Download as pdf or txt
You might also like
- Pre-Commissioning and CommissioningDocument9 pagesPre-Commissioning and CommissioningSaurabh Sharma100% (7)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Air Leak TestingDocument5 pagesAir Leak Testingkusdiyanta67% (3)
- CPAA Field Testing of Concrete Pipelines and JointsDocument12 pagesCPAA Field Testing of Concrete Pipelines and JointsSameh BelalNo ratings yet
- Terrain Drainage Design Dubai MunicipalityDocument16 pagesTerrain Drainage Design Dubai MunicipalityChamara Chinthaka Ranasinghe100% (2)
- Chemical Cleaning of Carbon Steel Piping SystemsDocument8 pagesChemical Cleaning of Carbon Steel Piping SystemsMara Liceo100% (3)
- Underground Steam & Condensate Piping PDFDocument26 pagesUnderground Steam & Condensate Piping PDFZacky JoeNo ratings yet
- Nitrogen PurgingDocument5 pagesNitrogen Purgingalex100% (1)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Project Standards and Specifications Pneumatic Test Specification Rev01Document4 pagesProject Standards and Specifications Pneumatic Test Specification Rev01GabrielPantilicaNo ratings yet
- Project Standards and Specifications Hydrostatic Pressure Testing Rev01Document7 pagesProject Standards and Specifications Hydrostatic Pressure Testing Rev01GabrielPantilicaNo ratings yet
- Project Standards and Specifications Precommissioning Piping Cleaning Rev01Document5 pagesProject Standards and Specifications Precommissioning Piping Cleaning Rev01Tiago HenriquesNo ratings yet
- Fluid Sealing Standards For NMEJ StandardsDocument9 pagesFluid Sealing Standards For NMEJ Standardsamol1321No ratings yet
- Facilities For Corrosion Monitoring in Process Equipment - Engineering Guide EG 19-6-1.1Document3 pagesFacilities For Corrosion Monitoring in Process Equipment - Engineering Guide EG 19-6-1.1aminNo ratings yet
- TESTINGDocument7 pagesTESTINGSoner Kulte100% (1)
- FlareDocument10 pagesFlareAgus SuriptoNo ratings yet
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Medical Gas System - Installer Orientation NotesDocument8 pagesMedical Gas System - Installer Orientation NoteszampacaanasNo ratings yet
- Pressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestDocument4 pagesPressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestRakesh RanjanNo ratings yet
- Fsa PSJ 701 06 PDFDocument9 pagesFsa PSJ 701 06 PDFAshitava SenNo ratings yet
- Alkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsDocument9 pagesAlkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsRUSSEL SAHDA MALAKANo ratings yet
- Sampling of Oil-Filled Power Apparatus Instructions: Why Sample?Document4 pagesSampling of Oil-Filled Power Apparatus Instructions: Why Sample?sajjad_pirzada100% (1)
- 13 PiggingDocument14 pages13 PiggingDaniel DamboNo ratings yet
- Cylinder Change PurgingDocument16 pagesCylinder Change Purgingengg_mech77No ratings yet
- DS 2396Document15 pagesDS 2396varkizonNo ratings yet
- Hydro Vs PneumaticDocument4 pagesHydro Vs PneumaticAnonymous rYZyQQot55No ratings yet
- STEAM BLOWING PROCEDURE - MPL Phase-1 & 2 PDFDocument8 pagesSTEAM BLOWING PROCEDURE - MPL Phase-1 & 2 PDFm_ganesh1983No ratings yet
- Leak Test PDFDocument48 pagesLeak Test PDFdaniel oliveira100% (1)
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)
- Mechanical PlugsDocument6 pagesMechanical Plugskategord0% (1)
