Download as pdf or txt
You might also like
- Chapter 06: The X-Ray Tube Bushong: Radiologic Science For Technologists: Physics, Biology, and Protection, 11th EditionDocument6 pagesChapter 06: The X-Ray Tube Bushong: Radiologic Science For Technologists: Physics, Biology, and Protection, 11th EditionNaseem Al tajerNo ratings yet
- Mixing and Chemical Reaction in Steady Confined Turbulent FlamesDocument9 pagesMixing and Chemical Reaction in Steady Confined Turbulent Flamesmohamadhosein mohamadiNo ratings yet
- 510P-Maintenance-Manual-5-17 Enero 2019Document537 pages510P-Maintenance-Manual-5-17 Enero 2019RF Stan50% (2)
- Norwolf Calibrador de Tension de Pernos AST CaliboreDocument4 pagesNorwolf Calibrador de Tension de Pernos AST CaliborejorgeNo ratings yet
- hsx100 600005Document2 pageshsx100 600005esperanzamejiarivas18No ratings yet
- Cut 65Cnc: Modern, Effective, Industrial Plasma CutterDocument2 pagesCut 65Cnc: Modern, Effective, Industrial Plasma CutterRafik Mohamed AlhajiNo ratings yet
- r3g355 Am14 61 Datasheet EbmpapstDocument5 pagesr3g355 Am14 61 Datasheet EbmpapstadiNo ratings yet
- Multus B300Document1 pageMultus B300cmganklNo ratings yet
- Ecospeed Motors / Series 80D 3-6Document2 pagesEcospeed Motors / Series 80D 3-6Vladimir StefanovicNo ratings yet
- GR04.202 FipaDocument2 pagesGR04.202 FipaHIDRAFLUIDNo ratings yet
- El35hc EngDocument1 pageEl35hc EngJESUS HUMBERTO FERNANDEZ ESPINOZANo ratings yet
- DS Linear Motors P01-23x80Document24 pagesDS Linear Motors P01-23x80carlos030476No ratings yet
- PM Motor: Reference CharacteristicsDocument1 pagePM Motor: Reference CharacteristicsJaime Adolfo Mejia LeónNo ratings yet
- X1 BoostDocument1 pageX1 BoostМиљан КовачевићNo ratings yet
- DS Lthh02501dab0 R06Document4 pagesDS Lthh02501dab0 R06rajareddy235No ratings yet
- Stored Energy Motor Operator For SACE S6-S7 Circuit-BreakersDocument1 pageStored Energy Motor Operator For SACE S6-S7 Circuit-BreakersMabna TavanNo ratings yet
- ELCB - ECONOMI - TZ - ZE Series CatalogueDocument1 pageELCB - ECONOMI - TZ - ZE Series CatalogueAkun Iseng00001No ratings yet
- DS Ltch00601daa0 R05Document4 pagesDS Ltch00601daa0 R05rajareddy235No ratings yet
- Solax X1 MINI 2022Document1 pageSolax X1 MINI 2022jorgeNo ratings yet
- X3 Mic 4 10kW Data Sheet V3Document2 pagesX3 Mic 4 10kW Data Sheet V3alternativeelectric77No ratings yet
- Series DCK31: Motor Type 404 867Document1 pageSeries DCK31: Motor Type 404 867karndis kanthaNo ratings yet
- Curva de Bomba Bs 2400Document1 pageCurva de Bomba Bs 2400muahdibNo ratings yet
- N-15-0011-01a JW Balenciaga Shipyard - 452-3 - ABB M3LP400 On Vibracons ReportDocument3 pagesN-15-0011-01a JW Balenciaga Shipyard - 452-3 - ABB M3LP400 On Vibracons ReportiñigoNo ratings yet
- Curva Bs 2400.402 104kw c264 440v Y-D HT InoxDocument1 pageCurva Bs 2400.402 104kw c264 440v Y-D HT InoxIvanNo ratings yet
- PM35L-048 MinebeaDocument1 pagePM35L-048 MinebeaElJefeNo ratings yet
- The Alternative Approach For Higher Productivity: An ISO 9001:2000 and ISO 14001:2004 Machine Tool ManufacturerDocument2 pagesThe Alternative Approach For Higher Productivity: An ISO 9001:2000 and ISO 14001:2004 Machine Tool Manufactureratishay shNo ratings yet
