Download as docx, pdf, or txt
You might also like
- Dye Penetrant Lab ReportDocument6 pagesDye Penetrant Lab Reportking kong57% (7)
- Practical Design of Experiments: DoE Made EasyFrom EverandPractical Design of Experiments: DoE Made EasyRating: 4.5 out of 5 stars4.5/5 (7)
- Electrical Properties of MaterialsDocument7 pagesElectrical Properties of MaterialsMahrukh JavedNo ratings yet
- Penetrant Testing ReportDocument8 pagesPenetrant Testing ReportBabar Ali BaigNo ratings yet
- Liquid Penetrant Testing PDFDocument20 pagesLiquid Penetrant Testing PDFgueridiNo ratings yet
- Comparison of HILTI and Fisher BoltDocument2 pagesComparison of HILTI and Fisher BoltSuresh D100% (1)
- Shockey - Precast Parking Structure Guide PDFDocument47 pagesShockey - Precast Parking Structure Guide PDFChanduthewilderNo ratings yet
- To Be Known Know The Gas Cutting Sets. Hazards & Precautions Risk AssessmentDocument17 pagesTo Be Known Know The Gas Cutting Sets. Hazards & Precautions Risk AssessmentRaja GuruNo ratings yet
- Dye Penetrant InspectionDocument15 pagesDye Penetrant InspectionUwaiz Qurni IINo ratings yet
- Dye Penetrant InspectionDocument5 pagesDye Penetrant InspectiontechzonesNo ratings yet
- Dye Penetrant Inspection: From Wikipedia, The Free EncyclopediaDocument59 pagesDye Penetrant Inspection: From Wikipedia, The Free EncyclopediaPratik Karekar0% (1)
- Penetrant RaportDocument6 pagesPenetrant RaportMeritan BaballariNo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Dye Penetrant InspectionDocument5 pagesDye Penetrant Inspectionrajasekar21No ratings yet
- Dye PenetrantDocument17 pagesDye Penetrantsen_subhasis_58No ratings yet
- MSE Experiment No. 7 - Dye Penetration TestDocument4 pagesMSE Experiment No. 7 - Dye Penetration TestRushikesh Kale100% (1)
- Dye Penetrant InspDocument5 pagesDye Penetrant InspVysakh VasudevanNo ratings yet
- Dye Penetrant InspectionDocument5 pagesDye Penetrant Inspectionrashm006ranjanNo ratings yet
- DPTDocument10 pagesDPTShabbir HassanNo ratings yet
- Module 2 Surface Gears MethodsDocument12 pagesModule 2 Surface Gears MethodsNAVEEN H V MENo ratings yet
- Dye Penetrant InspectionDocument6 pagesDye Penetrant InspectionHabib ur RehmanNo ratings yet
- Government Polytechnic Junagadh: Liquid Penerant TestingtDocument16 pagesGovernment Polytechnic Junagadh: Liquid Penerant TestingtArvind DedunNo ratings yet
- Dye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)Document9 pagesDye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)ISHITA ROY CHOUDHURYNo ratings yet
- LPTDocument22 pagesLPTPratik SalveNo ratings yet
- Dye Penetrant TestDocument14 pagesDye Penetrant TestSaif FaridiNo ratings yet
- Lec7 MaintenancePlanningDocument25 pagesLec7 MaintenancePlanningtarekhadad99No ratings yet
- NDT Module 2Document21 pagesNDT Module 2Sajeesh Saji100% (1)
- EXPERIMENT No.: - Liquid Penetrant TestDocument6 pagesEXPERIMENT No.: - Liquid Penetrant TestVandan GundaleNo ratings yet
- Non Destructive TestingDocument7 pagesNon Destructive Testingk_mughalNo ratings yet
- NDT Panetrent OnlineDocument3 pagesNDT Panetrent OnlineZa HirNo ratings yet
- Department of Mechanical Engineering: Unit-2Document65 pagesDepartment of Mechanical Engineering: Unit-2aman jainNo ratings yet
- LPT Study Material LatestDocument33 pagesLPT Study Material Latestbeltranrommel100% (2)
- Module1 Testing and Flaw Detection of Materials and ComponentsDocument12 pagesModule1 Testing and Flaw Detection of Materials and ComponentsHari GovindNo ratings yet
- Materials: Non-Porous Magnetic-Particle Inspection Porosity Fatigue CracksDocument3 pagesMaterials: Non-Porous Magnetic-Particle Inspection Porosity Fatigue CracksArfanAliNo ratings yet
- PTDocument217 pagesPTkhaled saadnehNo ratings yet
- Liquid Penetrant TestingDocument20 pagesLiquid Penetrant Testingajayghosh3140No ratings yet
