Download as pdf or txt
You might also like
- Kioti Daedong FX751 Tractor Service Manual LX68WMDocument37 pagesKioti Daedong FX751 Tractor Service Manual LX68WMLisakolyNo ratings yet
- Kioti Daedong DS3510 Tractor Service Manual 01-2011Document19 pagesKioti Daedong DS3510 Tractor Service Manual 01-2011Lisakoly0% (1)
- 2008 Honda ARX1500T3 T3D Aquatrax Service Repair Manual PDFDocument30 pages2008 Honda ARX1500T3 T3D Aquatrax Service Repair Manual PDFfuksekfmmdNo ratings yet
- 1HD-T - 1 Land Cruiser Engine Service ManualDocument26 pages1HD-T - 1 Land Cruiser Engine Service ManualMichael Dzidowski86% (7)
- Grove GMK 5220 Cummins Maintenance ManualDocument284 pagesGrove GMK 5220 Cummins Maintenance ManualHaa Super100% (3)
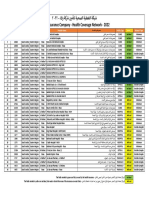
- Walaa Network 2022 شبكة التغطية الصحية-تامين شركة ولاءDocument1 pageWalaa Network 2022 شبكة التغطية الصحية-تامين شركة ولاءMohammed SulimanNo ratings yet
- GR 300EX 1 Operation ManualDocument290 pagesGR 300EX 1 Operation Manualleobond767% (6)
- Lubrication and Maintenance Instructions For The SuperstructureDocument4 pagesLubrication and Maintenance Instructions For The SuperstructureM RefaiNo ratings yet
- Wartungsanleitung UsDocument73 pagesWartungsanleitung UsAngelo Musina100% (1)
- 1hd 1hz 1pz-t Engine PDFDocument348 pages1hd 1hz 1pz-t Engine PDFMohammed Elzain100% (2)
- Apartment Check List: Tenant's Name Nationality Position Building Name Room No. E-MailDocument7 pagesApartment Check List: Tenant's Name Nationality Position Building Name Room No. E-MailAydaNo ratings yet
- Reflection-Paper Chapter 1 International ManagementDocument2 pagesReflection-Paper Chapter 1 International ManagementJouhara G. San JuanNo ratings yet
- Ist-Sbarr02 4865Document160 pagesIst-Sbarr02 4865FRANCISCO LINARESNo ratings yet
- Kioti Daedong DS4110, DS4510 Tractors Service Manual 07-2009Document19 pagesKioti Daedong DS4110, DS4510 Tractors Service Manual 07-2009LisakolyNo ratings yet
- Portable Rock Shear Box: Instruction ManualDocument19 pagesPortable Rock Shear Box: Instruction ManualJorge Armando Ysuiza RomeroNo ratings yet
- Kioti Daedong MEC2200, MEC2210, MEC2230 UTV (Utility Vehicle) Service Manual 04-2014Document19 pagesKioti Daedong MEC2200, MEC2210, MEC2230 UTV (Utility Vehicle) Service Manual 04-2014LisakolyNo ratings yet
- Kioti Daedong DX7510, DX9010, DX100 Tractors Service Manual WM161027Document19 pagesKioti Daedong DX7510, DX9010, DX100 Tractors Service Manual WM161027LisakolyNo ratings yet
- Mark One General IOM Vlenim0001 (06-Sept-2007) PDFDocument16 pagesMark One General IOM Vlenim0001 (06-Sept-2007) PDFtree_99No ratings yet
- Kioti Daedong DS4110, DS4110HS, DS4510, DS4510HS Tractors Service Manual 2010Document19 pagesKioti Daedong DS4110, DS4110HS, DS4510, DS4510HS Tractors Service Manual 2010LisakolyNo ratings yet
- GE Fanuc CNC: Series 16/18/160/180-Model C Operation and Maintenance HandbookDocument457 pagesGE Fanuc CNC: Series 16/18/160/180-Model C Operation and Maintenance HandbookDidi MoacaNo ratings yet
- B+V Manual - Elevator Spider BVES-500#1-Hydr Rev000-21-SEP-2007Document80 pagesB+V Manual - Elevator Spider BVES-500#1-Hydr Rev000-21-SEP-2007Daniel TostaNo ratings yet
- Manual Installation Operation Double Acting Bettis en 86208Document33 pagesManual Installation Operation Double Acting Bettis en 86208Amr SherifNo ratings yet
- Stopmaster Wedge Brake: Maintenance Manual No. MM 0153Document35 pagesStopmaster Wedge Brake: Maintenance Manual No. MM 0153LUKAS100% (1)
- Oi Bna en deDocument36 pagesOi Bna en deralish12No ratings yet
