
Weld Set Reference: Z194539 Power Wave® S350 (Imperial Units)
Weld Set Reference: Z194539 Power Wave® S350 (Imperial Units)
You might also like
- A320 LimitationsDocument1 pageA320 LimitationsKrystal Yeoh100% (7)
- 2019 Kawasaki Brute Force 750 4x4i 1Document197 pages2019 Kawasaki Brute Force 750 4x4i 1Cristhian De La Barra100% (1)
- Ferrite Content MeasurementDocument13 pagesFerrite Content MeasurementElizabeth SpenceNo ratings yet
- 7724C3864 DrawingDocument1 page7724C3864 DrawingSuresh varma AkulaNo ratings yet
- Optical Fiber. Single Mode. G652D: H1M2xxxxxxx-Ed1Document2 pagesOptical Fiber. Single Mode. G652D: H1M2xxxxxxx-Ed1sarldjuraticNo ratings yet
- Datasheet Vega Cc12 HPDocument1 pageDatasheet Vega Cc12 HPOscar CanonNo ratings yet
- CXP-4MT-12: 4.3-10 Male Connector For 1/2" Annular CableDocument1 pageCXP-4MT-12: 4.3-10 Male Connector For 1/2" Annular CableCesar RinconNo ratings yet
- GMP 1 0Document4 pagesGMP 1 0rasoolNo ratings yet
- Yag Comparison ChartDocument2 pagesYag Comparison ChartAbiNo ratings yet
- Tu-863p MF - DatasheetDocument2 pagesTu-863p MF - Datasheethuan nguyenNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsDocument4 pagesUltrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsEDER RIBEIRONo ratings yet
- Apt15d40k (G) GDocument5 pagesApt15d40k (G) GmylitalindaNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: Dual Die Isotop PackageDocument4 pagesUltrafast Soft Recovery Rectifier Diode: Dual Die Isotop PackageMahtab HassanzadehNo ratings yet
- 1.8m C, Ku, Ka-Band Offset VSAT AntennaDocument1 page1.8m C, Ku, Ka-Band Offset VSAT AntennaQUNZHI ZHANGNo ratings yet
- 3.0m C, Ku-Band VSAT AntennaDocument1 page3.0m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- WPS Mig 2Document1 pageWPS Mig 2rafetguzelsoyNo ratings yet
- MUR3020WT InternationalRectifierDocument7 pagesMUR3020WT InternationalRectifierjcsanchezortega78No ratings yet
- Apt15dq100k (G) DDocument5 pagesApt15dq100k (G) DAmine HousniNo ratings yet
- Magtest My-2: The New My-2 Is The Smallest and Lightest Electromagnetic Yoke Currently AvailableDocument1 pageMagtest My-2: The New My-2 Is The Smallest and Lightest Electromagnetic Yoke Currently AvailableIsmailBelguithNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: 1200V 60A APT60D120B APT60D120S APT60D120BG APT60D120SGDocument4 pagesUltrafast Soft Recovery Rectifier Diode: 1200V 60A APT60D120B APT60D120S APT60D120BG APT60D120SGWilson LlumanNo ratings yet
- KA-6025_DatasheetDocument5 pagesKA-6025_DatasheetsamithajkNo ratings yet
- Excelitas C30659 Series DatasheetDocument11 pagesExcelitas C30659 Series Datasheetasimkumar2222No ratings yet
- Starwin 4.5m Earth Station Antenna Datasheet (Ring Focus) - YDocument5 pagesStarwin 4.5m Earth Station Antenna Datasheet (Ring Focus) - YAyoola oNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsDocument5 pagesUltrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product Applicationsalaa delewarNo ratings yet
- Pipeliner 70S-G: Conformances Key FeaturesDocument2 pagesPipeliner 70S-G: Conformances Key FeaturesZanuardi YahyaNo ratings yet
- SFP CatalogDocument1 pageSFP CatalogNick NavarraNo ratings yet
- 2.4m C, Ku-Band VSAT AntennaDocument1 page2.4m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- 60APU02Document7 pages60APU02Abderrahim ErragragyNo ratings yet