- Non Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingDocument118 pagesNon Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingV.Muthu KumarNo ratings yet
- Liquid Penetrant TestingDocument20 pagesLiquid Penetrant TestingsanjibkrjanaNo ratings yet
- Liquid Penetrant Inspection 3Document24 pagesLiquid Penetrant Inspection 3Taha KhanNo ratings yet
- Penetrant Tetsing: Dye Penetrant Inspection (DPI), Also Called Liquid Penetrant Inspection (LPI)Document4 pagesPenetrant Tetsing: Dye Penetrant Inspection (DPI), Also Called Liquid Penetrant Inspection (LPI)Raul2307No ratings yet
- Liquid Penetrant Testing ModuleDocument59 pagesLiquid Penetrant Testing ModuleDITANo ratings yet
- Non Destructive Testing - Dye Penetrant InspectionDocument6 pagesNon Destructive Testing - Dye Penetrant InspectionKevin ThomasNo ratings yet
- 2 2Document11 pages2 2RAJESH. RNo ratings yet
- PT Level Ii FM1Document41 pagesPT Level Ii FM1ucheNo ratings yet
- Liquid Penetrant InspectionDocument3 pagesLiquid Penetrant InspectionrenjisrsNo ratings yet
- Non-Destructive TestingDocument61 pagesNon-Destructive TestingRehan SharmaNo ratings yet
- Non Destructive TestingDocument30 pagesNon Destructive TestingRahul GajjeNo ratings yet
- Often Referenced StandardsDocument18 pagesOften Referenced StandardssriramNo ratings yet
- Experiment No.3 Dye Penetration TestDocument4 pagesExperiment No.3 Dye Penetration TestChristian D. AllanaNo ratings yet
- Intro To LPEDocument10 pagesIntro To LPEBalasahebNo ratings yet
- Penetrant Testing, or PT, Is A NondestructiveDocument10 pagesPenetrant Testing, or PT, Is A NondestructiveMastram HatheshNo ratings yet
- Penetrant TestingDocument24 pagesPenetrant Testingmoreno.markloiiNo ratings yet
- PT Theory FromDocument75 pagesPT Theory FromYousef Adel HassanenNo ratings yet
- Non - Destructive Testing: UNIT-5Document26 pagesNon - Destructive Testing: UNIT-5Jones Jones Jr.No ratings yet
- L8 - NonDestructive Test - Liquid Penetrant TestDocument32 pagesL8 - NonDestructive Test - Liquid Penetrant Testvenosyah devanNo ratings yet
- Dye Penetrant TestingDocument20 pagesDye Penetrant TestingRamesh RNo ratings yet
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&AFrom EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&ANo ratings yet
- Cleanroom Technology: Fundamentals of Design, Testing and OperationFrom EverandCleanroom Technology: Fundamentals of Design, Testing and OperationNo ratings yet
- The Chemistry of Printing Inks and Their Electronics and Medical ApplicationsFrom EverandThe Chemistry of Printing Inks and Their Electronics and Medical ApplicationsNo ratings yet
- Construction Methodologies & Procedures for Civil Engineers - Part -1From EverandConstruction Methodologies & Procedures for Civil Engineers - Part -1No ratings yet
- The Chemistry of Pigments and its Classifications: Education&Science, #2From EverandThe Chemistry of Pigments and its Classifications: Education&Science, #2No ratings yet
- Non Destructive Testing: NDT Technicians and Engineers Jobs GuideFrom EverandNon Destructive Testing: NDT Technicians and Engineers Jobs GuideNo ratings yet
- Impact TestingDocument7 pagesImpact TestingMahrukh JavedNo ratings yet
- Study of Metallography StructureDocument8 pagesStudy of Metallography StructureMahrukh JavedNo ratings yet
- Metallograpy Study of Cast Iron StructureDocument9 pagesMetallograpy Study of Cast Iron StructureMahrukh JavedNo ratings yet
- Rockwell Hardness TestDocument9 pagesRockwell Hardness TestMahrukh JavedNo ratings yet
- Hardness of Steel Sample After Heat TreatmentDocument8 pagesHardness of Steel Sample After Heat TreatmentMahrukh JavedNo ratings yet
- MetallograhyDocument7 pagesMetallograhyMahrukh JavedNo ratings yet