- Product Service Manual For AA3G Series Pumps Size 95 Through 162Document15 pagesProduct Service Manual For AA3G Series Pumps Size 95 Through 162ВладимирNo ratings yet
- Kioti Daedong PX9530, PX9030, PX1053, PX1153, PX1103, PX1303 Tractors Service Manual 04-2020Document19 pagesKioti Daedong PX9530, PX9030, PX1053, PX1153, PX1103, PX1303 Tractors Service Manual 04-2020LisakolyNo ratings yet
- Blowers CatalogDocument31 pagesBlowers CatalogSantosh MuthuNo ratings yet
- Win713en 00Document34 pagesWin713en 00MohamedAbdelnasserNo ratings yet
- Wartungsanleitung UsDocument71 pagesWartungsanleitung UsAngelo Musina100% (2)
- 1 General+InformationDocument12 pages1 General+InformationPomoć Muslimanima (u potrebi)No ratings yet
- Ist ZVF 0821 enDocument67 pagesIst ZVF 0821 encarlosNo ratings yet
- Instructiuniutilizare Nice M7 BARDocument48 pagesInstructiuniutilizare Nice M7 BARDragoș-Ioan Serghiac /StudentNo ratings yet
- Operational & Maintenance Manual GT-550E-1Document212 pagesOperational & Maintenance Manual GT-550E-1ary fauzi rahman100% (1)
- ABB Turbo TPL-C AssemblingDocument24 pagesABB Turbo TPL-C AssemblingsbNo ratings yet
- New Holland E20.2SR, E22.2SR, E27.2SR Mini Crawler Excavators Service Repair Workshop ManualDocument21 pagesNew Holland E20.2SR, E22.2SR, E27.2SR Mini Crawler Excavators Service Repair Workshop ManualggjjjjotonesNo ratings yet
- ХлорДиоксид Prominent PART1Document23 pagesХлорДиоксид Prominent PART1ИльяNo ratings yet
- Toaz - Info Temblor in As PRDocument46 pagesToaz - Info Temblor in As PRnima azariNo ratings yet
- Original Assembly Instructions - English: Turbocharger / VTR..0, VTR..1Document20 pagesOriginal Assembly Instructions - English: Turbocharger / VTR..0, VTR..1Zella Ndut100% (1)
- Leica NA320-24-32 UM v1-0-0 Multilingual PDFDocument410 pagesLeica NA320-24-32 UM v1-0-0 Multilingual PDFVitto Gutierrez FrancoNo ratings yet
- Lubrication in Knorr DoorDocument15 pagesLubrication in Knorr DoorFun and GrowNo ratings yet
- Belgicast Pres. Mant. Comp. y MarDocument16 pagesBelgicast Pres. Mant. Comp. y MarDavid Luna MolinaNo ratings yet
- Service Instruction Provent enDocument29 pagesService Instruction Provent enAndriano LeeNo ratings yet
- OKIMAT IPS - OKIMAT IPSe - OKIMAT EPS. Installation Instructions. (Translation of The Original Installation Instructions)Document36 pagesOKIMAT IPS - OKIMAT IPSe - OKIMAT EPS. Installation Instructions. (Translation of The Original Installation Instructions)RAMON CANDIDONo ratings yet
- 5153 enDocument51 pages5153 ensafdar nawazNo ratings yet
- GR 300EX 1 Operation ManualDocument286 pagesGR 300EX 1 Operation ManualIynsmla100% (1)
- Kioti Daedong DK751 (C), DK901 (C), DK753 (C), DK903 (C) Tractors Service ManualDocument19 pagesKioti Daedong DK751 (C), DK901 (C), DK753 (C), DK903 (C) Tractors Service ManualLisakolyNo ratings yet
- Dlr-Ms Clamshell Issue 3Document28 pagesDlr-Ms Clamshell Issue 3Rafael Almeida CostaNo ratings yet
- Evisa SeriesDocument40 pagesEvisa SeriesDiego Armando Carrera palmaNo ratings yet
- New Holland E40.2SR E50.2SR Mini Crawler Excavators Service Repair ManualDocument21 pagesNew Holland E40.2SR E50.2SR Mini Crawler Excavators Service Repair ManualggjjjjotonesNo ratings yet
- Thyssen Brake Control BSV1Document25 pagesThyssen Brake Control BSV1Tecwyn WebsterNo ratings yet
- Risk Assessment Demag All Terrain CraneDocument50 pagesRisk Assessment Demag All Terrain Craneahmed ibrahimNo ratings yet
- Manuals Bettis Pressureguard Self Contained Hydraulic Emergency Shutdown Systems For Rotary Non Api 6a Linear Valves Bettis en en 6026316Document28 pagesManuals Bettis Pressureguard Self Contained Hydraulic Emergency Shutdown Systems For Rotary Non Api 6a Linear Valves Bettis en en 6026316ERASMO PEREZ IZQUIERDONo ratings yet
