Download as pdf or txt
You might also like
- Index: 3-A Sanitary Standards, 3-A Accepted Practices, E-3-A Sanitary Standards, & P3-A Sanitary StandardsDocument4 pagesIndex: 3-A Sanitary Standards, 3-A Accepted Practices, E-3-A Sanitary Standards, & P3-A Sanitary StandardsCHRISTIAN ZAVALA100% (1)
- Pharmaceutical 3-A (P3-A) P3A - 2 - 2008Document23 pagesPharmaceutical 3-A (P3-A) P3A - 2 - 2008CHRISTIAN ZAVALANo ratings yet
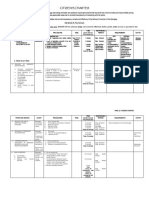
- Citizens CharterDocument3 pagesCitizens CharterChona Dabu100% (1)
- An Assignment On Business Ethics..Document11 pagesAn Assignment On Business Ethics..Rahul Dhurka100% (1)
- 3-A Sanitary Standards For Centrifugal Separators and Clarifiers, Number 21-01Document17 pages3-A Sanitary Standards For Centrifugal Separators and Clarifiers, Number 21-01CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00Document9 pages3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standards For Mechanical Strainers, Number 87-00Document18 pages3-A Sanitary Standards For Mechanical Strainers, Number 87-00CHRISTIAN ZAVALA100% (1)
- E-3-A Sanitary Standards For Shell Egg Washers, Number E-L500Document4 pagesE-3-A Sanitary Standards For Shell Egg Washers, Number E-L500CHRISTIAN ZAVALANo ratings yet
- 3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05Document14 pages3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05CHRISTIAN ZAVALA100% (1)
- 3-A Sanitary Standards For Uninsulated Tanks For Milk and Milk Products, Number 32-03Document10 pages3-A Sanitary Standards For Uninsulated Tanks For Milk and Milk Products, Number 32-03CHRISTIAN ZAVALA100% (1)
- 3-A Sanitary Standards - 05-15Document12 pages3-A Sanitary Standards - 05-15CHRISTIAN ZAVALA100% (2)
- 3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08Document15 pages3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08CHRISTIAN ZAVALANo ratings yet
- Dairy Accepted Equipment List PDFDocument181 pagesDairy Accepted Equipment List PDFOmid Gh100% (1)
- 3-A Accepted Practices For A Method of Producing Culinary Steam, Number 609-03Document8 pages3-A Accepted Practices For A Method of Producing Culinary Steam, Number 609-03CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standards For Multiple-Use Plastic Materials, Number 20-27Document16 pages3-A Sanitary Standards For Multiple-Use Plastic Materials, Number 20-27CHRISTIAN ZAVALANo ratings yet
- Hygienic Piping PresentationDocument18 pagesHygienic Piping Presentation12101982100% (2)
- 3-A Accepted Practices For Farm Milk Cooling and Storage Systems, Number 611-00Document10 pages3-A Accepted Practices For Farm Milk Cooling and Storage Systems, Number 611-00CHRISTIAN ZAVALANo ratings yet
- Hygienic Piping DesignDocument10 pagesHygienic Piping Designchintan0910No ratings yet
- Hygienic Piping EngineeringDocument19 pagesHygienic Piping Engineeringqwu_sudha100% (1)
- 3-A Sanitary Standard For Machine Leveling Feet and SupportsDocument15 pages3-A Sanitary Standard For Machine Leveling Feet and SupportsCHRISTIAN ZAVALA100% (1)
- 3-A Accepted Practices For Instantizing Systems, Number 608-02Document8 pages3-A Accepted Practices For Instantizing Systems, Number 608-02CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standard For Homogenizers and Reciprocating Pumps, Number 04-05Document26 pages3-A Sanitary Standard For Homogenizers and Reciprocating Pumps, Number 04-05CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00Document23 pages3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00CHRISTIAN ZAVALA100% (1)
- P3-A End Suction Centrifugal Pumps For Active Pharmaceutical Ingredients P3-A 003Document12 pagesP3-A End Suction Centrifugal Pumps For Active Pharmaceutical Ingredients P3-A 003CHRISTIAN ZAVALANo ratings yet