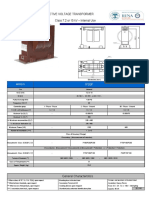
- Inductive Voltage Transformer Class 7.2 or 15 KV - Internal UseDocument1 pageInductive Voltage Transformer Class 7.2 or 15 KV - Internal UseLuis Vargas SalasNo ratings yet
- Schematics-All k200 InnovetDocument16 pagesSchematics-All k200 InnovetCantave SidnyNo ratings yet
- 100W Attenuator PDFDocument1 page100W Attenuator PDFBruno MarceloNo ratings yet
- Driver DatasheetDocument1 pageDriver DatasheetSanja TinaNo ratings yet
- Technical Data: R5-3K/4K/5K/6K/8K/9K/10K/12K/13K/15K/17K/20K-T2Document1 pageTechnical Data: R5-3K/4K/5K/6K/8K/9K/10K/12K/13K/15K/17K/20K-T2Wesley ZmiyewskiNo ratings yet
- PXE80 SM AIWA EN TextDocument6 pagesPXE80 SM AIWA EN Textliebe liebeNo ratings yet
- Datasheet 404 864Document1 pageDatasheet 404 864Jorge MartinezNo ratings yet
- Platform Cleat CalculationDocument1 pagePlatform Cleat Calculationmiteshpatel191No ratings yet
- C9C Force Transducer: Data SheetDocument8 pagesC9C Force Transducer: Data SheetSoup PongsakornNo ratings yet
- FT Pvstore Solaxpower Onduleur Triphasé 4-10kwDocument2 pagesFT Pvstore Solaxpower Onduleur Triphasé 4-10kwsarlasotecNo ratings yet
- Sy20sth30 0604aDocument1 pageSy20sth30 0604aNguyen Minh TrietNo ratings yet
- CT200 LittlefuseDocument2 pagesCT200 LittlefuseHugo Dennis Mattos EspinozaNo ratings yet
- Mot-St - enDocument9 pagesMot-St - encristian.rodriguezNo ratings yet
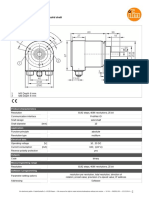
- Absolute Multiturn Encoder With Solid Shaft: 1 M3 Depth 6 MM 2 M4 Depth 6 MMDocument3 pagesAbsolute Multiturn Encoder With Solid Shaft: 1 M3 Depth 6 MM 2 M4 Depth 6 MMRadu CrisanNo ratings yet
- High Torque Hybrid Stepping Motor Specifications: Wiring Diagram: Pull Out Torque CurveDocument1 pageHigh Torque Hybrid Stepping Motor Specifications: Wiring Diagram: Pull Out Torque CurveEdda Andrade RosalesNo ratings yet
- G Series: RefimilDocument9 pagesG Series: RefimilHugo RamirezNo ratings yet
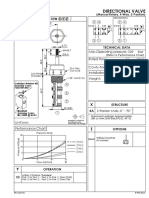
- Directional Valve: DR-10W-X-Y-ZDocument1 pageDirectional Valve: DR-10W-X-Y-ZMechanical2022No ratings yet
- KDC-MP928 KDC-PSW9531/PSW9531Y XXV-01D: Service ManualDocument52 pagesKDC-MP928 KDC-PSW9531/PSW9531Y XXV-01D: Service Manualshane73No ratings yet
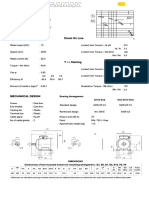
- GM 15kw 3000Document1 pageGM 15kw 3000haithamNo ratings yet
- H Series: Reference: Selection No# 84487Document8 pagesH Series: Reference: Selection No# 84487Hasan arif KısaalioğluNo ratings yet
- Solenoid Operated Valves: ES-08W-X-Y-Z-04Document1 pageSolenoid Operated Valves: ES-08W-X-Y-Z-04sebastianavinaNo ratings yet
- Transmotec: 770 Series Ø45 MM 21-114 WDocument1 pageTransmotec: 770 Series Ø45 MM 21-114 WzyozkdNo ratings yet
- Dimensions: (Rapidstart Operation Not Recommended)Document1 pageDimensions: (Rapidstart Operation Not Recommended)Marcelo Silva SantosNo ratings yet
- Hydr CraneDocument9 pagesHydr Craneolinda.controlNo ratings yet
- Medición de TorqueDocument10 pagesMedición de TorqueANDRES DEGADONo ratings yet
- F2911 (Weld Chart & Report)Document1 pageF2911 (Weld Chart & Report)kelvinNo ratings yet
- Series GMPG: Motor Type 404 694Document1 pageSeries GMPG: Motor Type 404 694asad922No ratings yet
