Download as pdf or txt
You might also like
- Audit Checklist/Report: I. Company ProfileDocument40 pagesAudit Checklist/Report: I. Company ProfileMunazza Ali KhanNo ratings yet
- Cover Sheet: VDA Initial Sample Inspection ReportDocument1 pageCover Sheet: VDA Initial Sample Inspection ReportMarcin CałusNo ratings yet
- J STD 004bwam1Document4 pagesJ STD 004bwam1cdealmeida0% (2)
- IATF 16949 QMS Requirements MatrixDocument1 pageIATF 16949 QMS Requirements MatrixJOECOOL67100% (5)
- Name Engineering Standard Number: Cummins ConfidentialDocument18 pagesName Engineering Standard Number: Cummins ConfidentialshankarNo ratings yet
- PPAP Workbook 20220215Document43 pagesPPAP Workbook 20220215FRANCISCO JAVIER MALDONADONo ratings yet
- SPC 001 PDFDocument240 pagesSPC 001 PDFSalah BennourNo ratings yet
- Fca Us LLC Customer-Specific Requirements For IATF 16949:2016Document54 pagesFca Us LLC Customer-Specific Requirements For IATF 16949:2016Heber RaHe100% (1)
- X Photos: Problem DescriptionDocument3 pagesX Photos: Problem DescriptionproductionNo ratings yet
- VDA 6.3-Analysis Tool: User ManualDocument23 pagesVDA 6.3-Analysis Tool: User ManualIstvan KisNo ratings yet
- Product Identification TagDocument3 pagesProduct Identification TagshalinmishraNo ratings yet
- Bsi Iatf 16949 FaqDocument6 pagesBsi Iatf 16949 FaqMarcelo VillacaNo ratings yet
- Training Module Day Wise Day-1 To Day-6 New JoiningDocument23 pagesTraining Module Day Wise Day-1 To Day-6 New JoiningGirdhar SahuNo ratings yet
- PPAP 4th. EditionDocument75 pagesPPAP 4th. EditionGilberto FloresNo ratings yet
- VDA-RGA Questionaire V2.0Document70 pagesVDA-RGA Questionaire V2.0docsenNo ratings yet
- PPAP Part Submission Warrant.Document4 pagesPPAP Part Submission Warrant.aperezpi26606No ratings yet
- YES NO: Supplier To CompleteDocument1 pageYES NO: Supplier To CompleteSudhaNo ratings yet
- ApqpDocument72 pagesApqpsaby aroraNo ratings yet
- PS - APQP Check ListDocument17 pagesPS - APQP Check ListalexrferreiraNo ratings yet
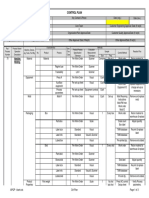
- Sample Control PlanDocument3 pagesSample Control PlanOTNo ratings yet
- Reverse PFMEA Training MaterialDocument11 pagesReverse PFMEA Training MaterialThe PhongNo ratings yet
- GM 1927 16 Process Control Plan Audit PCPADocument7 pagesGM 1927 16 Process Control Plan Audit PCPAMostafa Abd ElalemNo ratings yet
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- Ford Supplement K TemplateDocument3 pagesFord Supplement K TemplateelevendotNo ratings yet
- PPAP-APQP Guide B45157 - Rev-ADocument29 pagesPPAP-APQP Guide B45157 - Rev-AMoti Ben-ZurNo ratings yet
- Sae J121M-2013Document5 pagesSae J121M-2013phan hoai nam PhanNo ratings yet
- Example - Pokayoke Verification SheetDocument1 pageExample - Pokayoke Verification SheetMadhavNo ratings yet
- D10414410a Fmea MachiningDocument13 pagesD10414410a Fmea MachiningSuraj RawatNo ratings yet
- VDA 2020 - en - A Process Description Covering Special Characteristics (SC)Document13 pagesVDA 2020 - en - A Process Description Covering Special Characteristics (SC)cdming0% (1)
- Supplier Quality Manual: Details of ModificationDocument36 pagesSupplier Quality Manual: Details of Modificationluca100% (2)
- Failure Modes and Effects Analysis (Design FMEA) : Show MSR-Columns MSR-columns Hidden or DeletedDocument2 pagesFailure Modes and Effects Analysis (Design FMEA) : Show MSR-Columns MSR-columns Hidden or Deleted576410% (1)
- UntitledDocument19 pagesUntitledSuresh KumarNo ratings yet
- Core Tools Alphabet SoupDocument72 pagesCore Tools Alphabet Soupdhir.ankurNo ratings yet
- PPAP 4th Edition (Errata Added)Document79 pagesPPAP 4th Edition (Errata Added)CHITHIRANNo ratings yet