- Supra50 SP510 Eng Maglabv11Document11 pagesSupra50 SP510 Eng Maglabv11Mohammadehsan SalarpourNo ratings yet
- 3.7m C, Ku-Band VSAT AntennaDocument1 page3.7m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- 4.5m C, Ku-Band VSAT AntennaDocument1 page4.5m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- Leaflet GVPF 750 - 1000M Mec-EnDocument2 pagesLeaflet GVPF 750 - 1000M Mec-EnRené Rocha MolinaNo ratings yet
- SA5.0 SA180CA: FeaturesDocument5 pagesSA5.0 SA180CA: FeaturesThaynar BarbosaNo ratings yet
- Specification Sheet GCMS-QP2020 NXDocument2 pagesSpecification Sheet GCMS-QP2020 NXwisang geniNo ratings yet
- Semiconductor Technical Data: Scrs 1.5 Amperes Rms 50 Thru 600 VOLTSDocument6 pagesSemiconductor Technical Data: Scrs 1.5 Amperes Rms 50 Thru 600 VOLTSY. Leonel MolinaNo ratings yet
- High Frequency Wire Wound TransformersDocument6 pagesHigh Frequency Wire Wound Transformersbruno magalhãesNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Semiconductor Technical Data: Ultrafast Rectifiers 30 Amperes 200-400-600 VOLTSDocument7 pagesSemiconductor Technical Data: Ultrafast Rectifiers 30 Amperes 200-400-600 VOLTSkrishnaNo ratings yet
- Compact Pressure Switch Series 9692X: Explosion ProofDocument1 pageCompact Pressure Switch Series 9692X: Explosion ProofargaNo ratings yet
- Tuc-872 SLKDocument2 pagesTuc-872 SLKmNo ratings yet
- ADE9000 Product HighlightDocument2 pagesADE9000 Product HighlightJorge Luis Cid TepoleNo ratings yet
- S3a Series - L1708-1224229Document7 pagesS3a Series - L1708-1224229Cristián CardonaNo ratings yet
- Analogue Signal Limits-1Document6 pagesAnalogue Signal Limits-1Archiford NdhlovuNo ratings yet
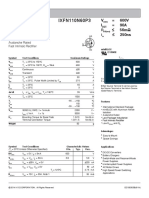
- Ixfn110N60P3: V 600V I 90A Polar3 Hiperfet Power MosfetDocument5 pagesIxfn110N60P3: V 600V I 90A Polar3 Hiperfet Power MosfetCristhian CairaNo ratings yet
- QSFP28-100G-LR4 100Gb/s QSFP28 LR4 Transceiver: Product FeaturesDocument8 pagesQSFP28-100G-LR4 100Gb/s QSFP28 LR4 Transceiver: Product Featuresthaithuy_gtvtNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Thunderclad 1+ - DatasheetDocument2 pagesThunderclad 1+ - Datasheethuan nguyenNo ratings yet
- Maxtar 200 La-ZzDocument142 pagesMaxtar 200 La-ZzNoe AriasNo ratings yet
- PF200-technical-data-sheetDocument16 pagesPF200-technical-data-sheetAbeng YogtaNo ratings yet
- D&M Technical Spec SSD-1X - BNDocument18 pagesD&M Technical Spec SSD-1X - BNMarc LefrancqNo ratings yet
- GT-B2100 SVCM Final Anyservice 090708Document87 pagesGT-B2100 SVCM Final Anyservice 090708olger huancara gasparaNo ratings yet
- 2N6240 DDocument5 pages2N6240 Danon-935140100% (1)
- S3Ab - S3Mb: Taiwan SemiconductorDocument6 pagesS3Ab - S3Mb: Taiwan SemiconductorNaveed MalikNo ratings yet
- La Lm40niv2 Infrared Laser Diode Chip - ElectrovergeDocument5 pagesLa Lm40niv2 Infrared Laser Diode Chip - ElectrovergeElectrovergeNo ratings yet
- Reverse Blocking Triode Thyristors: Semiconductor Technical DataDocument4 pagesReverse Blocking Triode Thyristors: Semiconductor Technical DataYoshiZHNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- GW CS8PM1.PM - enDocument22 pagesGW CS8PM1.PM - enHasanErkelNo ratings yet
- Mapex An0920sn 1Document1 pageMapex An0920sn 1Muhd IzzurinNo ratings yet