- Pharmaceutical 3-A (P3-A) P3A - 1 - 2008Document6 pagesPharmaceutical 3-A (P3-A) P3A - 1 - 2008CHRISTIAN ZAVALA100% (1)
- 603 07Document85 pages603 07CHRISTIAN ZAVALANo ratings yet
- 3-A Accepted Practice For Plant Environmental Air Quality, Number 612-00Document12 pages3-A Accepted Practice For Plant Environmental Air Quality, Number 612-00CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standards, IncDocument81 pages3-A Sanitary Standards, IncDarwin Barra TorresNo ratings yet
- Sanitary PumpsDocument140 pagesSanitary PumpsMessouaf FouadNo ratings yet
- Sanitary Design and Role of HACCP in SANITATION - HABUNGDocument13 pagesSanitary Design and Role of HACCP in SANITATION - HABUNGBhupen Hajong100% (1)
- Hygienic ProjectDocument225 pagesHygienic ProjectLuis Ramirez0% (1)
- Global Ehedg41 2015-07-04Document22 pagesGlobal Ehedg41 2015-07-04Kamonrat PangareanNo ratings yet
- Hygienic DesignDocument18 pagesHygienic DesignSarah Perez100% (1)
- Whitepaper - The Hygienic Design of Food Industry BrushwareDocument14 pagesWhitepaper - The Hygienic Design of Food Industry Brushwareiis98678100% (1)
- Criterios Higienicos para El Diseño de Equipos PDFDocument13 pagesCriterios Higienicos para El Diseño de Equipos PDFLuisa MontoyaNo ratings yet
- Food Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Document35 pagesFood Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Bhavesh100% (1)
- Hygienically Designed Equipment ENDocument7 pagesHygienically Designed Equipment ENjimmiilongNo ratings yet
- ACO Industrial DrainageDocument230 pagesACO Industrial DrainageJohnNo ratings yet
- SanitaryDesign 51820 PDFDocument33 pagesSanitaryDesign 51820 PDFRobert RossNo ratings yet
- 2017 07 EHEDG Doc. 47 Air Handling Article 3 PagesDocument3 pages2017 07 EHEDG Doc. 47 Air Handling Article 3 PageskktayNo ratings yet
- Europe EEMEA CIP Pest Management Dairy Suppliers 2015 PDFDocument92 pagesEurope EEMEA CIP Pest Management Dairy Suppliers 2015 PDFkunal shahNo ratings yet
- 3A No 33-01 Sanitary Standards For Polished Metal Tubing For Milk and Milk ProductsDocument2 pages3A No 33-01 Sanitary Standards For Polished Metal Tubing For Milk and Milk ProductsFrancisco TorresNo ratings yet
- SanitaryDesign 6319Document34 pagesSanitaryDesign 6319Bima Brajo Dilambung100% (1)
- Aervent Sterilizing Grade Filters C PDFDocument9 pagesAervent Sterilizing Grade Filters C PDFNoel GarciaNo ratings yet
- MSPharma Hygenic Design Presentation by GEA 20200901 PDFDocument59 pagesMSPharma Hygenic Design Presentation by GEA 20200901 PDFBashar JaafrehNo ratings yet
- Global Ehedg46Document40 pagesGlobal Ehedg46Kamonrat PangareanNo ratings yet
- EHEDG Glossary E 2013 PDFDocument20 pagesEHEDG Glossary E 2013 PDFAndrianus LontengNo ratings yet
- 2 Assessment of In-Place Cleanability 2004 - Updated 07Document17 pages2 Assessment of In-Place Cleanability 2004 - Updated 07Mtto y Proyecto VerterquimNo ratings yet
- Format Style ManualDocument65 pagesFormat Style ManualAndres Giuzio100% (1)
- Hydraulic Loading Dock Levelers: Engineered For SafetyDocument12 pagesHydraulic Loading Dock Levelers: Engineered For SafetyHenry VungtauNo ratings yet
- Food Design 1Document4 pagesFood Design 1neilradcliffeNo ratings yet
- Global Ehedg55Document73 pagesGlobal Ehedg55Kamonrat PangareanNo ratings yet
- Hygienic Design Guidelines 2002Document45 pagesHygienic Design Guidelines 2002chien_yu_lee100% (1)
- A 74 - 03 Qtc0ltaz PDFDocument45 pagesA 74 - 03 Qtc0ltaz PDFCHRISTIAN ZAVALANo ratings yet
- Lect09 10 Hygienic Design and Sanitation (02 10)Document9 pagesLect09 10 Hygienic Design and Sanitation (02 10)Abdelillah AdamiNo ratings yet