- M48x50 24V EngDocument2 pagesM48x50 24V EngCristianNo ratings yet
- GR04.199 FipaDocument2 pagesGR04.199 FipaHIDRAFLUIDNo ratings yet
- SOLAX-X MINI AIR BOOST EngDocument2 pagesSOLAX-X MINI AIR BOOST Engjoao rosaNo ratings yet
- B1 B A1 A: Lifting Pedestal Adaptor Initial Position Plan ViewDocument2 pagesB1 B A1 A: Lifting Pedestal Adaptor Initial Position Plan Viewidris100% (1)
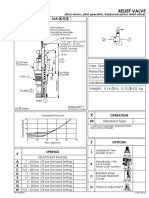
- Relief Valve: RQ-10A-X-Y-ZDocument1 pageRelief Valve: RQ-10A-X-Y-ZBenAbrahamSamuelNo ratings yet
- Alps Alpine Slide PotenciómetersDocument8 pagesAlps Alpine Slide PotenciómetersJose Carlos SoaresNo ratings yet
- 07-Max-Air TechnicalBrochure HDSeriesDocument16 pages07-Max-Air TechnicalBrochure HDSeriesLenin Tzul GomezNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- DNVGL ST 0373Document25 pagesDNVGL ST 0373mohamadhosein mohamadiNo ratings yet
- P RP 0186Document6 pagesP RP 0186mohamadhosein mohamadiNo ratings yet
- NASA TM X-71638 MemorandumDocument15 pagesNASA TM X-71638 Memorandummohamadhosein mohamadiNo ratings yet
- AI070386451887en 010301Document4 pagesAI070386451887en 010301mohamadhosein mohamadiNo ratings yet
- AI279137114292en 010102Document2 pagesAI279137114292en 010102mohamadhosein mohamadiNo ratings yet
- Steinen Type F RADocument2 pagesSteinen Type F RAmohamadhosein mohamadiNo ratings yet
- Welding Jack Stand: KT No. Capacity (T) Adjustable Height (MM) Min Height (MM) Max Height (MM) N.W (KG) G.W (KG) CuftDocument1 pageWelding Jack Stand: KT No. Capacity (T) Adjustable Height (MM) Min Height (MM) Max Height (MM) N.W (KG) G.W (KG) Cuftmohamadhosein mohamadiNo ratings yet
- Endress-Hauser Prowirl 73F enDocument7 pagesEndress-Hauser Prowirl 73F enmohamadhosein mohamadiNo ratings yet
- FTT20Document2 pagesFTT20mohamadhosein mohamadiNo ratings yet
- Vision 2000 en 13Document5 pagesVision 2000 en 13mohamadhosein mohamadiNo ratings yet
- AI000086447469en 010101Document2 pagesAI000086447469en 010101mohamadhosein mohamadiNo ratings yet
- Ds Pe8161 en CoDocument13 pagesDs Pe8161 en Comohamadhosein mohamadiNo ratings yet
- Kstta KSTTHDocument1 pageKstta KSTTHmohamadhosein mohamadiNo ratings yet
- Kkp1000m 407 Test Stand For Fuel Pumps and Components eDocument4 pagesKkp1000m 407 Test Stand For Fuel Pumps and Components emohamadhosein mohamadiNo ratings yet
- Ac 33 64-1Document4 pagesAc 33 64-1mohamadhosein mohamadiNo ratings yet
- Combination Probes For Stagnation Pressure and Temperature Measurements in Gas Turbine EnginesDocument23 pagesCombination Probes For Stagnation Pressure and Temperature Measurements in Gas Turbine Enginesmohamadhosein mohamadiNo ratings yet
- AI279140707296en US0101Document2 pagesAI279140707296en US0101mohamadhosein mohamadiNo ratings yet
- Factors Affecting - Altitude Relight Performance of A Double-Annular Ram-Induction CombustorDocument29 pagesFactors Affecting - Altitude Relight Performance of A Double-Annular Ram-Induction Combustormohamadhosein mohamadiNo ratings yet
- United States Patent: (10) Patent No.: US 8.479,492 B2Document8 pagesUnited States Patent: (10) Patent No.: US 8.479,492 B2mohamadhosein mohamadiNo ratings yet
