNikhil MeenaNo ratings yet
- Abrasive Machining and Finishing OperationsDocument25 pagesAbrasive Machining and Finishing Operationsاحمد عمر حديدNo ratings yet
- المحاضرة 1Document8 pagesالمحاضرة 1alsltanyhasanNo ratings yet
- Machining Processes For Various Shapes: Milling, Broaching and SawingDocument32 pagesMachining Processes For Various Shapes: Milling, Broaching and SawingCh TalhaNo ratings yet
- Chapter 4 EditedDocument142 pagesChapter 4 EditedgashawletaNo ratings yet
- ME208 - Machine ToolsDocument85 pagesME208 - Machine ToolsVipul Mahajan100% (1)
- MP-Term Work Part - 1Document20 pagesMP-Term Work Part - 1Dhruv DesaiNo ratings yet
- Question Bank BTMEC601 Manufacturing Processes IIDocument14 pagesQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarNo ratings yet
- Abrasive Machining and Finishing OperationsDocument25 pagesAbrasive Machining and Finishing OperationsDr_M_Soliman100% (1)
- L 4-MillingDocument27 pagesL 4-Millingakabhinav32No ratings yet
- QB114433Document12 pagesQB114433Saravanan ShriNo ratings yet
- Milling MachineDocument20 pagesMilling MachineBrent Neil SobrepeñaNo ratings yet
- Milling Introduction Types of Milling MachineDocument21 pagesMilling Introduction Types of Milling MachineHUyNo ratings yet
- Milling Introduction Types of Milling MachineDocument21 pagesMilling Introduction Types of Milling Machineboanerges wino pattyNo ratings yet
- Ime - Module 2 - Q & ADocument12 pagesIme - Module 2 - Q & Avinayakavini464No ratings yet
- Milling Introduction Types of Milling MachineDocument21 pagesMilling Introduction Types of Milling MachineHUyNo ratings yet
- MillingDocument33 pagesMillingRavichandran G0% (1)
- Solution Manual For ManufacturingDocument7 pagesSolution Manual For ManufacturingMayisha FablihaNo ratings yet
- Manufacturing Processes: Dr. Abdullah ElfarDocument35 pagesManufacturing Processes: Dr. Abdullah ElfarAhmed Emad Sayed MohamedNo ratings yet
- Unit I - Theory of Metal CuttingDocument106 pagesUnit I - Theory of Metal CuttingRamesh Kumar ANo ratings yet
- Milling Cutters and Operations: George Schneider, Jr. CmfgeDocument10 pagesMilling Cutters and Operations: George Schneider, Jr. CmfgeNguyễn Hữu PhấnNo ratings yet
- RK University: InstructionsDocument3 pagesRK University: InstructionsShiraj SunasaraNo ratings yet
- Metal Cutting Processes 2 - MillingDocument14 pagesMetal Cutting Processes 2 - MillingpedjaNo ratings yet
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
- Abrasive Machining and Finishing OperationsDocument53 pagesAbrasive Machining and Finishing OperationssengcanNo ratings yet
- Machining Process Used To Produce Various ShapesDocument33 pagesMachining Process Used To Produce Various ShapesAamer MohammedNo ratings yet
- Metal Cutting Processes 2 - Milling: Home HandoutDocument13 pagesMetal Cutting Processes 2 - Milling: Home HandoutpbtambeNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
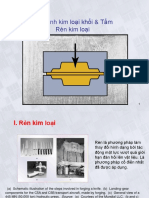
- CH 4 Tao Hinh Kim Loai Khoi Va TamDocument66 pagesCH 4 Tao Hinh Kim Loai Khoi Va TamTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- CH 8 CN Lap GhepDocument48 pagesCH 8 CN Lap GhepTHỊNH PHAN NGUYỄN QUANGNo ratings yet
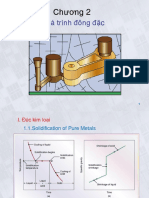
- CH 2 Qua Trinh DucDocument39 pagesCH 2 Qua Trinh DucTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- CH 6 CN MaiDocument40 pagesCH 6 CN MaiTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- CH 3 CN Tao Hinh Kim Loai BotDocument30 pagesCH 3 CN Tao Hinh Kim Loai BotTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- CH 1 Gioi Thieu BGDocument25 pagesCH 1 Gioi Thieu BGTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- Tech D (155-186)Document32 pagesTech D (155-186)Alejandro CouceiroNo ratings yet
- AFFOLTER Gearline Plus enDocument20 pagesAFFOLTER Gearline Plus engoranNo ratings yet
- Material Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportDocument36 pagesMaterial Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportNicolas EleftheriouNo ratings yet
- Ch2 MachiningDocument134 pagesCh2 MachiningSaifAdamz'sNo ratings yet
- Ar Cutting OperationDocument7 pagesAr Cutting OperationNandakrishnan S LNo ratings yet
- Tool and Cutter GrinderDocument13 pagesTool and Cutter GrinderAre SanNo ratings yet
- Fundamentals of Cutting - ManufacturingDocument135 pagesFundamentals of Cutting - ManufacturingsengcanNo ratings yet
- 4962 SIEG X2D Mill Users GuideDocument23 pages4962 SIEG X2D Mill Users GuideThomasNo ratings yet
- BMM3643 Milling Machining-1Document26 pagesBMM3643 Milling Machining-1Sarah AqirahNo ratings yet
- Machining Operations and Machine Tools: JNTU WorldDocument18 pagesMachining Operations and Machine Tools: JNTU WorldSreedhar KummaraguntlaNo ratings yet
- Report Writing On Milling MachineDocument11 pagesReport Writing On Milling MachineSailesh Pathak100% (1)
- 3.4 Production Tech MillingDocument15 pages3.4 Production Tech MillingЛев СтонтNo ratings yet
- MSME Technology Centre BhiwadiDocument222 pagesMSME Technology Centre BhiwadiNavajyoti PandaNo ratings yet
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocument52 pagesChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangNo ratings yet
- New Microsoft Office Word DocumentDocument4 pagesNew Microsoft Office Word DocumentkalaimaniNo ratings yet
- Machinery's Handbook 27th Edition: Tooling and ToolmakingDocument3 pagesMachinery's Handbook 27th Edition: Tooling and ToolmakingOmkar KshirsagarNo ratings yet
- UK Commutator Maintenance CatalogueDocument9 pagesUK Commutator Maintenance CatalogueCarlosNo ratings yet
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Lab 1 - MillingDocument12 pagesLab 1 - MillingLuqman HakimNo ratings yet
- Module IV-Milling MachineDocument26 pagesModule IV-Milling MachineNalluriRavindra100% (2)
- 05 - Milling Operations in The Lathe - TextDocument64 pages05 - Milling Operations in The Lathe - Textslade_fanNo ratings yet
- Milling MachineDocument21 pagesMilling MachineAron Olivera WabelNo ratings yet
- 21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.Document29 pages21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.PRASAD326100% (3)
- NR MillingDocument36 pagesNR MillingSapna VyasNo ratings yet
- Shop Mill ProgrammingDocument36 pagesShop Mill Programmingtallat0316557No ratings yet
- Workshop Ex-1,2,3,4Document37 pagesWorkshop Ex-1,2,3,4Naim Mahmud RahadNo ratings yet
- E-Book - Cutting Tools For CNC RouterDocument11 pagesE-Book - Cutting Tools For CNC RouterVictor ParvanNo ratings yet
- h1 PDFDocument124 pagesh1 PDFMuhammad AminNo ratings yet