- General Notes and Specification: Septic Tank DetailDocument1 pageGeneral Notes and Specification: Septic Tank DetailCyril Alea100% (1)
- Principles of Hygienic Design enDocument12 pagesPrinciples of Hygienic Design enannop jintabutr100% (3)
- 3A Procedures Development Maintenance Standards Accepted Practices 9-13-2021Document26 pages3A Procedures Development Maintenance Standards Accepted Practices 9-13-2021RAFAEL GONZALEZNo ratings yet
- Hygienic Plant ManualDocument203 pagesHygienic Plant ManualDay StefanAtic100% (1)
- EHEDG Yearbook 2015 2016Document180 pagesEHEDG Yearbook 2015 2016mahesh100% (2)
- 3-A® Sanitary Standards 26-05Document12 pages3-A® Sanitary Standards 26-05CHRISTIAN ZAVALANo ratings yet
- Suncombe LTD, Jade House, Lockfield Avenue, Brimsdown, Enfield, Middlesex, EN37JY, United KingdomDocument4 pagesSuncombe LTD, Jade House, Lockfield Avenue, Brimsdown, Enfield, Middlesex, EN37JY, United KingdomMAHENDAR SINGHNo ratings yet
- 3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00Document23 pages3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00CHRISTIAN ZAVALA100% (1)
- 3-A Accepted Practices For Instantizing Systems, Number 608-02Document8 pages3-A Accepted Practices For Instantizing Systems, Number 608-02CHRISTIAN ZAVALANo ratings yet
- 603 07Document85 pages603 07CHRISTIAN ZAVALANo ratings yet
- 3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05Document14 pages3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05CHRISTIAN ZAVALA100% (1)
- 3-A Sanitary Standards For Mechanical Strainers, Number 87-00Document18 pages3-A Sanitary Standards For Mechanical Strainers, Number 87-00CHRISTIAN ZAVALA100% (1)
- 3-A Accepted Practices For A Method of Producing Culinary Steam, Number 609-03Document8 pages3-A Accepted Practices For A Method of Producing Culinary Steam, Number 609-03CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00Document9 pages3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standard For Machine Leveling Feet and SupportsDocument15 pages3-A Sanitary Standard For Machine Leveling Feet and SupportsCHRISTIAN ZAVALA100% (1)
- Angle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesDocument14 pagesAngle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesCHRISTIAN ZAVALANo ratings yet
- Surge Suppressors For Shipboard UseDocument9 pagesSurge Suppressors For Shipboard UseCHRISTIAN ZAVALANo ratings yet
- F 1476 - 01 Rje0nzyDocument14 pagesF 1476 - 01 Rje0nzyCHRISTIAN ZAVALANo ratings yet
- Rotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForDocument7 pagesRotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForCHRISTIAN ZAVALANo ratings yet
- F 1476 - 95 Rje0nzytotvbDocument14 pagesF 1476 - 95 Rje0nzytotvbCHRISTIAN ZAVALANo ratings yet
- Angle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesDocument14 pagesAngle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesCHRISTIAN ZAVALANo ratings yet
- Rotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForDocument8 pagesRotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForCHRISTIAN ZAVALANo ratings yet
- F 1546 - F 1546M - 96 Rje1ndytotyDocument6 pagesF 1546 - F 1546M - 96 Rje1ndytotyCHRISTIAN ZAVALANo ratings yet
- F 1547 - 99 Rje1ndcDocument43 pagesF 1547 - 99 Rje1ndcCHRISTIAN ZAVALANo ratings yet
- A 503 - A 503M - 99 Qtuwmy05oqDocument3 pagesA 503 - A 503M - 99 Qtuwmy05oqCHRISTIAN ZAVALANo ratings yet
- A 503 - A 503M - 01 R01 Qtuwmy9bntaztqDocument3 pagesA 503 - A 503M - 01 R01 Qtuwmy9bntaztqCHRISTIAN ZAVALANo ratings yet
- A 504 - 93 R99 QtuwnaDocument9 pagesA 504 - 93 R99 QtuwnaCHRISTIAN ZAVALANo ratings yet
- A 503 - A 503M - 01 Qtuwmy0wmqDocument3 pagesA 503 - A 503M - 01 Qtuwmy0wmqCHRISTIAN ZAVALANo ratings yet
