Professional Documents
Culture Documents
NORTON
NORTON
Uploaded by
JULIANA MACHADO FERREIRACopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
NORTON
NORTON
Uploaded by
JULIANA MACHADO FERREIRACopyright:
Available Formats
REVIEW
Recent developments in processing and
surface modification of hydroxyapatite
J. Norton, K. R. Malik, J. A. Darr and I. Rehman*
The present paper reviews the developments in the fields of bioceramic materials and laser
surface microstructuring of materials. The clinical success of a bioceramic implant depends
largely on the biological response at the implant interface in addition to the sufficiency of the
mechanical properties for the application. The use of lasers in the present paper is largely to tailor
the topography, surface properties and composition with a view to enhancing the implant
biocompatibility. Developments in production methods for hydroxyapatite [HA: Ca10(PO4)6(OH)2]
are also discussed with the advantages of producing nanocrystalline material via emulsion routes.
The improved mechanical stability featured by nanocrystalline HA should promote clinical
success in further load bearing applications.
Keywords: Hydroxyapatite, Nanocrystalline, Apatite processing routes, Emulsion technology, Surface interactions, Surface microstructuring, Laser
ablation, Surface analytical techniques
Introduction temperature and damage through packaging under high
pressure required for rapid flow circumstances.2
Research concerning hydroxyapatite [Ca10(PO4)6(OH)2] Developments within the last four decades have
in both naturally occurring and chemically prepared facilitated the use of ceramic materials within the human
phases is expanding rapidly. Various applications and body to repair and reconstruct hard tissue damage within
properties are described with advantages and disadvan- the musculoskeletal system. Examples of such applications
tages in addition to the structural discussions. Variations include implant replacement for femoral or knee arthro-
in the chemistry and structure of the compound are plasty, maxillofacial reconstruction, dental implants and
discussed with any relevant reported effects on biologi- reconstruction for periodontal disease, ossicular bone
cal and/or mechanical properties. Limitations of the
prostheses and bone repair after surgery, trauma or
material in certain applications are introduced along
damage from disease.3,4 The prerequisite for artificial hard
with current manufacturing advances offered as solu-
tissue replacement material arose from the limited supply
tions to provide the required properties.
of endogenous bone in correlation with the additional
surgery for supply, as well as the risk of rejection and
Applications of ceramics and disease transmission with the use of exogenous bone.2,3
bioceramics in body The term ‘bioceramics’ applies to the specially
formulated ceramic compositions selected upon the
At present, ceramic, glass and glass ceramic provides a ability to form a stable interface of biological compat-
description for a substantial range of materials with a ibility with the surrounding tissues in addition to
variety of intricate applications in addition to the perform mechanically and as efficiently as the replaced
commonplace examples of pottery, ovenware and house tissue.5 Individual biocompatible formulations as
bricks. Dental ceramics include the restorative materials
reported by Hench1 may be bioinert (e.g. alumina and
featured in gold porcelain crowns, glass filled ionomer
zirconia), resorbable (e.g. tricalcium phosphate), bioac-
cements and dentures serving to improve the quality of
tive (e.g. hydroxyapatite, bioactive glasses and glass
oral hygiene.1 Within the medical and healthcare
ceramics), or porous for tissue ingrowth (e.g. hydro-
industry the development of ceramic materials has
xyapatite coated metals).1 ‘Bioinert’ refers to material
facilitated applications for eyeglasses, diagnostic instru-
resistance to further oxidation upon placement within
ments, chemical ware, thermometers, tissue culture
the body with no cytotoxic effect. ‘Resorbable’ describes
flasks and fibre optics for endoscopy as documented
by Hench.1 Further applications include the use of the material potential for dissolution via the biological
insoluble porous glasses as carriers for enzymes, anti- process of bone resorption and subsequent remodelling.
bodies and antigens owing to the outstanding resistance Finally the term ‘bioactive’ implicates that the material
to microbial attack, pH changes, solvent conditions, provides an interface that elicits a specific biological
response that results in the formation of a direct
physicochemical bond with the surrounding tissue.2
IRC in Biomedical Materials, Queen Mary University of London, Mile End Advantageous mechanical properties of certain bio-
Road, London E1 4NS, UK ceramics include high stiffness, low friction and good
*Corresponding author, email i.u.rehman@qmul.ac.uk wear resistance.5 While these properties contribute to
ß 2006 Institute of Materials, Minerals and Mining
Published by Maney on behalf of the Institute
Received 11 March 2005; accepted 15 February 2006
DOI 10.1179/174367606X102278 Advances in Applied Ceramics 2006 VOL 105 NO 3 113
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
the suitability for application at articulating surfaces, the
poor reliability under tensile loads and brittle cata-
strophic failure that ceramics are subject to, limits their
application as load bearing implants.3 Even in applica-
tions as small unloaded implants, powders, coatings and
low loaded porous implants the material must function
as efficiently as the replaced tissue for the remaining
years of the patient’s life. Improved technology and
lifestyle have increased the average life span and the
bioceramic implant may need to perform for a period
greater than 20–25 years providing a need for further
improvement in the mechanical properties and perfor-
mance of bioceramic materials.1
Implant failure can result from a number of issues
dependent on the application and site of the implant
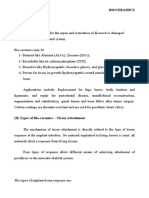
such as cement and/or acetabular cup liner dislodgement 1 Hierarchical levels of structural organisation in human
of total hip arthroplasty and replacement, periprosthetic long bone demonstrating molecular content of hydro-
fracture of joint replacements (knee, elbow, hip and xyapatite crystals3
shoulder) and calcification of vascular prosthesis, grafts
or heart valves. In terms of specific types of dysfunction constitutes ,20% of material and consists of mainly
applicable to orthopaedic implants, periprosthetic frac- type I collagen.12 (Fig. 1)3 The inorganic mineral phase
ture after hip arthroplasty in addition to other problems accounts for ,69% of the dry mass and is largely
related to joint replacement has been thoroughly carbonated hydroxyapatite [CO3–Ca10(PO4)6(OH)2] in
researched and documented.6 The most frequent cause addition to a small amount of ions such as fluoride,
of femoral fracture is too tight an insertion of the magnesium and sodium.13 The remainder comprises
femoral stem to the cortex (particularly in the case of water in addition to trace amounts of proteins, lipids
uncemented implants) or excessive loading.7 Intra- and polysaccharides. Dental enamel differs in that the
operative factors including the use of cement and host mineral phase is a much greater 97% of the dry material
factors such as osteoporosis can also influence peripros- and contains a larger amount of fluoride incorporated
thetic fracture. Failure of cement bondage or extensive into the inorganic mineral apatite, known as fluoroapa-
resorption around the prosthesis owing to stress shield- tite. It contains less water and is believed to be the
ing in addition to wear related osteolysis (permitted by hardest substance in the body.3
wear debris stimulating phagocytic action of macro-
phages) contributes to mechanical loosening at the
Synthetic ceramic hydroxyapatite
implant host tissue interface terminating rigid fixation.
In addition to pain experienced by the patient the Synthesised ceramic hydroxyapatite (HA) Ca10(PO4)6-
improper placement and fixation of the implant com- (OH)2, evokes no cytotoxic effects when implanted and
ponents can facilitate unusual stress conditions that demonstrates excellent biocompatibility and bioactivity
may subsequently reduce the life of the implant.8,9 with human tissue and is commonly the choice of
Periarticular calcification or ossification can result in ceramic for hard tissue replacement. Natural biological
femoral impingement and an inadequate range of bone mineral differs from processed HA in that the
motion which through other complications can result former contains additional ions such as carbonate
in implant failure. This type of surface calcification is (CO322) and water (H2O), in addition to possessing
undesirable as opposed to that resultant in biological variable Ca/P ratios between 1.6 and 1.7 (HA is 1.67).14
fixation of the femoral stem employing a porous coating Furthermore, biological apatite is nonstoichiometric and
of titanium beads covered in hydroxyapatite, which poorly crystalline with crystals of submicrometre dimen-
encourages bone ingrowth and ossification and provide sions.15 The HA crystals in bone and dentine were
a permanent interface between the bone and the reported by Elliott14 to be ,1506400 Å, while in dental
implant. Wear debris released from HA coated metallic enamel they were measured at 40061000 Å (and to
implants have been shown to activate monocytic cells 5 nm or more).14,16
and facilitate osteolysis, a common cause of failure in
hip replacements. In contrast when HA is used as a Properties and requirements of bone
macroporous ceramic, such as in oral maxillofacial replacements
surgery, with the intention of invasion by healing bone Previous detailed structural descriptions of human bone
tissue within a bony defect, degradation and resorption portray various levels of hierarchical structural organi-
of the ceramic by osteoclasts and macrophages is wel- sation (see Fig. 1) with mechanical properties differing
come before replacement with new bone. Performance, for each component phase while contributing to the
requirement and failure are shown to be relevant to overall mechanical performance of the material.17 The
application and implant site.10,11 individual levels and their structures include:
(i) the macrostructure of cancellous and cortical
Natural hard tissue composition bone
The hard tissues of the human body (i.e. bones and (ii) the microstructure (10–500 mm), i.e. Haversian
teeth) are ceramic–organic composites with complex systems, osteons and single trabeculae
microstructures that have been studied and reviewed (iii) the submicrostructure or ultrastructure (1–
extensively in past literature.2,3,12,13 The organic phase 10 mm), i.e. lamellae
114 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
(iv) the nanostructure (from a few hundred nano- crystalline and stoichiometric with a lower solubility
metres to 1 mm), i.e. fibrillar collagen and than bone mineral, with the result of very slow (layer by
embedded mineral layer) degradation in vivo for the former.15 Unlike the
(v) the subnanostructure or molecular structure natural platelike bone mineral crystals, polycrystalline
(below a few hundred nanometers): molecular synthetic HA consists largely of polygonal sintered
structure of constituent elements including coarse particles.22 Apatite cements set to form HA in
minerals, collagen and non-collagenous organic vivo at the physiological temperature of 37uC are less
proteins.18 crystalline, have greater solubility and show a faster
Bone tissue is a composite in which nanosized crystals of dissolution rate than sintered HA.20 Other implanted
apatite are deposited on collagen fibres and skillfully calcium phosphates such as dicalciumphosphate cause a
woven into a three-dimensional hierarchically organised pH drop in simulated body fluid (SBF) because of
structure that has an irregular, yet optimised arrange- dissolution which serves to further increase the solubility
ment and orientation of the components with the result of the material. The pH value is dependent on solubility
that bone is a heterogenous and anisotropic material. of HA, wherein the pH decrease as the solubility
The mechanical properties of human cortical and increases.22,23
cancellous bones in addition to the main types of Various complications have surfaced regarding the
bioactive ceramics are shown in Table 1, which is development of successful resorbable bioceramics
amended from T. Kokubo et al.19 including the maintenance of interface, in both strength
The significance of the amorphous arrangement of and stability during biodegradation, in addition to
HA crystals reinforcing a collagen fibre matrix can be providing only metabolically acceptable substances in
reflected not only by the strength of the natural material the implant material to prevent chronic inflammation
but also by the solubility and dissolution rate when and pain occurring upon degradation.1
compared with the processed ceramic equivalent.
Clinical success of the ceramic implant is governed not Substituted apatites
only by the match of the mechanical performance of the Various chemical substitutions can be made within the
replaced hard tissue upon creation of a stable interface, ceramic HA lattice without causing adverse reactions
but also by the ability to undergo biodegradation and upon implantation. There are several inorganic elements
stimulate replacement with natural host tissue over an present in the chemical composition of the mineral
appropriate recovery period.3 content within hard tissue. Small but significant
Matching the resorption rates of the material with the amounts of sodium (Naz), magnesium (Mg2z), potas-
tissue replacement and repair rates of the host tissue is sium (Kz), fluoride (F2), chloride (Cl2), carbonate
vitally important but complex to achieve in that the repair (CO322) and water (H2O) are present among the major
rates of the human body vary significantly and are subject mineral content of calcium (Ca2z) and phosphate
to the type of tissue, tissue health and also age. The ability (PO432). The surrounding tissue of the implanted
of an HA implant to be degraded in vivo by osteoclasts is material tolerates appropriate amounts of these species
largely denoted by the material solubility and dissolution within ceramic apatite.3 The ionic substitutions affect
rate at low pH. During bone resorption osteoclasts localise the surface structure and surface charge of the apatite,
at a chosen site and form a ruffled border reducing the pH which plays an influential role in the response of the
to ,5.5 immediately beneath the border and the tissue biological environment to the material. The advantages
begins to dissolve.20,21 Therefore, if the solubility of the of the use of substituted apatites for hard tissue
implant is less than the solubility of the mineral content of replacement have been previously established and
bone, then degradation occurs at a very slow rate, if at all. several methods have been studied for preparation of
Similarly, if the solubility of the ceramic implant is greater such materials.24
than the mineral part of the host bone tissue, then
degradation occurs. However, if the two solubility values Carbonated apatite
are largely different, biodegradation may proceed too Increasing the carbonate content of apatitic materials
quickly to allow sufficient replacement by natural tissue, has several advantages and has been studied largely
and the possibility of void formation arises. Specific using cement systems that precipitate HA.25,26 Increas-
properties such as density, crystallinity and presence of ing the carbonate content of HA (to produce carbonated
micropores have been shown to influence solubility and HA) has been found to increase the material solubility
dissolution. Micropores with diameters of ,5 mm have or dissolution rate, without significantly altering the
particular importance in dissolution properties.22 crystallinity. Osteoclasts are therefore able to resorb the
Conventional thermally processed synthetic HA is material faster during the bone replacement process.20
prepared at around 1100–1200uC and is therefore Carbonated HA forms in vitro and closely resembles the
Table 1 Mechanical properties of human cortical and cancellous bones and bioactive ceramics
Strength, MPa
Compressive Bending Young’s modulus, GPa Fracture toughness KIC, MPam1/2
Human bone Cortical 100–230 50–150 7–30 2–12
Cancellous 2–12 N/a 0.05–0.5 N/a
Hydroxyapatite 500–1000 115–200 80–110 1.0
Glassceramic A–W 1080 220 118 2.0
BioglassH (45S5) N/a 42 35 N/a
Advances in Applied Ceramics 2006 VOL 105 NO 3 115
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
natural apatite of bone and exhibits a better tissue the interfacial bonding between the host tissue and the
response and enhanced osteoconductive properties.25,27 implanted bioactive glass ceramic.33
Carbonate is the most abundant species of the addi- Silicon is accepted to be essential to growth and
tional ions contained within the natural mineral apatite development of biological hard tissue.30 The incorpora-
of human bone and is present at ,8 wt-%.28 tion of silicon into the HA lattice therefore is desirable
to improve the bioactivity. However, whereas pure
Fluorinated apatite hydroxyapatite is thermally stable up to temperatures
of ,1200uC before it begins to decompose into a or b
The mineral component of tooth enamel is fluoroapatite,
tricalcium phosphate, the introduction of silicon in
an apatite material containing 0.04–0.07 wt-% of fluor-
greater quantity than 1.97 wt-% results in the formation
ide and is known to be more acid resistant than HA.