- Literature Review For GeopolymersDocument3 pagesLiterature Review For GeopolymersMahrukh JavedNo ratings yet
- Determination of Water Content in Sand by Weightloss MethodDocument11 pagesDetermination of Water Content in Sand by Weightloss MethodMahrukh JavedNo ratings yet
- 10 - Filtration - IndustrialDocument8 pages10 - Filtration - IndustrialMilenko TulencicNo ratings yet
- 1 Development of Characterization and Synthesis of Natural Fish Bone Activated Carbon and Hydroxyapatite Through Heat TreatmentDocument4 pages1 Development of Characterization and Synthesis of Natural Fish Bone Activated Carbon and Hydroxyapatite Through Heat TreatmentMuhammad amin nstNo ratings yet
- Cold Recycling ManualDocument9 pagesCold Recycling ManualCristian OJNo ratings yet
- Level 8 Passage 7Document3 pagesLevel 8 Passage 7Mohamed Ahmed Rabie AhmedNo ratings yet
- Steel Castings, General Requirements, For Pressure-Containing PartsDocument16 pagesSteel Castings, General Requirements, For Pressure-Containing Partsle hoang vietNo ratings yet
- D 3023 - 98 Stain TestDocument3 pagesD 3023 - 98 Stain TestJohnNo ratings yet
- LOT1 CONCRETE Mixes 27-03-2019 - REV 9.1Document7 pagesLOT1 CONCRETE Mixes 27-03-2019 - REV 9.1Soundar PachiappanNo ratings yet
- Instructions For The Safe Use Of: Roundslings: Storing and Handling RoundslingsDocument2 pagesInstructions For The Safe Use Of: Roundslings: Storing and Handling Roundslingsreda mesbahNo ratings yet
- ANSI Color CodesDocument2 pagesANSI Color CodesluinksNo ratings yet
- Review of Related LiteratureDocument3 pagesReview of Related LiteratureClerSaints67% (3)
- Saes Q 001Document22 pagesSaes Q 001irfan hussainNo ratings yet
- Packaging Materials and Handling Technique: Dr. Ranjeet SinghDocument48 pagesPackaging Materials and Handling Technique: Dr. Ranjeet Singharon demagiba100% (1)
- Natural RubberDocument28 pagesNatural RubberHafis PuzhakkalNo ratings yet
- Tapcon: SCOTS AnchorsDocument2 pagesTapcon: SCOTS Anchorsblessed cccNo ratings yet
- ACUSOL™ 420N Polymer ACUSOL™ 420NG Polymer: Features & BenefitsDocument4 pagesACUSOL™ 420N Polymer ACUSOL™ 420NG Polymer: Features & BenefitsNONo ratings yet
- Chapter 4 Pre-Stressed ConcreteDocument23 pagesChapter 4 Pre-Stressed ConcreteDdeqz Elina Bueno I100% (1)
- D2261 Tearing Strength: Can NumberDocument25 pagesD2261 Tearing Strength: Can NumberDoulat RamNo ratings yet
- GRCA 2015 Congress - The International Glassfibre Reinforced Concrete Association (GRCA) For All Your GRC - GFRC InformationDocument2 pagesGRCA 2015 Congress - The International Glassfibre Reinforced Concrete Association (GRCA) For All Your GRC - GFRC InformationselcuksivaciNo ratings yet
- X Cbe 26770 Key 140003254976 200907311028Document3 pagesX Cbe 26770 Key 140003254976 200907311028namalNo ratings yet
- SNC 1D Chemistry Unit Test Q3 2021Document9 pagesSNC 1D Chemistry Unit Test Q3 2021sarah watsonNo ratings yet
- Microstructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold RollingDocument12 pagesMicrostructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold Rollingjesus herazoNo ratings yet
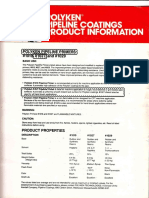
- Polyken Pipeline #1027,: Primers #1019Document3 pagesPolyken Pipeline #1027,: Primers #1019Azmi SyariefNo ratings yet
- Synopsis of Bamboo As A Building Materials & Reinforcement ConcreteDocument11 pagesSynopsis of Bamboo As A Building Materials & Reinforcement ConcreteReal HeroNo ratings yet
- All Subject MCQDocument89 pagesAll Subject MCQMD. NASIF HOSSAIN IMON100% (4)
- Wa0001.Document8 pagesWa0001.Poorni RenuNo ratings yet
- Heat and Mass Transfer ReviewerDocument4 pagesHeat and Mass Transfer ReviewerDianne VillanuevaNo ratings yet
- Colorcoat HPS200 Ultra Harmoniplus DoPDocument1 pageColorcoat HPS200 Ultra Harmoniplus DoPCesar SNo ratings yet