- DatasheetDocument3 pagesDatasheetJuanNo ratings yet
- WIC1MANUALDocument56 pagesWIC1MANUALCristhian De La BarraNo ratings yet
- Calc Tensionador 30PLG 600Document1 pageCalc Tensionador 30PLG 600Cristhian De La BarraNo ratings yet
- Torque RT-03 PDFDocument3 pagesTorque RT-03 PDFCristhian De La BarraNo ratings yet
- Experimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFDocument7 pagesExperimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFfaisalNo ratings yet
- Introduction To WeldingDocument16 pagesIntroduction To WeldingcfcshakerNo ratings yet
- Selectrode: 317L Flux Coated TigDocument3 pagesSelectrode: 317L Flux Coated TigUta GilangNo ratings yet
- Prem Fouress ReportDocument23 pagesPrem Fouress ReportNithish Chandrashekar100% (1)
- Division of Cebu Province: Republic of The PhilippinesDocument154 pagesDivision of Cebu Province: Republic of The PhilippinesDominic Dalton CalingNo ratings yet
- Isgec Project Report 2Document24 pagesIsgec Project Report 2Manu BhaRdWaJNo ratings yet
- Note & ReportDocument40 pagesNote & Reportvinkumar_hbtiNo ratings yet
- UWA Product ListDocument43 pagesUWA Product Listganho.lareshNo ratings yet
- 1 Dec2008Document9 pages1 Dec2008el_sharkawy2011No ratings yet
- Thermal Arc 161sDocument58 pagesThermal Arc 161srquinchia1No ratings yet
- Study The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingDocument8 pagesStudy The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingBasim Al-bhadleNo ratings yet
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFDocument87 pagesArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaNo ratings yet
- Commercial Catalog PIVADocument12 pagesCommercial Catalog PIVAVanja Zoric SundicNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables SAIC-W-2010 15-Jul-18 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables SAIC-W-2010 15-Jul-18 Weldm4metz100% (1)
- Module 6 PDFDocument180 pagesModule 6 PDFyoustruelyNo ratings yet
- Literature ReviewDocument13 pagesLiterature ReviewDavid RajaselvamNo ratings yet
- Dynasty 400 y 800Document8 pagesDynasty 400 y 800kevinNo ratings yet
- American Welding Society (AWS) Standards: Code DescriptionDocument7 pagesAmerican Welding Society (AWS) Standards: Code DescriptionZainudinNo ratings yet
- Tic MachineDocument33 pagesTic MachineDaniel AlmendarezNo ratings yet
- MIG-200L ManualDocument30 pagesMIG-200L ManualV-Man systemNo ratings yet
- AY140 Remote Controls EnglishDocument2 pagesAY140 Remote Controls EnglishTaher MassahNo ratings yet
- Welding Thesis StatementDocument5 pagesWelding Thesis Statementhcivczwff100% (1)
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocument59 pagesT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillNo ratings yet
- ARC Welding MachineDocument7 pagesARC Welding MachineSAATISHNo ratings yet
- Welding CodeDocument14 pagesWelding CodeKureiNo ratings yet
- Solid Rocket Motor (Batch No. 10)Document39 pagesSolid Rocket Motor (Batch No. 10)Sharekh PathanNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument8 pagesSurface & Coatings Technology: SciencedirectVikrant Saumitra mm20d401No ratings yet
- Service Manual Gysmi 161: Read/DownloadDocument2 pagesService Manual Gysmi 161: Read/DownloadIgorNo ratings yet