of a-TCP and calcium phosphate silicate at temperatures
Apatite is the only type of calcium phosphate material
.1100uC. Thermal stability at temperatures ,1200uC
with the ability to incorporate fluoride ions that
can be achieved when substituting with amounts
subsequently improve the physical, chemical and biolo-
,1.97 wt-%.30,33
gical properties of the compound.12 Previous findings
Interestingly, unlike magnesium and silicon, the
have shown that the addition of fluoride ions to substitution of fluoride into HA has no significant effect
solutions containing calcium and phosphate ions pro- on the thermal stability of the HA structure at
motes apatite formation by enhancing the rate of temperatures up to 1300uC.29
hydrolysis of the phase intermediates. The fluoride
containing phase precipitates out of the supersaturated
solution thus affecting the magnitude of the driving Structural properties
force for precipitation and assisting crystallisation. The It can be concluded that substituted apatites play an
conversion of HA to fluoroapatite requires fluoride, that important role in the mineralisation process of biologi-
increases corresponding pH. A surface layer of fluor- cal hard tissue in addition to the fabrication, stability
oapatite is formed by deposition when the preceding and enhanced bioactivity of HA. The ability of the
surface is in equilibrium with the bulk solution.13 apatite lattice to accept a large variety of substitutional
ions in addition to vacancies and solid solutions has
added complexity to determining the structure and
Magnesium substituted apatite chemistry of apatite compounds. Although the basic
The magnesium content within biological apatite has apatite structure was determined in 1930, it has largely
been found to be high during the initial stages of been the past forty years that success has been found in
calcification, decreasing in amount as the process identifying the structural properties of the majority of
progresses and calcification increases.29 This Group 2 apatitic compounds.
cation has also been associated as a factor governing Analytical methods involving single crystal X-ray
bone fragility as a result of qualitative changes of the diffraction studies have provided the majority of the
bone matrix. All stages of skeletal metabolism are structural detail and crystal chemistry although for
adversely affected by depletion of the ion, with common many precipitated, biological and mineral apatites where
results including decreased osteoblastic and osteoclastic suitable single crystals are unobtainable other methods
activity that hinders the bone remodelling process and have been applied.34 The Rietveld method of structure
contributes to fragile bones, osteopenia and lack of bone determination from X-ray and neutron powder diffrac-
growth.30 Magnesium is also reported by a number of tion patterns has been increasingly used in such cases
researchers including Bertoni,29 to inhibit apatite along with IR and Raman spectroscopy for the study of
crystallisation in solution, destabilise the structure of minerals and calcified tissue.35–37
HA while favouring the thermal conversion into b Apatitic ceramics have the general formula
tricalcium phosphate (b-TCP).29 Ca10(PO4)6X2 where the X is typically OH (hydroxya-
patite, HA) or F (fluoroapatite, FA). In addition,
Silicon substituted apatite possible substitutions for X include chlorine (Cl),
Previous studies utilising electron microprobes have KCO3 or KO while calcium (Ca) can be replaced by
shown the importance of silicon for bone formation and strontium (Sr), barium (Ba), lead (Pb), two sodiums
calcification. The osteoid and active growth areas can (Na) or partially for vacancies. The phosphate (PO432)
contain silicon levels of up to 0.5 wt-%.31 Further components may be substituted with hydrogen phos-
evidence includes the formation of apatite layers on phate (HPO422), arsenate (AsO432), vanadate (VO432),
the surface of bioactive silicate containing glass ceramics SiO442 or carbonate (CO322) groups.34
(e.g. bioglass and cerabone A–W) upon immersion in
simulated body fluid at physiological temperature 37uC Apatite structure
for several days.30 The silanol groups (Si–OH) within the The basic apatite structure is an approximated hexago-
materials have been suggested catalysts of apatite nal close packed lattice of spherical representations of
nucleation preceding surface layer formation. The tetrahedral PO432 ions. Throughout the lattice octahe-
breaking of the bonds and subsequent loss of soluble dral interstitial sites give rise to channels that run
silica precede the formation of Si–OH bonds and the parallel to the hexagonal axis. The apatite unit cell
associated condensation to form SiO2, which upon contains six PO432 ions and six octahedral interstitial
polymerisation produces a SiO2 rich layer upon the sites, described by three HCP cells in both volume and
glass ceramic surface.32 The formation of a calcium parameter. The first publishing’s of this structure
phosphate layer on top of the SiO2 rich layer facilitates was almost in unison in 1930 by Naray–Szabo and
the growth of apatite crystals and the following cell Mehmel in Germany.14,38,39 The lattice parameters
adhesion, collagen and protein formation giving rise to are approximately a50.94 and c5 6.9 Å and can
116 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
2 a atomic structure of HA and b its projection along c axis40
deviate slightly along with refractive indices and according to Bertoni et al.29 although the amount of
calculated densities depending on the preparation and magnesium found associated to biological HA by
processing methodology which can frequently introduce chemical analysis is significantly higher as a result of
nonstoichiometry. the majority of the compound being adsorbed to the
Within a portion of the channels, linear columns of crystal surface or present in an amorphous phase.29 The
fluoride ions (F2) are located with individual ions each magnesium ion (Mg2z) is of limited acceptance within
surrounded by three calcium ions (Ca2z) forming the HA lattice owing to the ionic radius (0.72 Å) being
additional columns accounting for 6/10 of the calcium much smaller than that of Ca2z (1.00 Å). Changes in
content. Similar columns are comprised of the residual structure that correlate with the substitution include an
Ca2z ions that run through the remaining channels.14 It increase in the a axis parameter along with a decrease in
has been reported that the hexagonal packing of the the c axis parameter, with an increase in the Mg2z
PO432 ions determines the stability of the lattice, which content.41 The inhibiting effect on the crystallisation
may be altered by ionic substitutions contributing to the of HA has been suggested owing to the structural
complexity of studying many of the apatites. Pure mismatch created by the Mg2z ions when incorporated
hydroxyapatite for example is pseudohexagonal with a into prenucleated HA structures.29
doubled b axis relating to an ordered arrangement of the
hydroxyl ions (OH2) in columnar formation when Silicon
successive hydroxyl linkages so –OH–OH–OH– integrity The substitution sites within the HA structure are
is maintained. (Fig. 2)40 largely determined by the ionic radii of the ions to be
Approximate lattice parameters (Å) of a59.421, b5 incorporated. Substitution of silicon into hydroxyapatite
2a and c56.881 were reported for the HA structure follows the formula Ca10(PO4)62x(SiO4)x(OH)22y and is
that demonstrates monoclinic spacing. The structure admitted as a silicate ion substituting for phosphate at
becomes hexagonal if 10% of the OH2 ions are replaced its P site owing to the similarity between the respective
with F2 ions and it is therefore reasoned that biological ionic sizes. To compensate for the extra negativity of the
apatites tend to be hexagonal owing to their natural silicate ion there is a reduction in the amount of
impurities disrupting the –OH–OH–OH– columnar hydroxyl groups. The ionic radius of the Si4z ion at
integrity and varying the OH2 direction.41 The ionic 0.42 Å is larger than that of the P5z ion of 0.35 Å
radius of the fluoride group is also larger than that of the resulting in a slight corresponding increase in the a and c
hydroxyl group and, therefore, upon increasing F2 lattice constants upon replacement. The change in lattice
substitution into the HA structure, a significant increase constants confirms incorporation into the structure as
in the Ca(2)–OH bond length and marked decrease in the opposed to surface attachment. Corresponding to the
a axis dimension is observed.13 change in the unit cell parameters, the theoretical density
Precipitated apatites share similar XRD patterns to of silicon substituted hydroxyapatite is less than that
poorly crystalline and biological HA irrespective of the of pure HA.30,42 Before this establishment there was
variation in Ca/P molar ratios which ranges from ,1.5 concern over whether the silicon ion substituted
to .1.67. Reported structural differences between pre- completely for the phosphate within the lattice, or
cipitated HA and thermally processed HA include a whether partial replacement took place or whether the
larger a axis by 0.01–0.02 Å. This is also seen upon ionic species remained as an independent phase.24
decreasing Ca/P ratio, in addition to a decrease in the c
axis parameter.34,41 Silicon cosubstitution
Substitution of Mg2z by Ca2z is limited to ,1 wt-% in
Structural and chemical effects of synthesised HA partially owing to the difference
substitutions between the hydrated properties of both ions. The
tightly bound hydration layer of the Mg2z ion resultant
Magnesium of its smaller ionic radius when compared with the Ca2z
Magnesium can be substituted for calcium and incor- ion provokes much slower dehydration of the aqueous
porated into the crystalline structure by up to ,10 wt-% ions, a prerequisite for incorporation into the crystalline
Advances in Applied Ceramics 2006 VOL 105 NO 3 117
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
structure. However, it has been established by Kim composition. Furthermore, the resultant material is
et al.30 that when the Mg2z ion is cosubstituted with the unlikely to be replicative of the carbonated mineral
silicate ion it can be incorporated into the HA lattice at phase of natural bone as analysis demonstrates that the
levels equal to 1 wt-%. During the same study the carbonate ions observed in natural tissue are not located
amount of silicate substituted into the synthetic apatite solely on the A site of the hydroxyl groups.26
was greater than that within the thermal stability region The production of B-type carbonated hydroxyapatite
previously reported within literature, facilitated by the (CHA) is often by methods of controlled precipitation
absence of CO2 from the atmosphere preventing from solutions containing calcium, phosphate and
the production of carbonated HA which results from carbonate ions at high pH. Substituting a carbonate
the competitive replacement of phospate by silicate and group in the phosphate ion site serves to reduce the
CO322 ions.30 crystallinity and precipitate size of the material provid-
During an ultrastructural comparison of pure HA and ing difficulty in the characterisation of substitution
silicon substituted HA, founded on the assumption that mechanism. The problem of maintaining charge balance
the incorporation of silicate into the apatite lattice by replacing PO432 with less negative CO322 has been
would increase the number of dislocations owing to a resolved by a variety of mechanism models describing B-
small distortion in the lattice and therefore an increase in type carbonate substitution.28 Coupled or cosubstitution
the strain energy, the identification of an increase in the where the additional substitution of a monovalent ion,
density of triple junctions within the substituted apatite such as sodium from sodium carbonate solution used for
offers explanation for the increase in solubility by the the source of carbonate ions during precipitation, for
incorporation of Si and the subsequent rate of bone a calcium ion balances the negative charge caused by
apposition to the material. The relevance of the present carbonate substitution is described by equation (2)
study corresponds to the hypothesis that biological
dissolution of apatite ceramics occurs at grain bound- Ca10 x Nax (PO4 )6 x (CO3 )x (OH)2 or
aries and dislocations.33 Furthermore, the improved Naz zCO23 <Ca2z zPO34 (2)
bioactivity of the substituted apatite has been a
suggested result of the increased negative surface Problems with purity could be encountered owing to
charge from substitution of PO432 groups with SiO442 the incorporation of sodium ions from the reactants
groups.43 into the structure. Further suggestions of vacancy
formation (usually calcium) within the unit cell were
put forward to explain the charge balance in addition to
Carbonate
a combination of the two mechanisms.34 Methods were
Carbonate ion substitution into the HA structure is investigated that eliminated the presence of sodium ions
unique in that there are two possible atomic sites for the using ammonium carbonate to provide carbonate ions
substitution with distinct synthesis techniques reported during precipitation but the analytical results identified
to produce them.26 A-type substitution of CO322 occurs ammonium ions within the precipitated material where
at the hydroxyl (OH) position whereas B-type substitu- it was likely that ammonium ions replaced the calcium
tion occurs at the phosphate PO432 position. Reported ions to achieve charge neutrality.26,34
processing of A-type substitution involves a high Structurally it has been identified within a number
temperature reaction of HA with carbon dioxide (CO2) of studies that the lattice parameters change linearly by
gas for periods of 15–144 h. At temperatures of 900– a decrease in the a axis from approximately 9.44 to
1000uC the OH groups of stoichiometric HA are 9.3 Å and an increase in the c axis from approximately
replaced for carbonate groups and the resultant material 6.88 to 6.93 Å as the carbonate content is increased from
is highly crystalline and can be characterised by methods 0 to 22 wt-%. The theoretical maximum carbonate
of XRD, infrared spectroscopy and transmission elec- content that can be incorporated into the HA lattice
tron microscopy (TEM).28 Alternatively, the soaking of is 22.27 wt-% assuming that water is absent. When
chemically pure, stoichiometric and sintered HA powder prepared in aqueous systems it has been commonly
in an aqueous solution saturated with CO2 for a period observed that carbonate is incorporated in such
of up to two months provides another route of synthesis. quantities when sodium (Naz) ions are present and
This allows the ion exchange of the carbonate ions that significantly less than 20 wt-% is incorporated when
within the surrounding solution into the HA powder. absent.34 Both A and B types substitution can occur
Equation (1) describes the simple A-type substitution simultaneously resulting in AB type substitution with a
mechanism where a substitution ratio of one carbonate more complex mechanism. Produced largely by aqueous
group replacing two hydroxyl groups exists allowing precipitation the cosubstitution of sodium or ammo-
the production of a neutrally charged material with nium ions from the reactants occurs to maintain charge
controlled chemical composition balance. This type of substitution is considered common
Ca10 (PO4 )6 (OH)2z CO2 ? to the apatite that constitutes natural bone mineral and
has therefore been of great interest during the recent few
Ca10 (PO4 )6 (OH)2 x (CO3 )x H2 O (1) years.26
However, it has been reported by Gibson and Bonfield26
that these documented production methods are ill suited Limitations of bioceramic HA
for the synthesis of biomedical materials owing to the Although artificially prepared bioceramic HA with
lengthy reaction times and the lack of control over the resemblance to the structure of natural bone has good
level of carbonate substitution. Either method depicts an compatibility within the human body that can be
ion exchange reaction where substitution will proceed enhanced by various substitutions, wide usage in
more readily at the material surface than that in the bulk medical application is limited owing to poor mechanical
118 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
properties which are resultant from poor sintering large surface area to volume ratio and ultra fine structure
properties of the materials.44,45 resembling that of natural apatite. The implant cell
Load bearing applications require high mechanical interaction in the biological environment would be
strength materials provided by high densification during enhanced and furthermore, the osteoconductivity, solu-
conventional pressureless sintering of fine ceramic bility, sinterability and mechanical reliability of the
powder. Microstructural features such as sintered den- material could be promoted by controlling the particle
sity, the average grain size in addition to the distribution size and structural morphology at the nanolevel. Previous
of the grain size and any microstructural defects largely study has demonstrated the increased solubility and
determine the mechanical properties. Many of these superior bioresorption of nanocrystalline HA which has
strength limiting microstructural properties stem from the been attributed to the high surface area to volume ratio.23
powder itself. Therefore, the preparation of fine agglom- It has been concluded that the ionic dissolution of
erate free powder with a uniform grain size and high nanocrystalline HA is similar to that of natural bone
surface area that will sinter or thermally consolidate mineral owing to the amount of calcium release
favourably is of primary importance during the fabrica- corroborating well with the calcium release pattern of
tion of a bioceramic HA implant with high sintered biological apatite and being significantly greater in
density and a desirable microstructure.46 amount than that released from conventional HA.