- APV Membrane Valve Delta M4 Operating Manual PDFDocument45 pagesAPV Membrane Valve Delta M4 Operating Manual PDFEmerson IpialesNo ratings yet
- Original Assembly Instructions - English: Turbocharger / TPL-BDocument20 pagesOriginal Assembly Instructions - English: Turbocharger / TPL-BDimitris KNo ratings yet
- 1 PH 728Document82 pages1 PH 728Brian AlbarracínNo ratings yet
- Enerpac ATM ManualDocument11 pagesEnerpac ATM ManualTitanplyNo ratings yet
- Fly FranceDocument124 pagesFly FrancebugseNo ratings yet
- 8.1 O&M-KAT B 1310 EKN Edition2 en 11 09.unlockedDocument16 pages8.1 O&M-KAT B 1310 EKN Edition2 en 11 09.unlockeddarinnavilNo ratings yet
- BEFCO-ROTARY RAKES ManualDocument52 pagesBEFCO-ROTARY RAKES ManualNanda KumarNo ratings yet
- Engine Instructions Manual: Mini 17, Mini 26, Mini 29 Mini 33, Mini 44, Mini 55Document48 pagesEngine Instructions Manual: Mini 17, Mini 26, Mini 29 Mini 33, Mini 44, Mini 55koaa85No ratings yet
- Instructions en de FR Es It Ru CN 2020Document164 pagesInstructions en de FR Es It Ru CN 2020J HarioNo ratings yet
- Assurance Technologies Principles and Practices: A Product, Process, and System Safety PerspectiveFrom EverandAssurance Technologies Principles and Practices: A Product, Process, and System Safety PerspectiveNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Actividad 2 Control de Mantenimiento 2024 Jhon VianaDocument405 pagesActividad 2 Control de Mantenimiento 2024 Jhon VianaHarold Edmundo Calvache VallejoNo ratings yet
- BP - SchedulingDocument10 pagesBP - SchedulingHarold Edmundo Calvache VallejoNo ratings yet
- Page 1Document2 pagesPage 1Harold Edmundo Calvache VallejoNo ratings yet
- Ejemplo Rol de Un Programador de MantenimientoDocument3 pagesEjemplo Rol de Un Programador de MantenimientoHarold Edmundo Calvache VallejoNo ratings yet
- Act Control ModificadaDocument111 pagesAct Control ModificadaHarold Edmundo Calvache VallejoNo ratings yet
- Symptoms of Ineffective Maintenance PlanningDocument3 pagesSymptoms of Ineffective Maintenance PlanningHarold Edmundo Calvache VallejoNo ratings yet
- Actividad 1 Control de Mantenimiento 2022 Indicadores - EntregableDocument47 pagesActividad 1 Control de Mantenimiento 2022 Indicadores - EntregableHarold Edmundo Calvache VallejoNo ratings yet
- Plann MaintenanceDocument7 pagesPlann MaintenanceHarold Edmundo Calvache VallejoNo ratings yet
- UReason Return On Investment Calculator TemplateDocument36 pagesUReason Return On Investment Calculator TemplateHarold Edmundo Calvache VallejoNo ratings yet
- Actividad 1 Control de Mantenimiento 2022 - PROPIODocument45 pagesActividad 1 Control de Mantenimiento 2022 - PROPIOHarold Edmundo Calvache VallejoNo ratings yet
- Tappi EnergyDocument38 pagesTappi EnergyHarold Edmundo Calvache VallejoNo ratings yet
- A Survey Method For Characterizing Daily Life Experience: The Day Reconstruction MethodDocument22 pagesA Survey Method For Characterizing Daily Life Experience: The Day Reconstruction MethodHarold Edmundo Calvache VallejoNo ratings yet
- Disponibilidad Total 2021Document58 pagesDisponibilidad Total 2021Harold Edmundo Calvache VallejoNo ratings yet
- Benchmarking Best Practices: An Integrated Approach: Khurrum S. Bhutta and Faizul HuqDocument15 pagesBenchmarking Best Practices: An Integrated Approach: Khurrum S. Bhutta and Faizul HuqHarold Edmundo Calvache VallejoNo ratings yet