- Standard STD 105-0007: Special CharacteristicsDocument12 pagesStandard STD 105-0007: Special Characteristics57641No ratings yet
- VDA TS MappingDocument20 pagesVDA TS MappingdavidNo ratings yet
- Form Sheet AIAG VDA Design U Process-FMEA enDocument2 pagesForm Sheet AIAG VDA Design U Process-FMEA en57641100% (1)
- IATF - International Automotive Task Force: Rules For Achieving and Maintaining IATF Recognition IATF Rules 5 EditionDocument29 pagesIATF - International Automotive Task Force: Rules For Achieving and Maintaining IATF Recognition IATF Rules 5 EditionAkshay Singh kushwahNo ratings yet
- IPC-SpecTree - IPC SpecTree 2014-09Document1 pageIPC-SpecTree - IPC SpecTree 2014-09edubrunno100% (1)
- Transition ISO/TS 16949:2009 To IATF-16949:2016: CQA - Paul de Geyter - September 2016Document39 pagesTransition ISO/TS 16949:2009 To IATF-16949:2016: CQA - Paul de Geyter - September 2016Joseph StephenNo ratings yet
- FAF03-111-2-Externally Supplied ContentDocument6 pagesFAF03-111-2-Externally Supplied ContentKinga EnNo ratings yet
- IATF 16949-2016 Quick Reference GuideDocument12 pagesIATF 16949-2016 Quick Reference Guidevenkatesh vajarapuNo ratings yet
- VDA eDocument2 pagesVDA eFernando ManzanoNo ratings yet
- BMW GS 90010-2 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Document14 pagesBMW GS 90010-2 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian GracianoNo ratings yet
- Bliss Manufacturing Company Internal Lab Scope: Laboratory PersonnelDocument2 pagesBliss Manufacturing Company Internal Lab Scope: Laboratory PersonnelsachNo ratings yet
- Customer Special CharacteristicsDocument1 pageCustomer Special Characteristicspundhir12898No ratings yet
- FMEA Proses&DesignDocument34 pagesFMEA Proses&DesignRizky Sihab100% (2)
- FMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFDocument10 pagesFMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFBonny BonitoNo ratings yet
- CQI19 FormsDocument7 pagesCQI19 FormsEmre TekinNo ratings yet
- Advanced Product Quality Planning and Control Plan: Second EditionDocument8 pagesAdvanced Product Quality Planning and Control Plan: Second EditionAnil AhirNo ratings yet
- APQPStatus Reporting GuidelinesDocument19 pagesAPQPStatus Reporting GuidelinesskluxNo ratings yet
- Procedure Name: Amendment RecordDocument6 pagesProcedure Name: Amendment RecordsubbuNo ratings yet
- CQI 9 3rd Edition Errata SheetDocument2 pagesCQI 9 3rd Edition Errata SheetANONIMONo ratings yet
- PSW BoschDocument1 pagePSW BoschMemo Gonzalez Aleman100% (1)
- 5j GM1927 84 Drill Deep Worksheet 12 Oct 04Document2 pages5j GM1927 84 Drill Deep Worksheet 12 Oct 04jesusmemNo ratings yet
- Process Audit Preparation "Turtle Diagram": Design & DevelopmentDocument7 pagesProcess Audit Preparation "Turtle Diagram": Design & Developmentkhwanta-bta100% (2)
- Supplier Incident Analysis: Claim NoDocument10 pagesSupplier Incident Analysis: Claim Nonitin pendharkarNo ratings yet
- Siegel Robert Automotive Layered Process Audit ChecklistDocument12 pagesSiegel Robert Automotive Layered Process Audit Checklistmahesh KhatalNo ratings yet
- Documents - Pub Cqi 15 Welding Worksheets Process Tables 2Document55 pagesDocuments - Pub Cqi 15 Welding Worksheets Process Tables 2amirkhakzad498No ratings yet
- Risk Management Using Failure Mode and Effect Analysis (FMEA)From EverandRisk Management Using Failure Mode and Effect Analysis (FMEA)No ratings yet
- bite-type-tube-fittings-2015Document62 pagesbite-type-tube-fittings-2015Vaibhav KotnalaNo ratings yet
- EN ISO 6149-2 (2007) (E) CodifiedDocument6 pagesEN ISO 6149-2 (2007) (E) CodifiedVaibhav KotnalaNo ratings yet
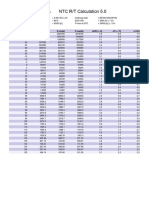
- RT DataDocument1 pageRT DataVaibhav KotnalaNo ratings yet
- Temperature Range - 70 °C To +850 °CDocument3 pagesTemperature Range - 70 °C To +850 °CVaibhav KotnalaNo ratings yet