- A 485 - 03 QTQ4NQDocument4 pagesA 485 - 03 QTQ4NQCHRISTIAN ZAVALANo ratings yet
- P3-A End Suction Centrifugal Pumps For Active Pharmaceutical Ingredients P3-A 003Document12 pagesP3-A End Suction Centrifugal Pumps For Active Pharmaceutical Ingredients P3-A 003CHRISTIAN ZAVALANo ratings yet
- F 1511 - 03 Rje1mtetukveDocument29 pagesF 1511 - 03 Rje1mtetukveCHRISTIAN ZAVALANo ratings yet
- E-3-A Sanitary Standards For Shell Egg Washers, Number E-L500Document4 pagesE-3-A Sanitary Standards For Shell Egg Washers, Number E-L500CHRISTIAN ZAVALANo ratings yet
- Turbine Blade Shop-Block 3 BhelDocument40 pagesTurbine Blade Shop-Block 3 Bheldeepak GuptaNo ratings yet
- New York City Subway: THE BronxDocument1 pageNew York City Subway: THE BronxPrincesa LizNo ratings yet
- ML Admin GuideDocument343 pagesML Admin GuidekarthiknehaNo ratings yet
- Lecture Notes-Basic Electrical and Electronics Engineering Notes PDFDocument30 pagesLecture Notes-Basic Electrical and Electronics Engineering Notes PDFMDR PRAPHU100% (1)
- Government Led Joint Assessment in Conflict Affected Districts of Xarardheere & Ceel DheerDocument9 pagesGovernment Led Joint Assessment in Conflict Affected Districts of Xarardheere & Ceel DheerBarre Moulid ShuqulNo ratings yet
- Study On Vehicle Loan Disbursement ProceDocument11 pagesStudy On Vehicle Loan Disbursement ProceRuby PrajapatiNo ratings yet
- 5 Basement Cu Belt Zambia PDFDocument51 pages5 Basement Cu Belt Zambia PDFAlberto Lobo-Guerrero SanzNo ratings yet
- Prof. Gandeza - Review Notes in Civil LawDocument58 pagesProf. Gandeza - Review Notes in Civil LawFlorenz Efren CacatianNo ratings yet
- Ultra 150 300 Ts FileDocument136 pagesUltra 150 300 Ts FileEmanuel GutierrezNo ratings yet
- Fusing Concurrent Orthogonal Wide-Aperture Sonar Images For Dense Underwater 3D ReconstructionDocument8 pagesFusing Concurrent Orthogonal Wide-Aperture Sonar Images For Dense Underwater 3D ReconstructionVincent WenNo ratings yet
- Material Safety Data Sheet: J218 Breaker J218Document8 pagesMaterial Safety Data Sheet: J218 Breaker J218sajad gohariNo ratings yet
- Syngas TrainDocument4 pagesSyngas TrainShamshuddin TanekhanNo ratings yet
- 74 HCT 148Document11 pages74 HCT 148Merényi OszkárNo ratings yet
- Company Profile - V2Document4 pagesCompany Profile - V2bhuvaneshelango2209No ratings yet
- KW950E Course RecorderDocument1 pageKW950E Course RecorderСКБ ФИОЛЕНТNo ratings yet
- Final Broucher 11-4 NewDocument3 pagesFinal Broucher 11-4 Newmilan07No ratings yet
- Fusion Apps Integration Patterns WPDocument36 pagesFusion Apps Integration Patterns WPPraveen KsNo ratings yet
- Accounting Q&ADocument6 pagesAccounting Q&AIftikharNo ratings yet
- Sheik Md. Maadul Hoque (ID 150201010035)Document49 pagesSheik Md. Maadul Hoque (ID 150201010035)Mizanur RahmanNo ratings yet
- Ema Emits: UndergraduateDocument7 pagesEma Emits: UndergraduateJanineNo ratings yet
- List of Holidays in Chandigarh University (CU) 2020Document2 pagesList of Holidays in Chandigarh University (CU) 2020Ālok KrNo ratings yet
- Development of The Chatbot As A Tool To Help The Service in The School SecretariatDocument7 pagesDevelopment of The Chatbot As A Tool To Help The Service in The School SecretariatIJAR JOURNALNo ratings yet
- How A GPU Works: Kayvon Fatahalian 15-462 (Fall 2011)Document87 pagesHow A GPU Works: Kayvon Fatahalian 15-462 (Fall 2011)Michaele ErmiasNo ratings yet
- Ayushman Bharat - PmjayDocument9 pagesAyushman Bharat - PmjayIJAR JOURNALNo ratings yet
- All About Me WorkbookDocument18 pagesAll About Me WorkbookYssa Camarillas100% (1)
- IMS JRDocument4 pagesIMS JRRyoNo ratings yet
- Parallel SerialDocument12 pagesParallel SerialjuampicNo ratings yet
- DD175Document1 pageDD175James KelleyNo ratings yet