The conventional powder processing methods can Hydroxyapatite is a bioactive ceramic material found
lead to the formation of hard particle agglomerates that naturally in the mineral portion of human bones and
can exhibit a higher green density than the surrounding teeth. Chemically synthesised it may be medically
material and are virtually impossible to eliminate using applied as a bone substituting material within the
the conventional compaction techniques such as die human body to correct bony defects. Various inorganic
pressing and isostatic (hot or cold) pressing. These ions are found in naturally occurring apatite and similar
powder compacts containing agglomerates undergo additions and substitutions may be incorporated into
differential sintering at the sintering temperature giving the lattice of chemically prepared apatite also. Such
rise to the strength limiting microstructural flaws which incorporations vary properties of the material such as
may facilitate crack formation and propagation.47 mechanical (compressive) strength and biocompatibility.
Within the starting powder, high aspect ratio morphol- However, large and inconsistent particle sizes in addi-
ogy can lead to poor packing of the particles subse- tion to processing flaws limit the material strength of
quently causes exaggerated grain growth during thermal chemically synthesised hydroxyapatite preventing usage
densification treatments.44 in load bearing applications. The production of nano-
crystalline hydroxyapatite similar to the particle size
Nanoceramics found in human tissue provides an improvement in the
material properties, such as thermal stability, mechan-
Nanostructure processing of HA bioceramic allows ical properties and solubility.
chemical homogeneity and microstructural uniformity
to be achieved facilitating the generation of fully dense
Processing of hydroxyapatite
bioceramics at low sintering temperature with a sig-
nificant reduction in flaw size. If the grain size is reduced Introductions to a number of methods that have been
to the nanometre range (1–100 nm), particularly the developed for the chemical synthesis of HA are provided
lower end, then the normally brittle bioceramic can be in this chapter, in addition to individual processing
made more easily deformable. In addition, the high advantages, drawbacks and consequential effects on the
volume fraction of grain boundaries provides for HA product. Much research has been carried out in the
increased ductility and superplasticity for net shape processing area in order to improve the chemical and
forming at low temperatures. structural properties of HA products while maintaining
Significantly enhanced sinterability is experienced if not further the increasing the yield and improving the
owing to the excellent compositional homogeneity and manufacturing efficiency. The subject area of emulsion
phase purity associated with nanocrystalline HA pro- technology in HA synthesis is discussed and the main
vides stability against decomposition at high tempera- concepts and parameters defined. Previous research is
tures (1200–1300uC), achieving dense products with used to report physical properties of HA synthesised
superior mechanical integrity without the undesirable using emulsion systems. Further processing treatments
secondary phases.48 To sinter HA above 1300uC without after chemical synthesis are mentioned in addition to the
decomposition into tetra calcium phosphate or TCP consequential effects on the HA product.
requires the process to be performed under moisture.49
Human bone is a natural nanocomposite (consisting Main processing methods
of two or more phases obtaining properties that are Many different chemical processing routes have been
unavailable in individual phases or components) with employed in order to prepare fine HA powder, including
impressive toughness and strength resultant of the precipitation and coprecipitation, hydrothermal reac-
composition largely of nanoscale platelike crystals of tions,50,51 sol–gel synthesis,52 pyrolysis of aerosols53 and
HA which are dispersed in a matrix of collagen fibres. recently supercritical fluid and emulsion synthesis.46
The superior strength arises from the enormous surface
area available for interaction, i.e. the number of Precipitation
interfaces between the two phases owing to the Wet chemical synthesis or ‘bulk’ precipitation is one of
nanoparticle composition. the most commonly used techniques providing a high
The engineering of HA with a grain size reduced to production yield but of generally large primary particles
nanolevel would result in a number of improved with wide particle distributions owing to the inability to
functional properties owing to the reduced grain size, control the flocculation of particles during formation
Advances in Applied Ceramics 2006 VOL 105 NO 3 119
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
and as a result ball milling is required during the morphological and crystal structure similarity to natural
final stages to produce less agglomerated particles.54–56 apatite crystals.62,63
The main formulae used involve calcium hydroxide
(CaOH2) and orthophosphoric acid (H3PO4) or calcium Mechanochemical synthesis
nitrate [Ca(NO3)2], diammonium hydrogen phosphate Mechanochemical synthesis is a solid state method that
[(NH4)2HPO4] and ammonium hydroxide (NH4OH) takes advantage of the pertubation of surface bonded
which result in a faster production rate.57–59 Previous species by pressure to enhance thermodynamic and
work has obtained HA from equations (3) and (4) kinetic reactions between solid materials. Pressure can
5Ca(NO3 )2 z3NH4 H2 PO4 z7NH4 OH? be applied at room temperature via conventional milling
equipment ranging from low energy ball mills to high
Ca5 (PO4 )3 OHz10NH4 NO3 z6H2 O (3) energy stirred mills such as attrition, and planetary or
vibratory mills. Simplicity and low cost are the main
5Ca(OH)2 z3H3 PO4 ?Ca5 (PO4 )3 OHz9H2 O (4) advantages of mechanochemical synthesis of ceramic
powders. However, HA bioceramic produced by this
Precipitation of HA is a two step process involving
method has previously been reported to be poorly
nucleation and grain growth. Nucleation involves the
crystalline, highly nonstoichiometric and thermally
random assembly of molecules in solution to form
unstable.64
aggregates that are lacking in size required for pre-
Wet mechanochemical synthesis or mechanochemical–
cipitation. When the nuclei become bigger, grain growth
hydrothermal synthesis incorporates an aqueous phase
occurs. A supersaturated solution occurs when a
as a reaction medium. An aqueous phase can actively
solution contains more solute than should be present
participate in the mechanochemical reaction by
at equilibrium and the more solute that is dissolved, the
accelerating kinetic processes that commonly limit the
greater the supersaturation. The rate of nucleation is
rate of a process, such as dissolution, diffusion, adsorp-
affected more by the relative supersaturation than the
tion, reaction rate and also crystallisation (nucleation
rate of grain growth, proceeding at a much faster rate
and growth). The mechanochemical activation of
in a highly supersaturated solution. This results in a
slurries can generate local zones of high temperatures
suspension of fine particles that give rise to a very small
(up to 450–700uC) and high pressures owing to friction
final size of the precipitate. HA precipitation involves
effects and adiabatic heating of gas bubbles (if present in
Ca2z and PO43z simultaneously, with concentrated
the slurry), while the overall temperature is close to
amounts required in order to facilitate a high rate of
room temperature.65 The thermodynamics of the local
nucleation.
reaction environment favour reactions which may
Conventional precipitation does not possess high otherwise be kinetically inhibited at the bulk system
enough concentrations of phosphorous and calcium to temperature and pressure.64 The mechanochemical–
obtain a high rate of nucleation and resultant fine hydrothermal technique is the intermediate of hydro-
particle size as the procedure follows the addition of thermal and mechanochemical processing. Large amounts
either a calcium or phosphorous solution into the of HA powder can be produced using lower tempera-
other. However a modification by Kong and Boey49 tures than the standard hydrothermal process without
allowed the production of nanosized HA by a simple the need for a pressure vessel and external heating. The
precipitation process with high concentration of both use of conventional autoclaves and mills further facil-
ions.49 Crystallinity and particle size have also been itates low cost powder synthesis production. Previous
demonstrated to be affected by temperature that the applications have included production of high quality
solution was prepared at in addition to carbonate carbonated HA and NaCO3 HA with controlled
incorporation.60,61 carbonate substitution.64,65
Hydrothermal synthesis Aerosol synthesis
After wet chemistry hydrothermal techniques are the The aerosol synthesis technique has the potential
second most popular synthesis techniques and generally to create particles of unique composition, from a
involve reacting a mixture of calcium carbonate solution of starting materials which are mixed at
(CaCO3) and diammonium hydrogen phosphate at atomic level and has been used to produce small
high temperatures and pressures such as 275uC and particles of different materials. The texture and
12 000 psi (or generally ,350uC and ,150 atm). The morphology can be modified by thermal treatment
resulting hydroxyapatite is carbonate substituted but during the processing. Fine HA particles can be
well crystallised and chemically homogeneous. The obtained by pyrolysis of an aerosol generated by
reactions are solution mediated allowing particle size ultrahigh frequency spraying of a previously prepared
and morphology to be controlled by experimental precursor solution. The precursor solution of the final
strategies that regulate nucleation, growth and aging material is contained within a vessel that has an
processes.16 Recently the production of calcium ultrasonic transducer located at the bottom. Upon
deficient HA by hydrothermal methods has been of focusing an ultrasonic beam close to the surface of
great biological interest as an alternative to stoichio- the solution ultrafine droplets (2–4 mm) are produced
metric HA owing to the differences in their behaviour above the surface and conveyed by air as an aerosol.
when immersed in simulated body fluid (SBF). Ca The aerosol flow passes through a tubular furnace at
deficient HA has a lower Ca/P ratio than 1.67 and a temperature of 500uC and the solvent evaporates,
elicits an immediate precipitation of biologically leading to the formation of precursor particles and
equivalent apatite on its surface upon immersion unlike then micron sized HA needles. The particles are then
stoichiometric HA. Additionally the crystals have collected outside the furnace with an electrostatic filter.
120 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
the mould.68 During calcining the gels decompose into
hydroxyapatite. Precursor combinations for sol–gel
synthesis include Ca(NO3)24H2O and P2O5, in addition
to Ca(NO3)24H2O and H3PO4.69
Supercritical fluid technology
In the last few years there has been growing interest in
using supercritical fluids for particle generation owing
to capability of obtaining particles with micron and
submicron size with a narrow size distribution that
milling cannot obtain. The process has been developed
in a variety of ways with applications in extraction
processes, fractionation of products, dyeing of fibres and
treatment of contaminated soils.70 A supercritical fluid is
any substance above its critical temperature Tc and
critical pressure Pc. The critical point represents the
3 Flow chart of sol–gel synthesis of hydroxyapatite52 highest temperature and pressure at which the substance
can exist as a vapour and a liquid in equilibrium. In this
Reported HA particles have been small and hollow supercritical area there is only one state possessing a
before modification by ulterior thermal treatment. The combination of both gas- and liquidlike properties.
initial spherical shape adopts a raspberry-like shape The properties exhibited by a supercritical fluid are
morphology at temperatures of ,1050uC but with a intermediate between liquid- and gaslike properties,
large particle size distribution among the powder. It has such as dense gas, solubilities approaching liquid phase
been suggested that the size of the crystallites preceding and diffusivities approaching gas phase. Mass transfer is
particle formation could be controlled as a function of rapid with supercritical fluids as their dynamic viscos-
the annealing time.66 ities are nearer to those found in normal gaseous states.