- Recommended Duct Velocities For Laboratory HoodDocument11 pagesRecommended Duct Velocities For Laboratory HoodNelson VargasNo ratings yet
- Hygienic Piping PresentationDocument18 pagesHygienic Piping Presentation12101982100% (2)
- Astm C1103 3Document2 pagesAstm C1103 3Boz Van DuynNo ratings yet
- D 5757 - 95 - Rdu3ntctukveDocument4 pagesD 5757 - 95 - Rdu3ntctukveDH BNo ratings yet
- Hydrotest Vs Pneumatic TestDocument5 pagesHydrotest Vs Pneumatic TestMidhun K Chandrabose100% (1)
- Medical Gas General SpecificationDocument20 pagesMedical Gas General SpecificationJoe_AverageNo ratings yet
- SPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of PipingDocument23 pagesSPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of Pipingsdb91No ratings yet
- Natural Gas Pipelines - Polyethylene Pipe Systems For Preassure Classes Up To 10 BarDocument47 pagesNatural Gas Pipelines - Polyethylene Pipe Systems For Preassure Classes Up To 10 BarZeljko RisticNo ratings yet
- Boiler PRESERVATION PROCEDUREDocument18 pagesBoiler PRESERVATION PROCEDUREasirul_meNo ratings yet
- Gas Filtration Sterile Micro Filtration For Bio Reactors F & S Vol 43, #4, May 06Document4 pagesGas Filtration Sterile Micro Filtration For Bio Reactors F & S Vol 43, #4, May 06michael_payne3532No ratings yet
- General Inerting Procedure Rev C1Document9 pagesGeneral Inerting Procedure Rev C1TarekNo ratings yet
- Dewpoint: Coating & Painting InspectionDocument6 pagesDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- PFI-ES-05 (1999) - Cleaning PDFDocument4 pagesPFI-ES-05 (1999) - Cleaning PDFRamesh Kumar Ramisetti100% (1)
- F 2228 - 02 RjiymjgDocument5 pagesF 2228 - 02 Rjiymjgfrostest100% (1)
- Internal Cleaning and Coating of In-Place Pipelines: by C KleinDocument4 pagesInternal Cleaning and Coating of In-Place Pipelines: by C KleinscrbdgharaviNo ratings yet
- Boiler Lay Up Procedure AEP1026Document17 pagesBoiler Lay Up Procedure AEP1026masoodismNo ratings yet
- Quality HDPEDocument2 pagesQuality HDPEFrancisco Javier Villegas AndersonNo ratings yet
- Ensuring LNG Liquefaction Facilities Sys PDFDocument12 pagesEnsuring LNG Liquefaction Facilities Sys PDFdhurjatibhuteshNo ratings yet
- Pneumatic TestDocument10 pagesPneumatic Testchitobarba19726762100% (3)
- 4 Albert Embankment London Se1 7Sr Telephone: 020 7735 7611 Fax: 020 7587 3210Document8 pages4 Albert Embankment London Se1 7Sr Telephone: 020 7735 7611 Fax: 020 7587 3210Jandy PratamaNo ratings yet
- 3 Chiller T&C 2011Document9 pages3 Chiller T&C 2011Dtl SarozNo ratings yet
- Hydrostatic Leak Testing Procedure: Authorized byDocument10 pagesHydrostatic Leak Testing Procedure: Authorized byEdAlmNo ratings yet
- Astm D 4888-2006Document3 pagesAstm D 4888-2006JanethNo ratings yet
- P 192.629 Purging of Pipeline RevisionsDocument7 pagesP 192.629 Purging of Pipeline RevisionscartarNo ratings yet
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AFrom EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANo ratings yet
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
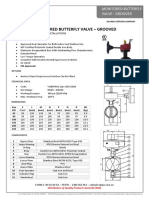
- Monitored Butterfly Valve - GroovedDocument1 pageMonitored Butterfly Valve - GroovedAsly Siccha Santos100% (1)
- Expanbar PVC: Centrally and Externally Placed PVC Waterstops. UsesDocument5 pagesExpanbar PVC: Centrally and Externally Placed PVC Waterstops. UsesZaid AhmedNo ratings yet
