Download as docx, pdf, or txt
You might also like
- Audi A4 B8 Relais Positionen enDocument8 pagesAudi A4 B8 Relais Positionen enAndreasNo ratings yet
- Liquid Biofuels Bioethanol - Soccol 1st EditionDocument516 pagesLiquid Biofuels Bioethanol - Soccol 1st Editionamandafulan10No ratings yet
- Zipcar - Leading Organizations Case StudyDocument3 pagesZipcar - Leading Organizations Case StudyMarc NickelNo ratings yet
- Improving Hydrotreater OperationsDocument5 pagesImproving Hydrotreater Operationssaleh4060No ratings yet
- Cargill - Corn To Polylactic AcidDocument6 pagesCargill - Corn To Polylactic AcidI. Murali KrishnaNo ratings yet
- Making Premium Alky LateDocument25 pagesMaking Premium Alky LateChristianGuerreroNo ratings yet
- Biomass-A Massive Opportunity in Disguise: Biomass To Bio-Crude To Biofuel: Integrated Bio-Refineries in IndiaDocument14 pagesBiomass-A Massive Opportunity in Disguise: Biomass To Bio-Crude To Biofuel: Integrated Bio-Refineries in IndiarishikeshmandawadNo ratings yet
- UOP LCO Upgrading For Added Value Improved Returns Tech PaperDocument15 pagesUOP LCO Upgrading For Added Value Improved Returns Tech Papertungksnb100% (2)
- Shell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenDocument16 pagesShell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenBharavi K SNo ratings yet
- 20 Questions Identify Probable Causes For High FCC Catalyst LossDocument0 pages20 Questions Identify Probable Causes For High FCC Catalyst Lossanshug1016No ratings yet
- Methanol PresentationDocument29 pagesMethanol Presentationافكر اشتري كورياNo ratings yet
- Sulphur Recovery UnitDocument39 pagesSulphur Recovery UnitWoMeiYouNo ratings yet
- Sulfur Addition To FurnacesDocument4 pagesSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Chapter 2 AlkylationDocument37 pagesChapter 2 AlkylationIntan HoranNo ratings yet
- Refining Process-AlkylationDocument20 pagesRefining Process-AlkylationTusenkrishNo ratings yet
- AlkylationDocument15 pagesAlkylationPrashantSoniNo ratings yet
- Unit 13. Alkylation: Professional Course in English "Fundamentals of Petroleum Refining"Document43 pagesUnit 13. Alkylation: Professional Course in English "Fundamentals of Petroleum Refining"Abdoul RahimNo ratings yet
- Alkylation and Polymerization ProcessDocument61 pagesAlkylation and Polymerization ProcessWan Afiff100% (2)
- Alcohol To Jet FuelDocument9 pagesAlcohol To Jet FuelFikar RazaniNo ratings yet
- Bio-Diesel Production Using Heterogeneous Catalyst: XIII Refinery Technology Meet (RTM)Document21 pagesBio-Diesel Production Using Heterogeneous Catalyst: XIII Refinery Technology Meet (RTM)akgupta1946No ratings yet
- Exxonmobil Sustainable Aviation Fuel Production enDocument3 pagesExxonmobil Sustainable Aviation Fuel Production enCharly DtNo ratings yet
- Ethanol To Ethylene Technology FolderDocument3 pagesEthanol To Ethylene Technology FolderChris van der ZandeNo ratings yet
- Aspen HYSYS Simulation of Biomass Pyrolysis For THDocument6 pagesAspen HYSYS Simulation of Biomass Pyrolysis For THAmna ShahbazNo ratings yet
- Mina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Document10 pagesMina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Owais AhmedNo ratings yet
- Bp-Uop Cyclar Process: Lubo ZhouDocument10 pagesBp-Uop Cyclar Process: Lubo ZhouBharavi K SNo ratings yet
- Tac 2017 q3 Anderson PDFDocument13 pagesTac 2017 q3 Anderson PDFrishikeshmandawadNo ratings yet
- Nptel Lecture Notes 2Document21 pagesNptel Lecture Notes 2balusappsNo ratings yet
- C CC CC: CCCCCCCCCCCCCCCCDocument27 pagesC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanNo ratings yet