Around the critical point the diffusion coefficient is ten
Sol–gel processing times greater than that of a liquid. Viscosity, diffusivity
Sol–gel routes for processing bioceramic HA also offer and density are all dependent on temperature in addition
advantages including high product purity, homogenous to pressure. The enhanced solubilities in supercritical
composition and low synthesis temperature in addition fluids has been known since the late 1800s and has been
to applicability for surface coating.52,67 There are three used for decades to extract compounds such as caffeine
general known approaches to making sol–gel monoliths from tea and coffee, plus hop oil.70,71
that may involve: Carbon dioxide (CO2) is the most attractive solvent to
(i) gelation of a solution of colloidal powders use in supercritical fluid technology as it is non-toxic,
(ii) hydrolysis and polycondensation of alkoxide non-flammable and environmentally benign at this scale
or nitrate precursors followed by hypercritical of use, while it is very abundant and relatively
drying of gels inexpensive. Its critical temperature 31.1uC and pressure
(iii) hydrolysis and polycondensation of alkoxide 7.38 MPa are easily accessible. Solubility is a crucial
precursors followed by aging and drying under aspect of carrying out reactions in supercritical CO2 and
ambient atmospheres. has been problematic owing to pure supercritical CO2
‘Sols’ are dispersions of colloidal particles in a liquid being a relatively non-polar solvent with a very low
where ‘colloids’ are solid particles with diameters of 1– dielectric constant per volume, resulting in a poor
100 nm. A ‘gel’ is an interconnected, rigid network with solvent for molecules that are hydrophilic or of high
pores of submicron dimensions and polymeric chains of molecular weight, such as amino acids, proteins, metal
an average length greater than 1 mm forming disordered ions and many polymers.72 However, small amounts of a
structures.68 polar entrainer or an appropriate surfactant dramati-
Precursors with different calcium to phosphorous cally change the microenvironment to greatly increase
molar ratios are prepared to form a ‘sol’ which is aged the solubility of these substances. Perfluorinated com-
before gelation. The aging step in this instance involved pounds are particularly effective, expanding greatly the
16 h capped in an oil bath kept at a temperature 80– applicability of CO2.73
90uC. (Fig. 3)52 The two gelation methods that were One of the main property differences between super-
adopted as the major processing variables involved the critical fluids and conventional solvents is in compres-
fast drying of as prepared precursors under reduced sibility. Large pressures are required to change the
pressure and the slow evaporation in the oil bath of aged density of conventional solvents in the liquid phase,
precursors. The slow evaporation process was per- unlike supercritical fluids where comparatively small
formed in the same oil bath for 48 h. The dried pressure and/or temperature changes result in very
precursors were calcined in air from room temperature significant changes in density and consequently solvating
to a heat of 600uC.52 properties, particularly around the critical point.
Gelation arises from linkage of the colloidal particles Generally supercritical fluids are less dense than
forming a three-dimensional network which has physical conventional solvents and therefore considerably less
characteristics dependent on the size of the particles and viscous, which leads to a significantly greater diffusivity
the extent of crosslinking before gelation. The viscosity and can produce substantially faster reaction rates if
increases sharply and a solid object arises in the shape of diffusion is rate limiting.
Advances in Applied Ceramics 2006 VOL 105 NO 3 121
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
There are two very useful complementary routes to
particle formation with supercritical fluids (utilising
supercritical CO2) known as rapid expansion of super-
critical solutions (RESS) and supercritical antisolvent
precipitation (SASP) or gas antisolvent process (GAS).
The principle of the RESS process is that the substance
to be produced in powder form is first solved in a
supercritical fluid before the mixture is expanded into an
atmospheric pressure or vacuum spray chamber with
nozzle assistance. The sudden depressurisation causes the
solvent power of the compressed fluid to diminish
instantly allowing the dissolved matter to precipitate in
fine dispersed form. Different forms of solids can be
obtained by this method ranging from fine powders to
crystalline needles or even thin films depending on the
nozzle design, temperature of the mixture before and in
the nozzle, in addition to the pressure in the spray
chamber. The requirements for the process include that
the substances be solved in supercritical fluids with
satisfying solubility. Disadvantages of the process are
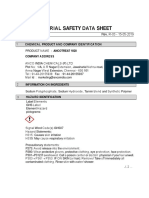
the high pressure ranges required for obtaining good 1: water pool; 2: interface; 3: organic pseudophase
solubilities, the high fluid flow rate, the difficult separa- 4 Schematic of different regions of micellar solution84
tion of gas from the solid particles owing to the very small
demonstrates limited stability with a cloudy or milky
particle size and the discontinuous operating of the
appearance before the suspended droplets will even-
process.70 The approach aims to establish a short
tually agglomerate and the dispersed phase will separate.
residence time to limit crystal growth by inducing an
The stability of the dispersed system can be accentuated
abrupt homogenous nucleation of the dissolved solute in
by additives such as ambiphilic surface active agents or
the region or the expanding jet.74
surfactants and finely divided solids.76 These soluble
The GAS process provides an alternative to the RESS
process in the event that there is poor solubility in the compounds serve to lower the surface tension of liquids,
compressed gas of material which has to be powdered. or reduce the interfacial tension between two liquids or a
The substances are solved in classical liquid solvents. liquid and a solid.77,78
When the solvent is saturated with the material to be
powdered the solution is contacted with a supercritical Microemulsion
solution by either spraying the solution into the super- Alternatively, a microemulsion is a thermodynamically
critical fluid or by spraying the compressed gas into stable isotropic dispersion of two immiscible liquids
the liquid. The supercritical fluid causes a decrease in the stabilised by an interfacial film of surfactant.79 The
solvent power of the classical solvent resultant of the dispersion may be either ‘oil in water’ or ‘water in oil’
volume expansion initiating precipitation of the material and is typically transparent. The dispersed phase is
to be powdered. Filtering and drying can separate the confined in nanometre range of spherical droplets or
powdered product from the solvent or alternatively continuous channel. The delivery of nanosized particles
following the powdering step the supercritical fluid can of organic and inorganic composition is due to the
remove the liquid solvent from the powdered material. chemical reaction being confined to within the nanosized
Advantages of this process include the lower pressure domains or reactors when the droplets containing the
range required, less gas demand and the ease for desirable reactants collide with each other.80 Within the
separation of the solid powder.70 dynamic structure of the microemulsion the nanosized
droplets are in constant coalescence, breakdown and
Emulsion technology deformation.
In order to synthesise nanosized HA powder research has Generally a ‘water in oil’ composition is prepared
led to the modification of certain well established where the water phase (formulated with corresponding
conventional processing routes including the use of hydroxide) subject to a high dielectric constant is
emulsion technology.75 Although this has been studied dispersed within an oil phase of low dielectric constant,
extensively over the past twenty-five years, the potential for such as the organic solvent, iso-octane (2, 2, 4
use as a refinement measure for preparing fine agglomerate trimethylpentane), petroleum ether (PE) or cyclohex-
free ceramic powders has only been recently discovered.47 ane.81–83 The nanosized droplets reactors produced are
Applications have included powder production for elec- in the form of reverse micelles where the colloidal
tronic, magnetic and optical materials with the potential aggregate of amphipathic surfactant molecules interacts
use for the synthesis of nanoparticle calcium phosphates with the Ca2z and/or PO432 ions within the central
and HA only being realised within the last decade.54 aqueous solution using the hydrophilic portion of the
molecule and giving rise to a ‘cagelike’ structure with
Macroemulsion the exterior created by the hydrophobic portion of the
The traditional definition of an emulsion is a hetero- surfactant molecule interacting with the surrounding oil
geneous system consisting of at least one immiscible phase, an apolar solvent. (Fig. 4)84 The formation of
liquid dispersed in another in the form of droplets with HA results from the confined reaction of the calcium
the individual diameter usually larger than 0.1 mm. It and phosphate ions.77,84,85
122 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
6 Flowchart for emulsion synthesis of HA44
main disadvantage associated with the ‘water in oil’
reverse microemulsion processing is the large require-
ments for oil and surfactant phases with a relatively low
production yield if the chemicals are not recycled in
addition to the problem of disposal of nonbiodegradable
surfactants.87
Alternatively, the use of ‘oil in water’ microemulsions
offers the advantage of a high production yield at the
expense of a small amount of oil and surfactant phases
creating a micellar system facilitating the synthesis of
5 Schematic representation of a micelle and b emulsion nanocrystalline HA. The surfactant molecules in micelles
droplets77 interact with calcium ions in the exterior aqueous
environment while the oil phase residing in the hydro-
The shape and spontaneous curvature for reverse phobic cores of oil swollen micelles creates an expansion
micelles correspond to the energetically favourable in the dimensions thus forming microemulsion droplets.
packing configuration of the surfactant molecules at (Fig. 5)77 The expansion increases the number of calcium
the interface governed largely by the molecular geome- rich domains that act as reaction sites on the droplet
try. Although there is no clear definition, certain exterior that facilitate HA formation upon contact with
researcher’s only term the surfactant aggregates reverse the phosphate ions present in the aqueous phase or during
micelles if the water to surfactant ratio within the core is collision. The reaction is rapid owing to the concentrated
,15, regarding microemulsions to be associated with surface calcium being localised and spontaneous nuclea-
‘‘droplets’’ corresponding to larger core water content tion of forming HA proceeds simultaneously as the
with water/surfactant ratio being .15. Regardless of this nucleation sites are formed owing to the continuous
there are many reports of their use as microreactors to aqueous phase providing a constant supply to the
produce well defined nanosized crystallites or chemically reaction sites and growth of HA crystallites.77,88
modified enzymes and they have also been formed in
The larger emulsion droplets are reported to be more
critical and supercritical fluids. Much of the geometric
stable than surfactant micelles that are typically less
modelling has been based on reverse/inverse micro-
than 10 nm in size. The larger droplets also have a
emulsions utilising sodium bis(2 ethylhexyl)sulfosuc-
longer average life span resultant from the interaction
cinate or Na–AOT as the surfactant facilitating reverse
between the hydrophobic portion of the surfactant
micelles in ‘water in oil’ microemulsions.31
molecules and the oil in droplet cores that possess
This surfactant is one of the most widely employed
viscoelasticity hindering the rapid disintegration and
surfactants in reverse micellar systems or ‘water in oil’
coalescence. Solid HA particle formation on the droplet
emulsions, owing to the ability to form well characterised
surface strengthen the droplet integrity further and add
micelles over a wide range of water/surfactant mole ratios
to the advantages of an emulsion system as opposed to a
and low solute concentrations.84 The association of Na–
micellar system for nanocrystalline HA production. The
AOT surfactant in such apolar solvents is resultant of
consistent and uniform size of the nanocrystals prevents
the dipole–dipole and ion pair interactions between
extensive growth of crystallite and particle size during
amphiphiles as opposed to the hydrophobic attractions–
calcination above temperatures of 650uC.77 (Fig. 6)44
electrostatic repulsion responsible for micellisation in
water. The thermodynamics of the process adds con-
firmation by the entropies of micellisation of AOT in polar Freeze drying
solvents to give direct micelles that are positive, while Heat dried or oven dried powders are often subject to
entropies of micellisation to form reverse micelles are containing large agglomerates that give rise to weak
negative.84,86 sintered HA ceramic products with inhomogeneous
From the large amount of research placed into pores resulting in an inefficient performance during
microemulsion synthesis it has been identified that the application. Freeze drying of powders has been
Advances in Applied Ceramics 2006 VOL 105 NO 3 123
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
previously shown to be a promising technique for demonstrated a significant modification in size and
preparing uniform fine grained powders which can be shape during calcination (at 600uC) resulting in agglom-
sintered to very high densities. Earlier methods have erated irregular rod shaped particles that were large in
been established that have successfully produced homo- size although still within the nanometre range.95 It has
geneous, fine grained and highly reactive Al2O3 and also been demonstrated that the reaction temperature
Fe2O3 powders.89 employed during microemulsion synthesis of HA
Because of this realisation other methods have been nanoparticles has a strong influence on the size and
developed for the synthesis of hydroxyapatite powder shape of the produced crystals. A reaction temperature
that employ freeze drying of the powdered product as of 25uC has been found to produce spherical to irregular
opposed to oven drying.89,90 The freeze dried HA rod shaped particles of sizes 30–60 nm. However, at a
powders maintained high thermal stability and sug- reaction temperature of 50uC the resultant HA particles
gested that the drying method had significant influence have been truncated rod shape with distinct bevelled
on the properties over the HA ceramic products as well corners at the apex and generally of a larger size.96
as the powder by the improved and superior mechanical While the mechanism controlling these differences has
properties over the conventionally heat dried HA yet to be explained in detail, it is likely that HA crystal
ceramic products.91 The sintered freeze dried ceramics growth proceeds significantly faster at the higher
had much higher density, flexural strength and Vickers reaction temperature owing to the faster reaction rate
hardness than the corresponding sintered oven dried and the available nucleation sites, resulting in larger
products.89,92 crystals at the end of the processing time.97 Com-
positional changes such as surfactant concentration and
Powder morphology the molar ratio of water to surfactant have also been
shown to influence the size and shape of particle
The morphology of HA crystallites synthesised by
products.98
microemulsion processing has been reported by several
research groups and has been of interest for HA plasma
spraying applications which require the HA fed powder Calcination and sintering
to have not only a narrow particle size distribution but Calcination is a heat treatment process used to modify
also preferably a spherical morphology. While a narrow the raw powder to acquire various properties for
particle size range ensures that a constant physical state subsequent processing.99 It constitutes a necessary step
is maintained by all of the species within the plasma of HA powder preparation when wet chemical methods
spray and the flowability of the powder feedstock from are used for production and facilitates particle growth
the powder hopper to the plasma spray gun preceding corresponding with surface area reduction of the
spraying is enhanced by spherical morphology.93 powder. The temperature and the atmosphere of the
Reconstruction of bone and dental defects such as treatment are the most important parameters respon-
periodontal pockets and surgical bone defects is sible for the surface area reduction of ceramic powders.