- Is 2826 1986Document11 pagesIs 2826 1986Vaibhav KotnalaNo ratings yet
- 5RTD F3100Document1 page5RTD F3100Vaibhav KotnalaNo ratings yet
- B57861S0303F040 - RT DataDocument1 pageB57861S0303F040 - RT DataVaibhav KotnalaNo ratings yet
- BRC Self Assessment V4Document65 pagesBRC Self Assessment V4Javid MogradiaNo ratings yet
- GMP+ B2 Production of Feed Ingredients: 02 Feed Safety Management System ObjectiveDocument26 pagesGMP+ B2 Production of Feed Ingredients: 02 Feed Safety Management System ObjectiveAnonymous iTzCnMNo ratings yet
- WHQ SQD MAN004 - Wire Harness Supplier Process ManualDocument26 pagesWHQ SQD MAN004 - Wire Harness Supplier Process ManualgauravamberkarNo ratings yet
- Vendor Supplier Evaluation Audit Form TemplateDocument4 pagesVendor Supplier Evaluation Audit Form TemplateSepti AdeliaNo ratings yet
- TCS Accelerated Solution Deployed in SAP (S/4HANA) For The Aerospace IndustryDocument5 pagesTCS Accelerated Solution Deployed in SAP (S/4HANA) For The Aerospace IndustryAnnirban BhattacharyaNo ratings yet
- Act On Modern Slavery en - UK 20220729Document16 pagesAct On Modern Slavery en - UK 20220729najwan abu nejemNo ratings yet
- A4 BrochureDocument26 pagesA4 BrochuresentyNo ratings yet
- GS1 Healthcare Implementation GuidelineDocument34 pagesGS1 Healthcare Implementation GuidelineMoustafa GomaaNo ratings yet
- Case Study Quality Project in BombardierDocument22 pagesCase Study Quality Project in Bombardiersuhendra 23No ratings yet
- AC7108-15 Rev ADocument29 pagesAC7108-15 Rev ACaio Fazzioli TavaresNo ratings yet
- Requirements Engineering Processes: ©ian Sommerville 2006Document52 pagesRequirements Engineering Processes: ©ian Sommerville 2006drabdulsamathNo ratings yet
- NASC System Scaffold Master Audit Form Issue 17Document23 pagesNASC System Scaffold Master Audit Form Issue 17Beste Ardıç ArslanNo ratings yet
- Cadbury Complete FileDocument16 pagesCadbury Complete Filesunil chauhanNo ratings yet
- Quarantining Illicit TobaccoDocument19 pagesQuarantining Illicit TobaccoTobacco IndustryNo ratings yet
- Department: CNC SHOP Auditee: AuditorDocument33 pagesDepartment: CNC SHOP Auditee: AuditormuthuselvanNo ratings yet
- Guidance Document For MSPO Part 4-1Document46 pagesGuidance Document For MSPO Part 4-1246268No ratings yet
- Appendix V-Honda CSR 003Document11 pagesAppendix V-Honda CSR 003SowdayyaNo ratings yet
- Supplier Handbook of Solaris Bus Coach S.A.Document17 pagesSupplier Handbook of Solaris Bus Coach S.A.Carl Von RydingNo ratings yet
- 3712 Food Traceability On Blockchain Walmart S Pork and Mango Pilots With Ibm PDFDocument7 pages3712 Food Traceability On Blockchain Walmart S Pork and Mango Pilots With Ibm PDFLio PardNo ratings yet
- Logistics Through Advanced TechnologiesDocument25 pagesLogistics Through Advanced TechnologiesLê Thanh ThôngNo ratings yet
- 4.tier 2 Supplier AssesmentDocument15 pages4.tier 2 Supplier AssesmentAMIT KHARBNo ratings yet
- Oxebridge Q001 Ver 1.2 Audit ChecklistDocument20 pagesOxebridge Q001 Ver 1.2 Audit ChecklistAntonio Roberto Jr SouzaNo ratings yet
- Rata - Cga EpaDocument10 pagesRata - Cga EpaayudyaNo ratings yet
- Management Process Audit Checklist Template ReportDocument19 pagesManagement Process Audit Checklist Template ReportYang LishengNo ratings yet
- 1 s2.0 S1084804523000528 MainDocument36 pages1 s2.0 S1084804523000528 MainasdfghjklNo ratings yet
- Supplier Evaluation QuestionnaireDocument4 pagesSupplier Evaluation QuestionnaireDocument Control Officer100% (1)
- Hobson Article - AS1252 16 OverviewDocument2 pagesHobson Article - AS1252 16 OverviewsashilaNo ratings yet
- Prospekt BS 480 EngDocument8 pagesProspekt BS 480 EngArlong87No ratings yet