- How To Make ISO 55000 and ISO 55001 SuccessfulDocument7 pagesHow To Make ISO 55000 and ISO 55001 SuccessfulHarold Edmundo Calvache VallejoNo ratings yet
- Astm A335 PDFDocument11 pagesAstm A335 PDFJACILDO SOARES CAVALCANTE100% (1)
- Ebook Computer Organization and Design Risc V 1St Edition Patterson Solutions Manual Full Chapter PDFDocument47 pagesEbook Computer Organization and Design Risc V 1St Edition Patterson Solutions Manual Full Chapter PDFjoanneesparzagwjxmyqont100% (13)
- SWOT Analysis of Asian Paints Analyses The BrandDocument2 pagesSWOT Analysis of Asian Paints Analyses The Brandparth100% (1)
- The 5 R'S: An Emerging Bold Standard For Conducting Relevant Research in A Changing WorldDocument9 pagesThe 5 R'S: An Emerging Bold Standard For Conducting Relevant Research in A Changing WorldFotachi IrinaNo ratings yet
- History of Architecture 1: Course GuideDocument7 pagesHistory of Architecture 1: Course GuideIverson AlmazanNo ratings yet
- Case 3-2017 Waste ManagementDocument18 pagesCase 3-2017 Waste ManagementShaameswary AnnadoraiNo ratings yet
- VCD 10 API GuideDocument212 pagesVCD 10 API GuideshrihnNo ratings yet
- Media and Information Literacy Prelims Reviewer PDFDocument7 pagesMedia and Information Literacy Prelims Reviewer PDFElishaNo ratings yet
- An Analysis of The Bhopal AccidentDocument13 pagesAn Analysis of The Bhopal AccidenthiryanizamNo ratings yet
- Soneye Adebayo CVDocument4 pagesSoneye Adebayo CVBayo SoneyeNo ratings yet
- After Cooler InspectionAE3Document1 pageAfter Cooler InspectionAE3boy qsiNo ratings yet
- United States Food and Drug Administration (Usfda)Document50 pagesUnited States Food and Drug Administration (Usfda)Hyma RamakrishnaNo ratings yet
- Amadeus Galileo NotesDocument4 pagesAmadeus Galileo NotesVikasSahuNo ratings yet
- OctaneRenderUserManualBeta2 46Document137 pagesOctaneRenderUserManualBeta2 46Romeo CostanNo ratings yet
- Revised Programme Presentation - 23 May 14Document11 pagesRevised Programme Presentation - 23 May 14kunalkhubaniNo ratings yet
- TP Link Omada Eap230 WallDocument2 pagesTP Link Omada Eap230 WallrubenruizcanonNo ratings yet
- II yr/III Sem/Mech/EEE 2 Marks With Answers Unit-VDocument5 pagesII yr/III Sem/Mech/EEE 2 Marks With Answers Unit-VanunilaNo ratings yet
- Second Revision) : Countersunk Flat Head Screws (Common Head Style) With Type HOR Type Cross Recess - Product Grade ADocument10 pagesSecond Revision) : Countersunk Flat Head Screws (Common Head Style) With Type HOR Type Cross Recess - Product Grade Akumar QANo ratings yet
- (Dis) Honesty - The Truth About Lies: A Companion Film Discussion & Activity GuideDocument3 pages(Dis) Honesty - The Truth About Lies: A Companion Film Discussion & Activity GuideKevin MalloryNo ratings yet
- Energy Dissipation Capacity of Flexure-Dominated Reinforced Concrete MembersDocument12 pagesEnergy Dissipation Capacity of Flexure-Dominated Reinforced Concrete Members01010No ratings yet
- Sem 3 Module 3Document5 pagesSem 3 Module 3Joshua HernandezNo ratings yet
- Summative Test Module 4 Tle Ict CSS 9Document2 pagesSummative Test Module 4 Tle Ict CSS 9Ronaldo Oloroso Abinal Jr.No ratings yet
- 08 Polycom InspectionDocument33 pages08 Polycom InspectionAnita Fernandez C.100% (4)
- Fundamental of Electric DrivesDocument9 pagesFundamental of Electric DrivesKuldeepNo ratings yet
- (MIÑOZA - Wen Roniel Badayos) - PKYF 2023 Application EssayDocument3 pages(MIÑOZA - Wen Roniel Badayos) - PKYF 2023 Application EssayWen MinozaNo ratings yet
- Allwinner H3 Datasheet V1.1Document616 pagesAllwinner H3 Datasheet V1.1Daniel Trejo0% (1)
- SS-Lab Manual PDFDocument57 pagesSS-Lab Manual PDFAbhishek SukumarNo ratings yet