attempted with the packing of ceramic porous and Water vapour within the atmosphere is known to affect
dense HA granules into the area to achieve enhanced the behaviour of numerous oxides and hydroxides
repair and growth of the defected part. For such causing partial dehydration and/or decomposition.100
applications the size and shape of the ceramic particles Various studies into the mechanisms and elementary
is important in addition to a narrow distribution. processes responsible for the reduction of surface
Particles with a smaller diameter are fully resorbed area during HA powder calcination have agreed with a
and cannot act as a substrate for the uptake of model established for several other ceramic oxides.
mesenchymal cells. Previous fabrication of smaller Below 850uC, superficial diffusion and gaseous phase
particles has involved ball milling before fractioning transport is predominant leading to a reduction of
the product according to size. Despite the simple surface area without densification of the material. The
methodology, the particles posed acute problems adsorption–desorption of water vapour on the surface of
because of the irregular shape. Particles of irregular the HA powder controls this diffusion. At a temperature
shape packed poorly in columns and created large voids of 850uC, densification of the material begins and
that made the treatment inefficient. The sharp edges of although surface area reduction could result from
the particles fractured easily which could clog the gaseous phase transport it can also be resultant from
implanted system. The use of spherical particles avoids mechanisms that are effective in the densification of the
such problems.94 material such as, volume diffusion and grain boundary
Identification of these optimal powder characteristics diffusion.100
led to the preparation of fine calcium phosphate Calcination under the correct conditions changes the
particles by an emulsion liquid membrane system particle size distribution of HA powder from multi-
[ELM, water-in-oil-in-water (W–O–W) emulsion] utilis- modal to unimodal owing to coalescence of finer
ing the internal water phase consisting of micron sized particles during the thermal treatment without any
water droplets which provide a restricted reaction area phase transformation. Research demonstrates that
capable of controlling size and morphology of produced treatment below 700uC does not affect the sintering
particles.93 Spherical microspheres of HA have also been behaviour significantly. In contrast, calcination above
produced by a water-in-oil emulsion to produce small, 800uC delays the initiation of sintering and the
uniform and spherical particles and a crosslinking subsequent shrinkage proceeds in a wider temperature
technique with chitosan (employed as a combustable range that may result in a decrease of grain growth
binder) to produce HA microspheres.94 during sintering. Finer powder in uncalcined HA
Rod like HA particles of nanometre size have also bioceramic powder provides greater surface area as the
been obtained by microemulsion mediated routes that driving force of sintering but complications including
124 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
Van der Waal forces become more significant and retard are used during the process and a very high vacuum to
the packing of the HA powder. Generally calcination remove air and moisture from the material before
increases the efficiency of powder packing compromis- application of high inert gas pressures 3000 psi and
ing the driving force of sintering. further heat 1200uC to achieve a uniform fine grain size
The process of calcination not only improves the and near 100% density.
properties of sintered HA powder/material but also has Microwave heating has been studied for the past two
proved beneficial for forming processes like injection decades to provide an alternative faster route for the
moulding and slip casting in addition to various kinds of sintering of various ceramic systems.107 Research
practical applications because of better packing and demonstrates that microwave couples effectively with
fluidity capability. It has been previously established certain materials generating heat within the object
that HA powder calcined at 900uC and then sintered at depending largely on dielectric constant and dielectric
1150uC provides a finer grain size in the resultant loss factor properties. Reported advantages over con-
material with good mechanical properties (,55 MPa).99 ventional solid state sintering include a shorter time of
Sintering is a complex process owing to the change of processing in addition to better physical and mechanical
many different parameters such as surface area, properties to the final sintered ceramic.96 Microwave
chemical content, vacancy concentration, grain size, synthesis of materials such as carbonated HA has been
pore size and connectivity.101,102 It is well known that advantageously described to heat throughout the
the mechanical properties of a polycrystalline ceramic volume with a very efficient transformation of energy
are highly dependent on grain size and porosity with requiring shorter reaction times than that conventionally
optimal mechanical strength attained at zero porosity needed to produce samples having comparable X-ray
and minimal grain size.103 Carbonated HA similar to the powder patterns.108 The nature of powders has a
biological mineral content found in bone has been found significant influence on the microwave assisted sinter-
to sinter to full density in a wet CO2 atmosphere. This is ing of HA powders. A major problem associated
useful as few HA powders are completely free of with this sintering method for densification is the
carbonate owing to the presence of carbon dioxide in production of microcracks in large samples. The reason
the reaction solutions when precautions are not under- put forward corresponds to the non-uniform packing of
taken to remove it. It has also been established that full crystallites in the green compact in addition to the non-
density may be achieved over a very narrow range of uniform heating profile occurring inside the microwave
sintering times demonstrating the importance of sinter- cavity.96
ing time as a parameter to control.104 A significant number of studies have been undertaken
Solid state sintering of powder compacts is usually the to develop and improve a number of methods for
process used for manufacture of dense HA bioceramics chemically synthesising HA. Different aims have been
and alumina. Atoms diffuse to contacting areas between established including increasing yield, decreasing parti-
particles under the driving force of the surface energy cle size and providing particles of spherical morphology.
gradients. Material transport can take place by grain The main types of processing method are:
boundary diffusion, diffusion, volume diffusion, creep (i) wet chemical precipitation
or a combination of these methods depending on the (ii) hydrothermal synthesis
temperature or material involved. Sintering tempera- (iii) aerosol synthesis
tures are usually in excess of one-half of the melting (iv) sol–gel processing
point of the material as long range migration of atoms is (v) supercritical fluid technology
required.105 (vi) emulsion synthesis.
At sintering temperatures .1200uC, HA bioceramic Micro/macroemulsion systems can be inverse/reverse
tends to become unstable and eliminates OH groups systems if based on ‘water in oil’ formulations as
before forming decomposition products such as a–TCP opposed to ‘oil in water’ formulations. A very small
and b–TCP. Decomposition to b–TCP is accompanied product particle size is achieved owing to the restriction
with a considerable molecular volume increase that is on reaction space within the droplets/micelles present
detrimental to mechanical properties.106 where the chemistry takes place. Freeze drying the HA
During sintering the movement of atoms serves to fill product permits significant benefits in comparison with
up pores and open channels among the grains of the oven drying and further thermal post-processing treat-
powder. The crystals become tightly bonded together as ments such as calcination and sintering enhance the
the pores and open channels are closed, improving chemical and mechanical stability of the HA product.
greatly the density, strength and fatigue resistance of the
material structure. The sintered microstructure consists Surface chemistry
of crystals bonded together by ionic-covalent bonds with The significant role of surface micro- and nanostructure
little (if any) remaining porosity. It is an essential in biological phenomena such as protein adsorption and
treatment required to obtain bioceramics with high bone cell adhesion to implanted bioceramics has only
purity and uniform fine grained microstructure.105 recently been put forward and highlights that the
Hot isostatic pressing (HIPing) can be applied to capability to process materials with tailored structure
presintered powder to eliminate voids and closed at the micro- and nanoscale level may provide the
porosity to further improve structural homogeneity possibility to elicit specific responses from cells in
and material properties. Densification is achieved by addition to optimising the in vivo response and
temperature and pressure improving the tensile ductility, subsequent success of the material. General alterations
fatigue strength as well as overall mechanical properties to the surface can be made by adsorption of ions or
plus polishability (useful for when low friction and wear molecules, dissolution/ reprecipitation, encapsulation or
resistant surfaces are required). Elevated temperatures surface reactions.109
Advances in Applied Ceramics 2006 VOL 105 NO 3 125
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
Nanostructure processing allows for the design of events.2,124In other words, the cell surface interactions
structural and surface features that are inspired by the mediated by proteins occuring at the interface between
architecture of bone improving biological acceptability biomaterial substrates and tissue influence cell function,
and affinity of the bioceramic with other materials.110 In development and subsequent tissue morphogenesis
addition to which, nanoparticles and nanostructured determining largely the long term effectiveness and
surfaces have a larger surface area for adhesion that function of the material.125 The fate of the implanted
increases the interactions between the particles or material is significantly mediated by regulating inflam-
substrate surface and the surrounding environment.97 matory reactions and strength of connection to sur-
rounding tissues.124
Surface interactions and chemistry The hydrophobicity, electric potential and other
The interactions between the material surface and the surface properties of the adsorbed proteins influence
surrounding tissue or biomaterial have proved to be sequential interfacial events including bacterial adhe-
important factors in governing the application of the sion. The surface free energy is known to affect protein
implant as well as the clinical success. It has recently adsorption to calcium phosphate materials such as HA
been understood that the interactions relate to surface including the specific serum glycoproteins that affect
structure and properties of the HA including surface bone cell attachment and spreading on the biomater-
functional groups, surface charge, acidity and basicity, ial.126,127 Fibronectin and vitronectin are major extra-
hydrophobicity and porosity.43,111,112 However, investi- cellular matrix proteins found in abundance in blood
gations into the surface of HA bioceramic are far fewer plasma and known to be involved in cell adhesion.128
than those on the preparation, chemical and crystal They contain the specific arginine–glycine aspartic acid
structure characterisation of the material.113 It has been serine (RGD) sequence, an adhesive peptide that is
established, however, that biological molecules interact recognised by specific cell membrane receptors such as
with the crystallite surface of implanted HA by exposing integrins.129 Integrins are transmembrane (a–b) hetero-
a certain section of their structure against the material dimers, the intracellular part of which is linked to
surface to arrange their confirmations most suitable for the actin microfilament network through talin and/or
the adsorption (generally, acid molecules are adsorbed vinculin, tensin and a-actinin cytoskeletal proteins.
onto the C site and basic molecules are adsorbed onto Fibronectin and vitronectin are ligands for several
the P site).114,115 integrins.121 Cell binding to extracellular proteins gen-
There are three kinds of P–OH groups on the surface erates an intracellular signal that affects the cytoskeleton
in bioceramic HA which are hydrophilic and act as status initiating actin microfilament assembly and focal
adsorption sites for various molecules such as H2O, adhesion plates, which consequently influence cell
CH3OH, CH3I and CO2.116 In addition n-butylamine, spreading.130
pyridine, acetic acid are adsorbed onto HA by hydrogen A number of researchers have reported that negatively
bonding to several of the surface P–OH groups. On charged surfaces are consistently favourable for the
nonstoichiometric HA these surface groups occur in heterogeneous nucleation of HA in supersaturated
numbers of 2.6 groups nm22.117 Protein amino acids solutions of ‘simulated body fluid’ (SBF). The offered
similarly attach to the surface P–OH groups on explanation corresponds to the accumulation of Ca2z
bioceramic HA. The configuration and structure of ions owing to the electrostatic interaction resulting in an
functional groups such as these participates in determin- increase in supersaturation near the negative surface
ing the mode of adsorption that takes place to the that preferentially triggers the initial nucleation.21,131–133
substrate surface.118 Because the number of the P–OH This could be useful knowledge when considering that
groups determines many of the surface properties, ideally implanted HA should be recognised as host tissue
regulation of the number of these surface groups will and facilitate if not promote resorption, replacement
result in surface modifications of the bioceramic.119,120 and further nucleation of the natural mineral.