- Biodiesel ProductionDocument8 pagesBiodiesel ProductionHosam Hasan Abd ElhadyNo ratings yet
- 6 MarchDocument51 pages6 MarchmaritsyaditaaNo ratings yet
- Liquid Fuels For Transportation: Biofuels Are A Wide Range of Fuels Which Are in Some Way Derived FromDocument11 pagesLiquid Fuels For Transportation: Biofuels Are A Wide Range of Fuels Which Are in Some Way Derived FromsadhanasvceNo ratings yet
- Class 11 Maths Theorem ListDocument17 pagesClass 11 Maths Theorem ListSupreethNo ratings yet
- Reforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanDocument17 pagesReforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanSaleem ChohanNo ratings yet
- A Clean Energy FutureDocument6 pagesA Clean Energy FutureHendry DrajatNo ratings yet
- Iocl Training ReportDocument10 pagesIocl Training ReportAbhishek GautamNo ratings yet
- Lecture - 32 - Biofuels and Biotechnology: BITS Pilani, Pilani CampusDocument49 pagesLecture - 32 - Biofuels and Biotechnology: BITS Pilani, Pilani Campussaisounya100% (1)
- Birendra KumarDocument50 pagesBirendra KumarAhmed Yousry100% (1)
- Poly PropyleneDocument14 pagesPoly PropyleneDrizzle Rajput100% (1)
- A Primer On The Technology of Biofuel ProductionDocument28 pagesA Primer On The Technology of Biofuel ProductionAnkit MehraNo ratings yet
- Trainning Report Iocl MathuraDocument19 pagesTrainning Report Iocl MathuraDheeraj ShuklaNo ratings yet
- Catalyst Circulation in Pressure BalanceDocument2 pagesCatalyst Circulation in Pressure Balancesaleh4060No ratings yet
- Module 4 (KTU)Document118 pagesModule 4 (KTU)Aravind G100% (1)
- New Development of Ethanol Industry in IndonesiaDocument25 pagesNew Development of Ethanol Industry in IndonesiaIntan Ayu100% (1)
- Hydro CrackingDocument25 pagesHydro CrackingBharat KumarNo ratings yet
- Proses Produksi EtanolDocument8 pagesProses Produksi Etanollarasaticandra104No ratings yet
- Current Status, Research Trends, and ChallengesDocument23 pagesCurrent Status, Research Trends, and Challengesqgi-tanyaNo ratings yet
- FCC Catalytic CrackingDocument11 pagesFCC Catalytic CrackingMarco BertoldiNo ratings yet
- IOCL Intern ReportDocument10 pagesIOCL Intern ReportAbhishek GautamNo ratings yet
- FCCDocument50 pagesFCCevinueNo ratings yet
- Fluid Catalytic Cracking Unit (FCCU)Document1 pageFluid Catalytic Cracking Unit (FCCU)Billy BlinksNo ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyDocument57 pagesPredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer Ali100% (1)
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Gasoline PropertiesDocument6 pagesGasoline PropertiesbahadorNo ratings yet
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocument12 pagesAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNo ratings yet
- Deactivation ModellingDocument25 pagesDeactivation ModellingHarold Fernando Guavita ReyesNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Acetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerFrom EverandAcetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerNo ratings yet
- Alkylation Process, Feedstocks, Reactions, Products, Catalysts and Effect of Process Variables. Catalytic AlkylationDocument17 pagesAlkylation Process, Feedstocks, Reactions, Products, Catalysts and Effect of Process Variables. Catalytic AlkylationyesuvaraprasadNo ratings yet
- Alkylation PDFDocument7 pagesAlkylation PDFAnagha kvNo ratings yet
- Alkylation PDFDocument7 pagesAlkylation PDFVasthadu Vasu Khanan DLNo ratings yet
- ALKYLATIONDocument6 pagesALKYLATIONtariq fareedNo ratings yet
- Maintain and Repair Industrial Electrical Machines and DrivesDocument24 pagesMaintain and Repair Industrial Electrical Machines and DriveskibromNo ratings yet