- Enzyme ImmobilizationDocument14 pagesEnzyme ImmobilizationFathimathul RalilaNo ratings yet
- Angus Amp 95 Latexpaint TdsDocument5 pagesAngus Amp 95 Latexpaint TdsOng Kok TongNo ratings yet
- CHEMOLINE-3-CN (Pressure Part)Document2 pagesCHEMOLINE-3-CN (Pressure Part)Naveed KhalidNo ratings yet
- Industrial Application of CVD and PVDDocument18 pagesIndustrial Application of CVD and PVDYong Jae Kwon50% (2)
- Technical Data Sheet: Product NameDocument1 pageTechnical Data Sheet: Product NameakbarNo ratings yet
- Physical and Chemical Changes Class 7 ScienceDocument17 pagesPhysical and Chemical Changes Class 7 Sciencesanyam nayakNo ratings yet
- WN RF Flanges SCH 40 CL 150 19Document1 pageWN RF Flanges SCH 40 CL 150 19Mohamed RaafatNo ratings yet
- Specifications For Repair Work of ChimneyDocument2 pagesSpecifications For Repair Work of ChimneyAkshay AmbadeNo ratings yet
- T - S Diagram For Water: Plotted By: J P M TruslerDocument1 pageT - S Diagram For Water: Plotted By: J P M TruslerMuhammed Shameem N EdavannapparaNo ratings yet
- Concrete Admixtures HandbookDocument2 pagesConcrete Admixtures HandbookchatnoirNo ratings yet
- Concrete Placement 1Document1 pageConcrete Placement 1VigneshNo ratings yet
- VDM Crofer 22 H: Material Data Sheet No. 4050 June 2010 EditionDocument11 pagesVDM Crofer 22 H: Material Data Sheet No. 4050 June 2010 EditionEliasPelozatoNo ratings yet
- Architectural Connections GuideDocument70 pagesArchitectural Connections GuideTSGSSNo ratings yet
- Business Trip ReportDocument6 pagesBusiness Trip ReportVõ Viết SangNo ratings yet
- Chart Móc Trái Tim Ôm NhauDocument12 pagesChart Móc Trái Tim Ôm NhauHeir ĐàNo ratings yet
- Asphalt Concrete Ingredient, Design, Production and LayingDocument17 pagesAsphalt Concrete Ingredient, Design, Production and LayingKali Bahadur ShahiNo ratings yet
- Prezentacija Wagner OpremeDocument50 pagesPrezentacija Wagner OpremeAndrija Matic100% (1)
- Procedure Pek. Mooring Dolphin Rev01Document9 pagesProcedure Pek. Mooring Dolphin Rev01Damar WardhanaNo ratings yet
- Adsorption of Fatty Acids UsingDocument43 pagesAdsorption of Fatty Acids UsingmlermantovNo ratings yet
- HEROSE Typ - 06418-2Document2 pagesHEROSE Typ - 06418-2Gaiu George Lucian100% (1)
- What Is AEROPERL® 300 Pharma Mesoporous Silica?Document3 pagesWhat Is AEROPERL® 300 Pharma Mesoporous Silica?Salman BasheerNo ratings yet
- B - Corrosion Fundamentals - 2019Document69 pagesB - Corrosion Fundamentals - 2019Shakeel AhmedNo ratings yet
- Mitsubishi Service Manual MU-A09 12WA CondensadorDocument28 pagesMitsubishi Service Manual MU-A09 12WA CondensadortorqueuNo ratings yet
- Energy Conservation1Document35 pagesEnergy Conservation1sanjay shettiNo ratings yet
- Instant Download Essentials of Statistics 5th Edition Triola Test Bank PDF Full ChapterDocument33 pagesInstant Download Essentials of Statistics 5th Edition Triola Test Bank PDF Full Chapterbrianhue3zqkp100% (12)
- Kerasiev Ceramic Membrane Techinical Brochure 2018 (0.5MB)Document4 pagesKerasiev Ceramic Membrane Techinical Brochure 2018 (0.5MB)Suresh DNo ratings yet
- Coke Oven - Byproduct Plant DetailsDocument5 pagesCoke Oven - Byproduct Plant Detailsanoopunni100% (1)
- Pile Foundation: Method StatmentDocument12 pagesPile Foundation: Method StatmentDeepak PatilNo ratings yet