These can change a number of the material properties Hydrophobicity is an important surface property
including acidity and basicity, affinity and reactivity to playing a dominant role in physical interactions between
molecules and catalytic activity. components in an aqueous environment and influence of
It has been suggested that increasing the number of adhesion or adsorption of biological components on a
the surface P–OH groups serves to increase the preadsorbed protein layer.134 When bioceramic HA is
electrophoretic mobility of HA and that the control of implanted as a bone substitute material, a bone injury is
this property may improve the adsorption property of created and filled with the bioactive material known to
proteins.117 The significance of protein adsorption favour osteointegration. After the protein monolayer is
corresponds to the monolayer of protein that is observed formed, the surface is then colonised by adherent bone
on biomaterial surfaces within seconds of implantation. cells creating a very close bone–ceramic contact with
Serum and extracellular matrix proteins adsorb quickly little if any fibrous interface. Reports have demonstrated
after contact with an inorganic material surface.121 that osteoblastic cells have a hydrophobic character
Cells respond specifically to proteins and so the allowing them to specifically attach onto hydrophobic
interfacial film could influence subsequent reactions to surfaces such as the protein matrices found covering HA
the implanted bioceramic HA.122,123 When the cells bone implants. It has therefore been proposed that the
arrive at the implant surface after protein adsorption relationship between hydrophobicity induced by the
they can adhere to the implant via cell surface receptors presence of the polysaccharide layer on the implant
and their ligands, release active compounds, recruit surface could create a selective adsorption of osteoblast
other cells or grow/proliferate. The protein layer cells and macromolecules resultantly enhancing osteoin-
adsorbed onto the implant surface governs the type tegration and bone healing.135 Another study, however,
of cellular response and subsequent biological suggests that the hydrophilicity of the material surface
126 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
itself is not a major factor in the attachment and growth Biomimetic modification of a material surface aims to
of cells.136 promote selective interaction with a specific cell type
through biomolecular recognition events. Biomaterial
Surface topography surfaces or three-dimensional matrices are modified with
active peptides that mimic part of the extra cellular
Past literature establishes that cellular responses to an
matrix (ECM) is responsible for cell attachment to the
implanted material depend upon the physical and
material in order to induce tissue formation conforming
chemical characteristics of the substrate, particularly
to the cell type seeded on the material. Extensive
upon its chemical composition, crystallinity, particle size
research has been undertaken into the attachment and
and surface structure.137–139 Additionally, variations in
incorporation of adhesion promoting oligopeptides or
surface texture, structure or topography may affect the domains of ECM proteins into base materials used in
cellular response through strong effects on the cell the biomaterial industry.145–147
cytoskeleton and shape. Research has demonstrated that Various types of surface topography, such as pits,
cells may react to the type of topography.140 The cliffs, grooves, ridges, spikes, hills and tunnels with
creation of surface nano or microfeatures corresponds different features such as sloping edges or vertical edges,
to the functional domains present upon cell membranes and their subsequent effect on different cell types have
being in the order of nanometres although the dimen- been investigated. Brief examples of research findings
sions of the cell may be around 10–20 mm.141 include:
An advantage of micro- or nanosized materials is the (i) orientation of fibroblasts along 3 and 10 mm
possibility of producing novel compositions or designs deep grooves but insert obliquely into 22 mm
on the surface of materials. Several of the characteristics grooves with resultant better osteointegration
such as the biological activity and control of cellular and induction of mineralised tissue from surface
behaviour, i.e. adhesion, proliferation, differentiation, microtexture148
migration, etc., depend largely on the dimensions of the (ii) macrophages in direct contrast to fibroblasts,
different domains that may be of the same order of accumulate preferentially on roughened and
magnitude as those of the biological moeities they have hydrophobic surfaces
to interact with under normal physiological conditions. (iii) substrate roughness enhances fusion of osteo-
Surface control of cellular behaviour plays an important clast precursors (preceding differentiation) as
role in the formation of tissues and organs as well as the opposed to chondrocytes which maintain their
realisation of functional biomaterials that can manip- differentiation when established on roughened
ulate two fundamental external signals: the cell sub- surfaces
strate and cell–cell interactions allowing adhesion (iv) epithelial tissue outgrowth is inhibited by pores
and growth of specific cells that are orientated in the when the diameter exceeds 0.9 mm and the
three-dimensional space allowing regeneration and depth exceeds 100 nm but may bridge or span
specific placement of specific biological tissues.142 With over pores when the diameter is ,35 mm149
regard to osteoblastic cells it has been established that (v) dimensions of features can vary endothelial cell
the substratum surface topography alters cell shape and morphology.142
modulates fibronectin at the transcriptional and post- The tendency of osteoblastic cells to attach more rapidly
transcriptional levels in addition to the amount of to surfaces with a rougher microtopography has been
fibronectin assembly into the extracellular matrix which described to increase the bone apposition which is a
will promote cell attachment and spreading.121,143 desirable result for any bone substituting material.129
It is suggested that at the nanoscale level chemistry The dimensions of the topographical features have
and topography converge. Mediated by this suggestion been shown to influence the degree of cell behaviour
an approach to creating topographical features that with certain cell types being more sensitive than others.
mimic chemical species has been viewed with the pre- Macrophage like cells can react to dimensions at least as
vious study establishing a method of nanoscale pattern- small as 44 nm and epitena, epithelia, fibroblasts and
ing of solid substrates using proteins as templates. The endothelia react to depths as shallow as 70 nm.150
results identified that proteins will adsorb more readily Nanostructured surfaces have attracted much attention
to a surface if the surface is patterned with the ‘imprint’ recently motivated by the existence of many nanoscale
of that protein and as a result should produce a more structures within natural tissues such as bone.125
biologically compatible implant substrate.144 Substrates with parallel repeating step edges can impose
Surfaces provide accessibility for reactions and can be directional constraints on cells (orientation and shape) and
created in geometries of high surface area in order to affect the rate and direction of cell migration by the
enhance reaction turnover rates. Special affinities and phenomena of contact guidance. The parameters such as
reactions may be enhanced by specific organic micro- groove/ridge width and groove depth have been system-
environments. Minimising the surface energy at a atically varied to determine which of the controls
material interface can be utilised to orient specific topographically induce contact guidance. Cellular para-
structures or molecules to the surface while self- meters such as cell type and cell density also influence the
assembly in the plane of the interface can be used degree of contact guidance. Cell alignment is often reduced
to provide precise spacing and orientation.145 Self- when the repeat spacing of ridges and grooves is increased
assembly utilises large oligomers to create supramole- and when the repeat spacing is much larger than the
cular constituent units of a highly regular nanostructure breadth of the cell, alignment is diminished. Moreover,
that can be amphiphilic (having both hydrophobic and deeper grooves induce alignment more potently than by
hydrophilic regions) and multilayered for modification shallower ones.151 As discussed, the ability to control
of biomaterial surfaces.146 and guide cells is beneficial in biomaterial and tissue
Advances in Applied Ceramics 2006 VOL 105 NO 3 127
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
engineering applications in order to create more advanced
products with increased biological compatibility but the
exact mechanism behind the cell guidance ability remains
unclear, in particular whether it is the topography and/or
the chemistry that causes the guidance.151
No conclusion has been offered as to whether the
effect of surface features on cells may be resultant of the
surface features themselves or the result of the reaction
that occurs as the media and serum condition the
material surface although it is readily understood that
the two responses are related. In terms of topographical
studies of HA substrates it has been understood that 7 Schematic diagram of photolithographic process154
regular and uniform surface morphology of HA is an
important factor that affects cell proliferation and (Fig. 7)154 It can be also used as a stencil during the
differentiation. An offered explanation describes how addition of material to the substrate.146,150
the physicochemical properties of the ceramic surface There are several variations that have been used of
can affect the reorganisation of proteins on ceramic this process but with the same principles. Resists can be
specimens and subsequently changes the profile of negative or positive depending on whether the exposure
adsorbed proteins. The type of substrate determines to radiation hardens or softens the resist’s reaction to
which integrins and extracellular matrix proteins are the developer. Etching can be performed with hydro-
expressed by osteoblasts providing information about fluoric acid that when used independently can provide
how implant materials may affect osteoblast differentia- sloping walls in grooves, but with the assistance of
tion. The previously mentioned fibronectin plays an reactive ions directed vertically by an electric field onto
important role in osteoblast differentiation.128 Chemically a horizontal substrate under the correct conditions,
there are conflicting findings in the compositional vertically sided structures can be achieved.150 The resists
influence of HA on cell behaviour with reports suggest- or photomasks can often contain defects which may
ing that calcium ions are advantageous to cell growth152 make the mask unusable depending on size and position.
but high phosphate concentration within ceramics has This is a disadvantage owing to the expense of manu-
been inhibitory to cell activity.126,153 facturing the resists that are designed to be used
repeatedly.155
Fabrication of topography Polymer demixing is a fairly new method employed to
produce nanostructured surfaces and employs different
Precise fabrication of topography has been performed in
blends of polymers that undergo phase separation
a variety of ways including polymer demixing, injection
during spin casting onto a glass substrate. Topography
moulding, microprinting, photoimmobilisation, photo
is produced by the different shrinkage or surface tension
and electron beam lithography plus wet chemical
relationships while cooling from the melt. Controlling
etching. Laser ablation can be used to remove materials
the concentration and proportions of the polymers
either on a point to point basis with a moving beam or
defines the type of topography that can be produced
through a mask. All serial methods of manufacture
including, pits, islands/hills and ribbons of varying
creating surface topography point by point are intrinsi- height or depth.141
cally slower than those in which the whole pattern is
The importance of biomedical surface science on
transferred at the time, such as in photolithography or
determining the biological host response to implanted
casting.150 materials and therefore, the subsequent clinical success
Most recently, photo and electron beam lithography has been established by many research groups. Surface
with/without wet chemical etching were the general chemistry including surface functional groups, surface
processes used to create micro- and nanostructured charge, acidity and basicity, hydrophobicity and poros-
surfaces, utilising the same technology used in produc- ity has a large influence on cell attachment, adhesion
tion of integrated circuit boards where a silicon wafer is and subsequent tissue response. A lot of study has
processed with a precise pattern of metal lines, holes and looked into the advantages of surface (–OH–) groups to
dopant atoms created on or in it.141,150 A wide range of promote cellular interactions. Different types of surface
biocompatible materials can be patterned in this manner topography and micro/nanostructures such as grooves,
with the most popular choice being silicon or fused ridges, spikes, cones, pits and dots can influence cell
silica. The process begins with a pattern being defined in spreading and migration, differentiation through physi-
a radiation sensitive material known as a resist (typically cochemistry and phenomena such as contact guidance.
a polymeric thin film) which is then transferred into or Different types of cells exhibit variations in sensitivity
onto the substrate material. The type of radiation used and types of response to a particular type of surface
to expose the resist is defined by the resolution required topography. Cellular response may therefore be enhanced
in the final structure. For lateral details of 1 mm or more, by the fabrication of a particular topography upon an
the radiation is provided by UV light, while if the implanted biomaterial and the subsequent biocompat-
features required are of 100 nm or less then electron ibility improved. However, despite the extensive study
beam lithography using a scanning and focused electron into cell response to surface physico–chemistry, there are
beam is used to expose the resist. The resist is then still many doubts as to the exact mechanisms responsible
developed to leave a relief pattern that is then for the documented responses. The main types of metho-
transferred to the substrate by etching. The resist dology employed to create surface structure include
precludes etching in the areas that are covered in resist. polymer demixing, injection moulding, microprinting,
128 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
photoimmobilisation, photo and electron beam litho-
graphy, wet chemical etching and also, laser ablation.
Laser fabrication
The main types of laser and examples of their use are
described in this chapter. The concept of laser ablation
and deposition is contemplated with the aim of creating
thin films and surface structure. Previous work is
reported with processing conditions and outcomes to
highlight possible modifications. Further research rele-
vant to laser processing and modification of HA is
reported with medical applications and uses in industry.
Different process gases are introduced relevant to
previous work where desirable surface structures have
8 Schematic diagram of pulsed laser deposition164
been created. The relevant properties are also given. The
aim of the research project is then described relating the
results of previous work on laser modification of other high band gap dielectrics such as SiC (silicon carbide)
materials to the intended laser modification of nano- and diamond as a consequence of the interaction of
crystalline HA produced by emulsion technology. the ultrashort pulses occurring by largely different
There are many types of lasers (the acronym for light mechanisms to those associated with conventional
amplification by stimulated emission of radiation) that longer pulse lasers. The interaction demonstrates inde-
are used in medical,156 industrial157 and commercial pendence from the usual linear absorption properties of
fields. They are often described by the lasing medium the material thus being applicable to materials that are
utilised such as in solid state, gas, excimer, dye or typically transparent to the laser radiation owing to the
semiconductor. Solid state lasers have lasing material optical properties at the wavelength. The removal of
distributed in a solid matrix as in the case of ruby or material faster than heat can be conducted to the
neodymium yttrium aluminium garnet (YAG) lasers. bulk material facilitates machining to micrometre scale
Gas lasers such as helium and helium–neon (HeNe) have precision with minimal collateral damage to the
a primary output in the visible red light. CO2 lasers emit remaining material.159
energy in the far IR and can be used to cut materials. Ultrashort laser pulses are also applied to the field of
Excimer lasers derive their name from ‘excited’ and pulsed laser deposition, where an ultrashort pulse is used
‘dimer’ and use reactive gases such as chlorine and to ablate the surface of a material, interacting with a
fluorine mixed with inert gases such as argon, krypton or highly localised volume of material. The area of ablation
xeon.158 A pseudomolecule or dimer is produced upon is confined to a focal region of the laser beam interacting
electrical stimulation that emits light in the ultraviolet with the surface of ablated material. A very high
range when lased. However, although applicable to repetition rate of several MHz can provide sufficient
materials that are often considered difficult to machine energy (at least several hundred nanojoules) to achieve
such as dielectric materials (e.g. diamond and sapphire), highly efficient ablation producing a continuous stream
excimer laser processing is associated with expense of material to a target substrate that requires a deposited
owing to the massive size of the excimer system thin film or coating of close to epitaxial quality.162,163
and poor stability.159 Semiconductor lasers, otherwise Pulsed laser ablation typically involves an excimer laser
known as diode lasers, are not solid state lasers but very and has been applied to various types of HA bioceramic
small electrical devices that use low power.160 material creating a plume of mixed evaporated and
particulate material. The plume material condenses
Laser ablation and deposition quickly onto the substrate material such as a metal
Material surfaces can be modified using a variety of implant for dental or orthopaedic application where the
different laser technologies. Different emission durations benefit of the HA film or coating can enhance the
(pulsed or continuous), wavelengths, power and atmo- biocompatibility of the implant combining the excellent
spheric conditions have been used to develop a variety of mechanical properties of metals with the outstanding
ways in which lasers can be employed to cut, ablate, bioactivity of HA. The coating can also be used as an
remove and deposit material on object surfaces for a intermediate layer to provide better mechanical compat-
number of purposes.155 ibility with bone than the pure metal implants owing to
Ultrafast lasers can be used to remove thin films, the closer similarity in mechanical properties of biocera-
minute particles or contaminants from the surface of mic HA to natural bone than metallic materials and bone.