- GT2010 22920 - Final With Cover Page v2Document12 pagesGT2010 22920 - Final With Cover Page v2mohamadhosein mohamadiNo ratings yet
- CJGHBH 2006 v10n1 72Document15 pagesCJGHBH 2006 v10n1 72mohamadhosein mohamadiNo ratings yet
- S3 Modane: Grands Moyens TechniquesDocument4 pagesS3 Modane: Grands Moyens Techniquesmohamadhosein mohamadiNo ratings yet
- J IjheatmasstransDocument16 pagesJ Ijheatmasstransmohamadhosein mohamadiNo ratings yet
- Cubigel Catalogo - 27 - 05 - 10 - IIDocument68 pagesCubigel Catalogo - 27 - 05 - 10 - IItempo345100% (1)
- Escorts Report InternshipDocument54 pagesEscorts Report InternshipSharry JonesNo ratings yet
- Cutsheet xp8Document2 pagesCutsheet xp8Carlos BonattoNo ratings yet
- Thermaltake v21Document12 pagesThermaltake v21Chain CleanerProNo ratings yet
- A Th255, Th255c Axle Cat ServiceDocument88 pagesA Th255, Th255c Axle Cat ServiceKevine KhaledNo ratings yet
- Seecion 2 PDFDocument10 pagesSeecion 2 PDFfiguev2208No ratings yet
- Securitron M38 Data SheetDocument1 pageSecuritron M38 Data SheetJMAC SupplyNo ratings yet
- Preventive Maintenance FormDocument1 pagePreventive Maintenance FormEko SuwondoNo ratings yet
- Segway Mini Pro Error CodesDocument2 pagesSegway Mini Pro Error CodesSteelstorm0% (1)
- Fluke Norma 5000 - Star Point AadpterDocument4 pagesFluke Norma 5000 - Star Point AadpterHotdesNo ratings yet
- 419201922031PMSansico Hansen Fittings & Pipe Catalogue Jan2019 Without 63 Text FA Visual WebsiteDocument11 pages419201922031PMSansico Hansen Fittings & Pipe Catalogue Jan2019 Without 63 Text FA Visual WebsiteCTLNo ratings yet
- Bearings ReferenceDocument114 pagesBearings ReferenceSocma ReachstackersNo ratings yet
- Parts Guide Manual CF5001part1Document60 pagesParts Guide Manual CF5001part1Hugo Luis EscalanteNo ratings yet
- Installation Instructions FGR ... RDocument10 pagesInstallation Instructions FGR ... RdenisNo ratings yet
- 3DD13009 LgeDocument2 pages3DD13009 Lgeelvariste jerryNo ratings yet
- Válvulas Borboletas Posi FlateDocument4 pagesVálvulas Borboletas Posi FlateRodrigo MilaniNo ratings yet
- SINGER 8500Q Sewing MachineDocument92 pagesSINGER 8500Q Sewing MachineJan RochesterNo ratings yet
- NCL2 Century SeriesDocument6 pagesNCL2 Century SeriesPon ThephavongNo ratings yet
- 320 KVA To 625 KVADocument8 pages320 KVA To 625 KVAganesh318No ratings yet
- Pacom 1058 Field Controller PCB Only Datasheet PDFDocument2 pagesPacom 1058 Field Controller PCB Only Datasheet PDFobedNo ratings yet
- Suitcase PowercycleV2Document13 pagesSuitcase PowercycleV2Jim67% (3)
- Engineering Utilities 1 (Chapt4) - Student'sDocument16 pagesEngineering Utilities 1 (Chapt4) - Student'sLevine VivaNo ratings yet
- CB832 - DS - en - V11-CB OL Test SetDocument2 pagesCB832 - DS - en - V11-CB OL Test SetJeyakumarNo ratings yet
- Sharp LC20SH1E LCD TV Service ManualDocument74 pagesSharp LC20SH1E LCD TV Service Manualrogermb100% (1)
- 002 - 66-33kv, 30 45mva Auxiliary Main Transformer DraftDocument21 pages002 - 66-33kv, 30 45mva Auxiliary Main Transformer DraftPRAGATHI REDDYNo ratings yet
- ABC HiruLifeStudio V.2.0Document24 pagesABC HiruLifeStudio V.2.0prasannaarunashanthaNo ratings yet
- LWA10248 Ver 2.0Document2 pagesLWA10248 Ver 2.0Romualdo Begale PrudêncioNo ratings yet