- Application Notes Welding (English)Document8 pagesApplication Notes Welding (English)metallurgist100% (6)























































































Download as pdf or txt
You might also like
- A320 LimitationsDocument1 pageA320 LimitationsKrystal Yeoh100% (7)
- 2019 Kawasaki Brute Force 750 4x4i 1Document197 pages2019 Kawasaki Brute Force 750 4x4i 1Cristhian De La Barra100% (1)
- Ferrite Content MeasurementDocument13 pagesFerrite Content MeasurementElizabeth SpenceNo ratings yet
- 7724C3864 DrawingDocument1 page7724C3864 DrawingSuresh varma AkulaNo ratings yet
- Optical Fiber. Single Mode. G652D: H1M2xxxxxxx-Ed1Document2 pagesOptical Fiber. Single Mode. G652D: H1M2xxxxxxx-Ed1sarldjuraticNo ratings yet
- Datasheet Vega Cc12 HPDocument1 pageDatasheet Vega Cc12 HPOscar CanonNo ratings yet
- CXP-4MT-12: 4.3-10 Male Connector For 1/2" Annular CableDocument1 pageCXP-4MT-12: 4.3-10 Male Connector For 1/2" Annular CableCesar RinconNo ratings yet
- GMP 1 0Document4 pagesGMP 1 0rasoolNo ratings yet
- Yag Comparison ChartDocument2 pagesYag Comparison ChartAbiNo ratings yet
- Tu-863p MF - DatasheetDocument2 pagesTu-863p MF - Datasheethuan nguyenNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsDocument4 pagesUltrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsEDER RIBEIRONo ratings yet
- Apt15d40k (G) GDocument5 pagesApt15d40k (G) GmylitalindaNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: Dual Die Isotop PackageDocument4 pagesUltrafast Soft Recovery Rectifier Diode: Dual Die Isotop PackageMahtab HassanzadehNo ratings yet
- 1.8m C, Ku, Ka-Band Offset VSAT AntennaDocument1 page1.8m C, Ku, Ka-Band Offset VSAT AntennaQUNZHI ZHANGNo ratings yet
- 3.0m C, Ku-Band VSAT AntennaDocument1 page3.0m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- WPS Mig 2Document1 pageWPS Mig 2rafetguzelsoyNo ratings yet
- MUR3020WT InternationalRectifierDocument7 pagesMUR3020WT InternationalRectifierjcsanchezortega78No ratings yet
- Apt15dq100k (G) DDocument5 pagesApt15dq100k (G) DAmine HousniNo ratings yet
- Magtest My-2: The New My-2 Is The Smallest and Lightest Electromagnetic Yoke Currently AvailableDocument1 pageMagtest My-2: The New My-2 Is The Smallest and Lightest Electromagnetic Yoke Currently AvailableIsmailBelguithNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: 1200V 60A APT60D120B APT60D120S APT60D120BG APT60D120SGDocument4 pagesUltrafast Soft Recovery Rectifier Diode: 1200V 60A APT60D120B APT60D120S APT60D120BG APT60D120SGWilson LlumanNo ratings yet
- KA-6025_DatasheetDocument5 pagesKA-6025_DatasheetsamithajkNo ratings yet
- Excelitas C30659 Series DatasheetDocument11 pagesExcelitas C30659 Series Datasheetasimkumar2222No ratings yet
- Starwin 4.5m Earth Station Antenna Datasheet (Ring Focus) - YDocument5 pagesStarwin 4.5m Earth Station Antenna Datasheet (Ring Focus) - YAyoola oNo ratings yet
- Ultrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsDocument5 pagesUltrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product Applicationsalaa delewarNo ratings yet
- Pipeliner 70S-G: Conformances Key FeaturesDocument2 pagesPipeliner 70S-G: Conformances Key FeaturesZanuardi YahyaNo ratings yet
- SFP CatalogDocument1 pageSFP CatalogNick NavarraNo ratings yet
- 2.4m C, Ku-Band VSAT AntennaDocument1 page2.4m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- 60APU02Document7 pages60APU02Abderrahim ErragragyNo ratings yet