materials and has particular applications in the manu- At the same time as the ablated plume HA material
facturing side of the semiconductor industry. Within condenses onto the substrate forming a thin film, the
recent years the use of nanosecond lasers to remove attachment of macroparticles onto the film surface takes
silicon dioxide thin films from the surface of silicon has place. (Fig. 8)164 The size and distribution of these
been established. A stronger removal force is provided macroparticles can be controlled by altering the laser
by ultrashort pulses (pico- and femto-second) resultant fluence allowing the production of apatite ceramic
of shorter pulse duration creating a faster acceleration of coatings that are firmly attached with a specific crystal-
the surface while the use of femto-second pulses allows linity, morphology and composition.126
precise coating removal from a microscopic area.161 In Since the mid 1980s the pulsed laser ablation and
addition, by using ultrashort laser pulses, any material deposition technique has been widely used for materials
can be machined to very high precision including science and processing. Much research has been placed
Advances in Applied Ceramics 2006 VOL 105 NO 3 129
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
into the two unique characteristics of the transfer of resolidification after exposure to the same type of
the stoichiometry of a multicomponent system onto a laser.156 When H2O conditions are ambient, gas phase
substrate and also the possibility of combining gas phase reactions and film surface reactions are permitted and
chemistry with surface physics.165 the formation of different phases from the original HA
The pulsed laser and ablation methods offer a number is likely facilitating tetracalcium phosphate (TTCP)
advantages such as: presence within the coating. The rate of ablation is
(i) growth of materials with high melting point and affected as a result.156,167 An Ar/H2O mixture within the
the use of all materials (metals, semiconductors atmosphere can serve to decrease the variation of Ca/P
and insulators) ratio within an HA coating.164
(ii) stoichiometry transfer of the target composition The ablation rate of HA in different atmospheres
with the absence of contamination depends largely on the backscattering of the ablated
(iii) gas phase chemistry can be induced when the particles by molecules of the gas producing a material
target material is ablated in the presence of a low redeposition on the material surface. Study demon-
pressure (ambient) of reactive gas leading to the strates that the ablation rate decreases as the atmo-
formation of a new compound by the reaction spheric pressure increases. This corresponds to the
between the reactive atmosphere and the ener- surface unity force created by the impinging gas
getic species in the plasma plume. This allows molecules against the target particles being increased
possibilities of film oxygenation among other allowing a smaller amount of the target particles to leave
chemical changes.166 the material surface.156
In spite of these advantages there are drawbacks The substrate temperature must be sufficient that
preventing it emerging as a technology for high quality diffusion and reactions at the surface are permitted but
thin film deposition and surface modification. The not so high that the coating substrate interface
presence of droplets on the film surface and in deteriorates (titanium substrates may undergo titanium
homogeneities in the grown film owing to the anisotropic oxidation thus breaking down the interface) and losing
expansion of the plasma plume are present restrictions.165 all mechanical strength. Past literature denotes that a
Because of the first reported preparations regarding laser wavelength of too large a magnitude (355 nm) will
HA bioceramic coatings in 1992 using an excimer KrF not permit efficient ablation depositing larger particu-
laser at a wavelength of 248 nm followed by synthesis lates onto the substrate surface at the expense of
with an ArF laser at a shorter wavelength of 193 nm, the mechanical properties. The smaller wavelength of
many different scientists have explored the main 193 nm ensures that the ablated material is only
technological conditions required to obtain high crystal- constituted by atoms, ions and small molecules.156,162
linity, high density, low dissolubility and low perme- Regarding the pulse repetition rate when ablating HA,
ability properties in the deposited coatings.167 Success the time interval between pulses must be sufficient such
has been achieved in providing deposits with very similar that there is enough time for the material to diffuse
mean composition to the target material after establish- within the surface and accommodate in the structure
ment that all of the elements present in the target HA before the material from the next pulse arrives. It has
were found in the gaseous phase and should result been found that as the pulse repetition rate is increased
therefore in transferring the biological properties of the from 20 to 80 Hz there is a decrease in the structural
target to the deposits.155 Target property and deposition order of the HA coatings and at 100 Hz the coatings
parameters such as temperature, laser wavelength, gas become amorphous and there is a subsequent increase in
pressure and composition in atmosphere have been the rate of deposition.168 Generally the coatings have a
investigated to provide a variety of bulk material and columnar structure as a result of growth in size of
surface properties.164 grainlike particulates. Amorphous coatings demonstrate
The use and importance of controlled gas composi- a surface with small droplets embedded in a continuous
tions have been well established with ambient gas matrix.169,170
providing complex composition, preserving stoichiome- A recent development to the pulsed laser deposition
try and improving crystal structure decreasing revapor- (PLD) method of HA coating utilises a second ultra-
isation from the film surface. This serves to preserve the violet KrF excimer laser as an ‘assist laser’ to anneal
volatile species on a heated substrate in addition to the substrate. Irradiation with the assist beam improves
improving the plume quality by moderating the energy the adhesion of the coating and helps to control
of the ablated species.164 Various atmospheres of O2, crystallinity.171,172
H2O, Ar and ArzH2O have been studied and used to In addition to various types of surface modification,
establish that the optimum pressure is determined by coating and material removal, laser ablation is also
both the pressure necessary for obtaining the correct used to remove carious (decayed) dental hard tissue.
composition and the pressure that leads to a well defined Although research was initiated over 30 years ago, the
plume and uniform coating thickness. Water vapour or relevant authorities only approved the use of IR laser
H2O in the atmosphere is optimal when HA material is ablation of dental enamel in 1998.173,174 The use of CO2
involved and utilising a pressure of 0.5 mbar may enable lasers to irradiate and ablate dentin has been reported
high purity, highly crystalline HA coatings with the to induce structural changes converting the dentin into
highest degree of hydroxylation to be obtained when a crystalline structure that closely resembles that of
using a KrF or ArF laser beam at wavelength of either enamel.174 Femtosecond pulsed lasers generate very low
193 or 248 nm.164,167 Other work has observed that in mechanical and thermal stress to dental tissues unlike
an H2O processing atmosphere the non-stoichiometric mechanical drills or previous Er:YAG lasers that
HA target surface becomes a combination of a generated microcracks in the enamel providing starting
more stoichiometric HA and calcium oxide upon points for new carious attacks.175
130 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
Conventional PLA is also used to synthesise nanos- spikes/cones by largely removal of material (similar to
tructures and nanoclusters of silicon. Clusters can be ablation as opposed to deposition) demonstrated by the
defined as aggregates of atoms with a typical size from conical base positions laying deep within the substrate
some tens up to a few thousand atoms. The small and not on the initial surface. Optical parameters such
dimensions of these particles determine their properties as the laser wavelength and repetition rate govern the
strongly characterised by quantum effects. Larger size and mean separation of the spikes.184 The suggested
clusters of 10–20 nm share properties similar to those cone formation from irradiation of a Ti–sapphire laser is
of bulk materials. Nanometre sized semiconductor related to an array of silicon balls or spherical caps on
particles have superior properties in modern day the rippled surface of silicon observed in the early stages
technology because quantum confinement in such of irradiation. The caps form a grid determining
structures modifies the bulk Si band structure resulting ultimately the position of the cones and one possible
in radiative transitions.157 mechanism corresponds to these caps being highly
Nanocluster synthesis may result from ablation reflective owing to thermal transitions so that photo-
performed at relatively low gas pressures of inert or chemical etching is minimal resulting in eventual cone
reactive gas with respective size controlled by laser formation. Another possibility is that their subwave-
parameters such as fluence, wavelength, pulse duration length spherical shape scatters the radiation rather than
and the ambient gas conditions. Within the laser plume absorbing it protecting the structures against further
and ablated vapour amid the process of expansion and ablation. It is likely that some redeposition occurs from
cooling, condensation of particles precedes multiple the ejected hot molten Si additionally contributing to
collisions with the ambient gas molecules and stabilise cone growth.184 The growth of microcolumns produced
the newly formed nanoclusters before arrival at the in an earlier investigation under similar conditions and
substrate surface.157 with the same type of laser was proposed to occur
through a combination of pulsed laser melting of the tips
Surface modification and microstructuring of the columns and deposition of silicon from the intense
Recent developments in the field of surface microstruc- flux of silicon rich vapour produced by the ablation of
turing have resulted in the ability to form a variety of the surface regions between the columns. The molten
structures on the surface of a substrate material such as tips of the columns are strongly preferred sites for
silicon by exposure of the surface to the multiple pulse deposition owing to a large accommodation coefficient,
irradiation of a high intensity laser.176 The structures resulting in a very high axial growth rate aligned along
have a typical period comparable with the wavelength the incident beam direction.179
of light and a profile dependant on the polarisation, The structural formation is suggested to occur in two
incident energy density and the number of pulses. stages:
Structures such as ridges, resonant or large scale (i) the development of a small protrusion
periodic structure,177 cones,178,179 or columns180 have (ii) the evolution into a growing column or cone.
been induced on various target materials by laser radia- The growth stage can be divided into three separate
tion in ambient atmospheres with differing laser beam stages:
characteristics.181 Studies regarding surface microstruc- (i) the formation of a silicon rich vapour
ture of substrate silicon have employed a number of (ii) the transport of this vapour to the tip of the
process gases in addition to alternating between using column
excimer laser beams179,180,182,183 and amplified solid (iii) the liquid phase silicon deposition reaction.
state laser beams (Ti–sapphire).178,184 Grooves or holes are initially formed where etching is
As a result of the growing interest in the interaction of enhanced because laser energy is concentrated as the
laser beams with surfaces under etching conditions, a beam undergoes multiple reflections from the steep
recent fabrication technique has been utilised for the walls producing silicon rich molecules.179 Another study
formation of pillars above a bulk silicon (Si) substrate/ resulting in the production of sharp conical spikes on a
wafer, by laser irradiation of Si in the presence SF6 gas silicon substrate by the same type of laser irradiation
based on similar previous studies where distributions of and similar processing conditions could have also
conical structures have developed after cumulative been attributed to a vapour phase transport based
radiation.182,183 Earlier research has established that mechanism.178
the ambient gas has an influence on the shape of the In general, reports on structural developments after
conical spikes by the formation of sharp structures in the cumulative excimer (e.g. XeCl) laser irradiation suggest
presence of SF6 or Cl2 gas in contrast to rough, that the conical or columnar structures are formed not
disorganised, uneven and scattered structures produced by a growth process, but by preferential ablation.179,180
in the presence of N2, He or vacuum. These observations In contrast however, columnar structures produced by
suggest that the chemical reaction between SF6 or Cl2 the irradiation of an ArF excimer laser on silicon have
and silicon contributes to the formation of sharp spikes been explained as resultant from a real growth process,
and that the role of the gas is not purely physical where the height of some columns can be between one
providing influence through heat development or and two orders of magnitude higher than the crater
pressure on the developing structure.178 Similarly in depth, as opposed to preferential ablation.182 The
the latest study of the subject, when the process gas was topography is described to appear after a progres-
changed from SF6 to NF3 or 5%HCL/He, distinctly sive evolution of the surface through hydrodynamic
different Si mesostructures were formed by the nanose- processes, with well defined steps and with forces to
cond irradiation.183 move the liquid silicon originated from gradients in
The photochemical etching processes using temperature and capillary action in addition by
femtosecond pulsed laser beams produced nanoscale expansion during solidification. Surface tension forces
Advances in Applied Ceramics 2006 VOL 105 NO 3 131
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
redistributed the material from the initial hillocks that proposed184 as a result of a combination of shadowing
each contributing laser pulse had melted into growing and progressive reduction of the radiation fluence owing
columnar structures. Spherical structures had been to the increasing inclination of the surface towards
observed below the spherical tips with the offered incident radiation combined with a scattering of
explanation that the structures may have originated radiation.185
from the freezing of a melted silicon front climbing the The use of gaseous H2O in the ambient processing
wall of the column, subjected to heat loss via conduction atmosphere has been fairly well documented in terms of
to the substrate. Alternatively, they may have resulted laser deposition for coatings,156,164,167 but in terms of
from the melting of the tip by the repeated laser pulse laser ablation as there is little in the literature about
but this occurrence would be likely to accompany a surface modification of HA the few existing reports
reduction in columnar height.182 concern the dental application of the modification and
Recent study and development in laser surface removal of dental hard tissue or enamel containing
modification of silicon have established that the Si mostly HA. The use of H2O is strongly and widely
pillars formed under irradiation (from either femtose- recommended to prevent the accumulation of non-
cond or nanosecond) pulsed lasers can be modified post- apatite calcium phosphate phases on the irradiated
processing in wet chemical etches thus altering their surface.186 One study employing the irradiation of
structure. Stain etching in acidic fluoride solutions leads artificial HA sample with a CO2 laser without water
to porosification with retention of the gross structure, present in the processing atmosphere suggested that the
which may be advantageous for drug delivery purposes decrease in the characteristic peaks of HA in the
where the porous layer can provide a reservoir for the resultant XRD patterns suggested the decomposition
delivery molecules. The use of conventional and non- of HA owing to the thermal effect of laser irradiation.187
conventional stain etchants creates luminescence under The temperature of the interacting surface should
UV illumination for simplified observation of the increase instantaneously during photo ablation owing
nanocrystalline coating porous layer.183 to the thermal effect with the reaction in equation (5)
taking place
Surface modification of hydroxyapatite Ca10 (PO4 )6 (OH)2 ?3Ca3 (PO4 )2 zCaOzH2 O (5)
The realisation that surface treatment of materials (such
as silicon) with excimer laser radiation often results in The product from the reaction of CaO with H2O is
the formation of a rough columnar or cone shaped likely to produce tricalcium phosphate and heat. The
surface topography with a considerably increased sur- presence of H2O molecules in the vapour or gas
face area has inspired the search for a non-porous phase has been suggested to participate in the scatter-
bioactive material with adequate mechanical properties ing of the different species as well as controlling the
and a high surface to volume ratio, similar to porous velocity of the emissive components in the plume in
materials that can be applicable for drug delivery in addition to the thermal effect preventing the undesirable
addition to better interfacial properties improving products.188
success as an implant material. Disadvantages of the
pulsed laser deposition method such as target damage Types of process gas
making coatings less homogenous can be put to profit by
applying the laser treatment to the materials surface Sulphur hexafluoride (SF6)
with the aim of changing the surface morphology The previous groups that successfully provided a regular
instead of depositing ablated material on another and uniform surface topography on silicon investigated
target. a number of parameters including the type of process
Within recent months a research group in Portugal gas used. The most successful development has involved
have used a nanosecond KrF excimer laser for surface the use of sulphur hexafluoride (SF6) on the surface
modification of both dense hydroxyapatite and glass modification of silicon.189 Being one of the most popular
reinforced hydroxyapatite (GR–HA, which has superior insulating gases next to air, owing to it being electro-
mechanical properties to pure HA) employing a 248 nm negative, the gas is non-flammable and fairly inert and
radiation wavelength and 30 ns pulse duration to obtain non-corrosive at normal temperatures. At temperatures
a rough disorganised columnar or cone–shaped surface .500uC the decomposition products include highly
topography. The surface modification was carried out in reactive fluorine. The physical properties of SF6 are
air using a wide range of radiation fluence and number shown in Table 2.190
of pulses. It was determined that the actual surface area Being an extremely stable gas with unique physical
doubled in samples treated with 1000 pulses at 1 J cm22 and chemical properties the worldwide dominant use of
laser fluence. Both SEM and laser profilometry were SF6 is for gas insulated equipment for electrical
employed to observe and analyse the surface roughness. transmission and distribution systems in addition to
X-ray photoelectron spectroscopy (XPS), XRD and blanketing or degassing of molten reactive metals such
FTIR were used to analyse chemical properties of the as magnesium and aluminium. It is a very efficient green
material and changes in the surface layer constitution. house gas with a likely atmospheric lifetime of ,3200
XPS analysis of the laser treated HA sample portrayed years determined solely by atmospheric destruction
formation of other calcium phosphates with displaced processes that take place above 60 km.191
Ca and P peaks that appeared similar to peak values of
untreated GR2HA. FTIR and XRD analysis confirmed Ammonia (NH3)
this loss of crystallinity. Ammonia (NH3) gas is colourless with a sharp,
The offered explanation of the formation of a cone penetrating odour similarly to when in the pressurised
shaped surface topography is similar to the model liquid form. Generally it is not a flammable gas although
132 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
a large, intense energy source can cause ignition. The gas similar lasing conditions to those used to create uniform
can decompose at high temperatures forming very structures on silicon, for the structural modification of
flammable hydrogen and toxic nitrogen dioxide. It is a nanocrystalline HA.