- Heat Tracing Systems R1Document49 pagesHeat Tracing Systems R1Ammar ZulfiqarNo ratings yet
- NEI Centre For Oil and Gas - Petroleum Upstream Seminar Report 15 June 2017Document6 pagesNEI Centre For Oil and Gas - Petroleum Upstream Seminar Report 15 June 2017Nyasimi GeoffreyNo ratings yet
- Liberia Wirng Regulations Final Validated PublishedDocument24 pagesLiberia Wirng Regulations Final Validated PublishedJohn ConstanceNo ratings yet
- Hazardous Area Classifications and Protections by EmersonDocument8 pagesHazardous Area Classifications and Protections by EmersonShahram GhassemiNo ratings yet
- InteliPro DatasheetDocument4 pagesInteliPro Datasheethapem4No ratings yet
- Floating Tricycle Powered by Solar PanelDocument10 pagesFloating Tricycle Powered by Solar PanelCrystal UmpodNo ratings yet
- NVS - Physics - Class XI - 2020-21aDocument5 pagesNVS - Physics - Class XI - 2020-21aKartik PatilNo ratings yet
- South Africa Updated First NDC September 2021Document33 pagesSouth Africa Updated First NDC September 2021jillianNo ratings yet
- CT DgenDocument5 pagesCT DgenRoshNo ratings yet
- Decompression Characteristics of CO2 Pipelines Following RuptureDocument11 pagesDecompression Characteristics of CO2 Pipelines Following RuptureMohdFarid RahmatSamNo ratings yet
- Oversize Piston & Ring Sets: Moving Forward in Every FieldDocument1 pageOversize Piston & Ring Sets: Moving Forward in Every FieldАлександрNo ratings yet
- Pending List of Secondary Drawing Upto 26-10 - 2023Document5 pagesPending List of Secondary Drawing Upto 26-10 - 2023Zahidul zahidNo ratings yet
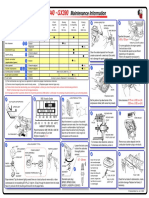
- gx390 MaintenanceDocument1 pagegx390 Maintenancecoyote556No ratings yet
- TL Sine Em330d User Manual v102Document104 pagesTL Sine Em330d User Manual v102Dương Quốc TháiNo ratings yet
- ME331 Thermodynamics: PS #3 Solutions: Numeric 1Document14 pagesME331 Thermodynamics: PS #3 Solutions: Numeric 1Crimson MorangeNo ratings yet
- EET-128 Assignment - 10177468Document4 pagesEET-128 Assignment - 10177468kugarajravi2002No ratings yet
- Stream Components Mass Flow Rate (KG/HR) Mass Fraction Molar Flow Rate (Kmol/hr) Molar FractionDocument11 pagesStream Components Mass Flow Rate (KG/HR) Mass Fraction Molar Flow Rate (Kmol/hr) Molar FractionAmar RazinNo ratings yet
- Effect of Additives On Wood Pellet Physical and THDocument6 pagesEffect of Additives On Wood Pellet Physical and THBurhan HandoyoNo ratings yet
- Cambridge IGCSE™: Environmental Management 0680/12 March 2021Document14 pagesCambridge IGCSE™: Environmental Management 0680/12 March 2021sinduchariNo ratings yet
- Hasuh Movable WeirDocument12 pagesHasuh Movable Weirdoel.xyzNo ratings yet
- SC-150Q Jelly Candy Automatic Depositing Production Line CPTQT210808Document11 pagesSC-150Q Jelly Candy Automatic Depositing Production Line CPTQT210808Jessica PérezNo ratings yet
- Quantum Mechanics-II Problem Set-02 Approximation MethodsDocument2 pagesQuantum Mechanics-II Problem Set-02 Approximation Methodsjon alexNo ratings yet
- Achievement Tests Answer Key: Achievement Test 1 Achievement Test 4Document3 pagesAchievement Tests Answer Key: Achievement Test 1 Achievement Test 4Юлия100% (1)
- ShadowDocument3 pagesShadowS. BalcrickNo ratings yet
- VW Polo 6 Heating Air Conditioner EngDocument156 pagesVW Polo 6 Heating Air Conditioner EngIsmail AyadiNo ratings yet
- Tylose H 300 P2: OOH CH, CH, CHDocument2 pagesTylose H 300 P2: OOH CH, CH, CHSiddhesh Kamat MhamaiNo ratings yet
- 3-Terminal Positive Voltage Regulator: Semtech Electronics LTDDocument2 pages3-Terminal Positive Voltage Regulator: Semtech Electronics LTDDOMINGOSERPA4148No ratings yet