- Supra50 SP510 Eng Maglabv11Document11 pagesSupra50 SP510 Eng Maglabv11Mohammadehsan SalarpourNo ratings yet
- 3.7m C, Ku-Band VSAT AntennaDocument1 page3.7m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- 4.5m C, Ku-Band VSAT AntennaDocument1 page4.5m C, Ku-Band VSAT AntennaQUNZHI ZHANGNo ratings yet
- Leaflet GVPF 750 - 1000M Mec-EnDocument2 pagesLeaflet GVPF 750 - 1000M Mec-EnRené Rocha MolinaNo ratings yet
- SA5.0 SA180CA: FeaturesDocument5 pagesSA5.0 SA180CA: FeaturesThaynar BarbosaNo ratings yet
- Specification Sheet GCMS-QP2020 NXDocument2 pagesSpecification Sheet GCMS-QP2020 NXwisang geniNo ratings yet
- Semiconductor Technical Data: Scrs 1.5 Amperes Rms 50 Thru 600 VOLTSDocument6 pagesSemiconductor Technical Data: Scrs 1.5 Amperes Rms 50 Thru 600 VOLTSY. Leonel MolinaNo ratings yet
- High Frequency Wire Wound TransformersDocument6 pagesHigh Frequency Wire Wound Transformersbruno magalhãesNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Semiconductor Technical Data: Ultrafast Rectifiers 30 Amperes 200-400-600 VOLTSDocument7 pagesSemiconductor Technical Data: Ultrafast Rectifiers 30 Amperes 200-400-600 VOLTSkrishnaNo ratings yet
- Compact Pressure Switch Series 9692X: Explosion ProofDocument1 pageCompact Pressure Switch Series 9692X: Explosion ProofargaNo ratings yet
- Tuc-872 SLKDocument2 pagesTuc-872 SLKmNo ratings yet
- ADE9000 Product HighlightDocument2 pagesADE9000 Product HighlightJorge Luis Cid TepoleNo ratings yet
- S3a Series - L1708-1224229Document7 pagesS3a Series - L1708-1224229Cristián CardonaNo ratings yet
- Analogue Signal Limits-1Document6 pagesAnalogue Signal Limits-1Archiford NdhlovuNo ratings yet
- Ixfn110N60P3: V 600V I 90A Polar3 Hiperfet Power MosfetDocument5 pagesIxfn110N60P3: V 600V I 90A Polar3 Hiperfet Power MosfetCristhian CairaNo ratings yet
- QSFP28-100G-LR4 100Gb/s QSFP28 LR4 Transceiver: Product FeaturesDocument8 pagesQSFP28-100G-LR4 100Gb/s QSFP28 LR4 Transceiver: Product Featuresthaithuy_gtvtNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Thunderclad 1+ - DatasheetDocument2 pagesThunderclad 1+ - Datasheethuan nguyenNo ratings yet
- Maxtar 200 La-ZzDocument142 pagesMaxtar 200 La-ZzNoe AriasNo ratings yet
- PF200-technical-data-sheetDocument16 pagesPF200-technical-data-sheetAbeng YogtaNo ratings yet
- D&M Technical Spec SSD-1X - BNDocument18 pagesD&M Technical Spec SSD-1X - BNMarc LefrancqNo ratings yet
- GT-B2100 SVCM Final Anyservice 090708Document87 pagesGT-B2100 SVCM Final Anyservice 090708olger huancara gasparaNo ratings yet
- 2N6240 DDocument5 pages2N6240 Danon-935140100% (1)
- S3Ab - S3Mb: Taiwan SemiconductorDocument6 pagesS3Ab - S3Mb: Taiwan SemiconductorNaveed MalikNo ratings yet
- La Lm40niv2 Infrared Laser Diode Chip - ElectrovergeDocument5 pagesLa Lm40niv2 Infrared Laser Diode Chip - ElectrovergeElectrovergeNo ratings yet
- Reverse Blocking Triode Thyristors: Semiconductor Technical DataDocument4 pagesReverse Blocking Triode Thyristors: Semiconductor Technical DataYoshiZHNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- GW CS8PM1.PM - enDocument22 pagesGW CS8PM1.PM - enHasanErkelNo ratings yet
- Mapex An0920sn 1Document1 pageMapex An0920sn 1Muhd IzzurinNo ratings yet
- DatasheetDocument3 pagesDatasheetJuanNo ratings yet
- WIC1MANUALDocument56 pagesWIC1MANUALCristhian De La BarraNo ratings yet
- Calc Tensionador 30PLG 600Document1 pageCalc Tensionador 30PLG 600Cristhian De La BarraNo ratings yet
- Torque RT-03 PDFDocument3 pagesTorque RT-03 PDFCristhian De La BarraNo ratings yet
- Experimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFDocument7 pagesExperimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFfaisalNo ratings yet
- Introduction To WeldingDocument16 pagesIntroduction To WeldingcfcshakerNo ratings yet
- Selectrode: 317L Flux Coated TigDocument3 pagesSelectrode: 317L Flux Coated TigUta GilangNo ratings yet
- Prem Fouress ReportDocument23 pagesPrem Fouress ReportNithish Chandrashekar100% (1)
- Division of Cebu Province: Republic of The PhilippinesDocument154 pagesDivision of Cebu Province: Republic of The PhilippinesDominic Dalton CalingNo ratings yet
- Isgec Project Report 2Document24 pagesIsgec Project Report 2Manu BhaRdWaJNo ratings yet
- Note & ReportDocument40 pagesNote & Reportvinkumar_hbtiNo ratings yet
- UWA Product ListDocument43 pagesUWA Product Listganho.lareshNo ratings yet
- 1 Dec2008Document9 pages1 Dec2008el_sharkawy2011No ratings yet
- Thermal Arc 161sDocument58 pagesThermal Arc 161srquinchia1No ratings yet
- Study The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingDocument8 pagesStudy The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingBasim Al-bhadleNo ratings yet
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFDocument87 pagesArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaNo ratings yet
- Commercial Catalog PIVADocument12 pagesCommercial Catalog PIVAVanja Zoric SundicNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables SAIC-W-2010 15-Jul-18 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables SAIC-W-2010 15-Jul-18 Weldm4metz100% (1)
- Module 6 PDFDocument180 pagesModule 6 PDFyoustruelyNo ratings yet
- Literature ReviewDocument13 pagesLiterature ReviewDavid RajaselvamNo ratings yet
- Dynasty 400 y 800Document8 pagesDynasty 400 y 800kevinNo ratings yet
- American Welding Society (AWS) Standards: Code DescriptionDocument7 pagesAmerican Welding Society (AWS) Standards: Code DescriptionZainudinNo ratings yet
- Tic MachineDocument33 pagesTic MachineDaniel AlmendarezNo ratings yet
- MIG-200L ManualDocument30 pagesMIG-200L ManualV-Man systemNo ratings yet
- AY140 Remote Controls EnglishDocument2 pagesAY140 Remote Controls EnglishTaher MassahNo ratings yet
- Welding Thesis StatementDocument5 pagesWelding Thesis Statementhcivczwff100% (1)
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocument59 pagesT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillNo ratings yet
- ARC Welding MachineDocument7 pagesARC Welding MachineSAATISHNo ratings yet
- Welding CodeDocument14 pagesWelding CodeKureiNo ratings yet
- Solid Rocket Motor (Batch No. 10)Document39 pagesSolid Rocket Motor (Batch No. 10)Sharekh PathanNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument8 pagesSurface & Coatings Technology: SciencedirectVikrant Saumitra mm20d401No ratings yet
- Service Manual Gysmi 161: Read/DownloadDocument2 pagesService Manual Gysmi 161: Read/DownloadIgorNo ratings yet
- Application Notes Welding (English)Document8 pagesApplication Notes Welding (English)metallurgist100% (6)