compressed and corrosive gas that is shipped and stored
in a liquefied gas form under its own vapour pressure Analysis of ceramic surfaces
(787 kPa at 21.1uC). Its primary use is in the fertilisation
A number of techniques are available for surface
industry where it can be used to manufacture nitrogen
analysis each with advantages and disadvantages of
fertilisers (urea, ammonium nitrate, etc.) in addition to a use but generally they are highly specialised and are used
directly applied fertiliser. Some chemical and physical mostly for fundamental research in surface science. The
properties of NH3 are shown in Table 3.192 availability of ultra high vacuum (UHV) in the
In terms of laser processing NH3 is used to provide a late sixties resulted in a number of possibilities and
reactive atmosphere for chemical reaction where a developments in surface analysis techniques by drama-
chemical component of the laser plume reacts with the tically reducing the likelihood of contaminant species
reactive added medium. Commonly this process is used and surface interactions with other atoms and molecules
for the fabrication of nitride thin films by laser ablation to provide a more stable surface with higher accuracy
of 3–4 elements (such as silicon) in a NH3 atmo- for analysis.197
sphere.193,194 When the energetic threshold is exceeded The ability of surface analysis techniques to char-
of wavelength 206 nm the NH3 molecules will start to acterise and understand the composition, molecular
photodissociate and reports demonstrate that in the structure, orientation and spatial resolution of surface
ultraviolet band region of 168–217 nm, NH3 molecules species provides unlimited knowledge and possibilities
will photochemically dissociate into NH2 and H frag- for research and subsequent developments and improve-
ments. Altering the laser fluence (J cm22) has been ments of biomedical devices.145 Although determining
shown to control the composition of N and Si. When the which parameter to be measured or analysed largely
laser power is decreased from high to low the nitrogen governs the choice of analysis technique, the strengths
concentration is increased in the deposited compounds and weaknesses of each method with respect to
and the amount of adsorbed NH3 on the surface is generating surface chemical state information at high
greater.195,196 spatial resolution mean that more accurate and detailed
The main types of laser are described by the lasing information and characterisation are achieved when a
medium utilised such as in solid state, gas, excimer, dye number of processes are used together as a powerful set
or semiconductor and can be emitted in a variety of of complementary techniques.
durations (pulsed or continuous), wavelengths and Possible methods of analysis that can be applied
power. Various types of process gases can be used in to include SEM, XRD, FTIR and FTIR–Raman
combination with the lasing conditions to produce spectroscopy, XPS, scanning probe microscopy (SPM)
surface structures upon a substrate by a combination and time of flight secondary ion mass spectrometry
of ablation and deposition. In this manner, the fabrica- (ToFSIMS).2,127,198,199
tion of columnar and conical structures on silicon
substrates has been investigated employing femtosecond Scanning electron microscopy (SEM)
and nanosecond excimer lasers in the presence of SF6
This widely used and much written about technique
gas. Study demonstrated that varying the process gas
functions by focusing and rastering a relatively high
produced significantly different mesostructures suggest-
energy electron beam (5–100 keV) on a material surface.
ing the important influence of the process gas. The
Low energy electrons are emitted from each impact spot
mechanism of the structural formation has been
of the focused beam. The intensity of the secondary
considered and a theory proposed. Similar research
electron emission is a function of the atomic composi-
employing a different type of excimer laser without
tion of the sample and the geometry of the features
processing gas has taken place to modify the surface of
under observation. The surfaces are imaged by spatially
HA samples. The resultant increase in material surface
reconstructing the intensity of the secondary electron
area corresponded to the development of a rough
disorganised columnar like topography that was pro- Table 3 Physical properties of NH3
duced. The aim of the research project is to employ
Molecular weight 17.03
Table 2 Physical properties of SF6 Conversion factor, ppm at 25uC 1.4
Melting point, uC FREEZING POINT5277.7
Molecular weight 146.05 Boiling point, uC 233.4
Melting point, uC 250.8 Relative density (specific gravity) 0.682 at 233.4uC (liquid)
Sublimation temperature, uC 263.9 0.707 at 25uC (gas)
Density (liquid at 50uC), g mL21 1.98 Solubility in water, g/100 ml 52.9 (very soluble)
Density (liquid at 50uC), g mL21 1.329 at 25uC
Density (gas at 1 bar and 20uC), g L21 6.164 Solubility in other liquids Soluble in ethanol, diethyl
Critical temperature, uC 45.6 ether, Other organic solvents
Critical pressure, atm 36.557 and mineral acids
Critical density, g mL21 0.755 pH value 11.6
Surface tension (at 250uC), dyne cm21 11.63 Surface tension, dyne cm 21
44.55
Viscosity (gas at 25uC), poise 1.6161024 at 240uC
Boiling point, uC 263.0 Vapour density, uC 0.597
Specific heat (at 30uC), cal g21 0.143 Vapour pressure (at 40uC), kPa ,2070 (20.4 atm)
Relative density (air51) 5.10 Critical temperature, uC 133
Vapour pressure (at 20uC), bar 10.62 Critical pressure, uC 11425
Advances in Applied Ceramics 2006 VOL 105 NO 3 133
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
emission on a phosphour screen. Only the secondary energy levels of the lowest electronic energy state.201,202
electrons generated near the surface of the bulk material The molecule can absorb the radiation by increasing its
can escape to be detected because of the shallow own vibrational energy. IR spectroscopy relates to the
penetration depth of the low energy secondary electrons ability of the molecule to absorb radiation energy at
produced by the primary electron beam, permitting certain specific frequencies which match the natural
surface analysis only. Nonconductive specimens are vibrational frequencies of the molecule occurring in the
coated with a thin electrically grounded layer of metal or IR region of the electromagnetic spectrum, during
sputter coated with gold (Au) to minimise the accumula- irradiation with a whole range of IR frequencies.203
tion of electric charge by the electron beam. Being that Therefore, chemical bonds and groups of bonds within a
the metal layer is always .300 Å thick, the electrons specimen will vibrate at specific frequencies and upon
being emitted from the sample underneath cannot exposure to IR rays will only absorb the energy at
penetrate and it is the surface coating of the metal that frequencies characteristic to the material. The transmit-
is actually being monitored. A truly conformal metal tance and reflectance of the IR rays by the sample are
coat is therefore required to convey a good representa- translated into peaks producing a spectral pattern that
tion of the surface geometry. Low voltage SEM offers a can be compared and analysed to identify the material.2
lower electron accelerating voltage of ,1 keV so that The absorption frequency depends on the molecular
charge accumulation is unlikely and nonconductive vibrational frequency but the intensity of the absorption
specimens do not require coating.200 depends on how effectively the IR photon energy can be
transferred to the molecule governed largely by the
X-ray diffraction change in the dipole moment resultant of the molecular
X-ray diffraction (XRD) is a highly developed and vibration. In order to absorb IR radiation a molecular
documented technique that is widely used to identify vibration must cause a change in the dipole moment of
crystalline materials. It can provide quantitative infor- the molecule.203
mation about the chemical composition of a sample, An FTIR spectrometer largely improves the signal/
providing proportional data of the different chemicals or noiseratio (S–N) and spectral accuracy, but even with
phases present. The technique involves the generation of the high S–N the small absorption signal associated with
X-rays within a sealed tube that is under vacuum. A the extremely small mass of material in a surface region
current is applied to heat the filament contained within can present challenges to the sensitivity of the spectro-
the tube and the number of electrons emitted corre- meter. Surface FTIR studies involve an increase in the
sponds to the strength of the current. The higher the intensity of the surface signal and reduce the bulk
voltage applied, the greater the number of electrons absorption signal with the three most commonly used
emitted from the filament. Typically a voltage of 15– methods:
60 keV is used to accelerate the electrons towards a (i) attenuated total reflectance (ATR) penetrating
target commonly made of copper and upon impact the to a depth of 1–5 mm
production of X-rays that is of a wavelength character- (ii) external reflectance mode penetrating to a depth
istic of the target is then collimated and directed onto a of 1–100 Å when the sample is placed on a
material sample. The sample can be in finely ground specular surface
powder form or a smoothly surfaced processed disc. The (iii) diffuse reflectance mode penetrating to a depth
X-ray signal is recognised by a detector and processed of 1–5 mm but the sample must be rough.200
by a microprocessor or electronically and converted to a A vacuum is not required for this technique and analysis
count rate. An X-ray scan of the sample can be can be applied to minute quantities of materials in solid,
produced by changing the angle between the X-ray liquid or gaseous state.
source, the sample and the detector at a controlled rate As discussed, the energy content of electromagnetic
between preset limits. The distances between planes of radiation may be transmitted, absorbed or scattered by
atoms that constitute the sample can be measured and the irradiated molecule. The Raman effect describes a
provide a characteristic set of data corresponding to the type of scattering first portrayed by Raman in 1928.
chemical composition of the material. Comparison Using a Raman spectrometer, an intense source of
against standard reference patterns and measurements monochromatic radiation generally from the visible part
allows for identification and analysis of the material. of the electromagnetic spectrum is used to irradiate the
Other advantageous information can be gathered sample. Although lower than the electronic frequencies,
including the degree of crystallinity or hydration and this radiation energy is higher than the vibrational
any deviation from ideal composition or the presence of frequencies. The scattered radiation from the sample is
impurities. then analysed in the spectrometer. In an elastic collision,
the rotational and vibrational energy of a molecule is
Fourier transformed infrared spectroscopy (FTIR unchanged and so the energy and furthermore the
and FTIR–Raman) frequency of the scattered photon is the same as that of
IR spectroscopy is an analysis technique that provides the incident photon. The Raman effect can be inter-
information on the vibrations of atomic and molecular preted as an inelastic collision between the incident
units and is a standard analytical method employed photon and the molecule where as a result of the
to reveal information of the specific chemistry and collision, the vibrational or rotational energy of the
the molecular structure and orientation of a material molecule is changed by an amount that is represented by
specimen.2 The region of the electromagnetic spectrum Stokes lines in the Raman spectrum. However, in order
that gives rise to IR radiation promotes transitions in a for a molecular vibration to be Raman active, the
molecule between vibrational (from near- and midin- vibration must be accompanied by a change in the
frared radiation) and rotational (far infrared radiation) polarisability of the molecule. Both IR and Raman
134 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
All of the variations of the technique involve a
metal scanning tip terminating in a single atom being
brought within 5–10 Å of the material surface where
the electron cloud overlap between the tip and the
sample provides interaction so that if a potential is
applied as in scanning tunnelling microscopy (STM), a
tunnelling current of electrons is generated or a
repulsion of Van der Waals forces, as in atomic force
microscopy (AFM), is created. In constant height mode
the tip is scanned at a constant distance from the surface
and the change in tunnelling current is recorded to
determine an image and in constant current mode,
deflection of the tip is measured in response to the
tunnelling current being kept constant. Whereas STM
a macroemulsion; b microemulsion can be applied to conductive and semiconductive
9 FTIR spectra of HA synthesised by emulsion surfaces and biomolecules on conductive substrates,
technology54 AFM can be used on nonconductive surfaces and
creates an image from the deflection of a lever arm
spectra involve vibrational and rotational energy levels owing to the repulsion of Van der Waals forces between
that they are not duplicates of each other but can be the tip and the sample.145
used to complement each type of analysis. This relates to
the intensity of the spectral bands depending on how Time of flight secondary ion mass spectrometry
effectively the photon energy is transferred and that the (ToFSIMS)
mechanism of energy transfer is different for each of the
techniques.203 (Fig. 9)54 This method of analysis involves bombarding a surface
with a beam of accelerated ions in an ultrahigh vacuum.
The collision of the ions with the atoms and molecules in
X-ray photoelectron microscopy (XPS) the surface zone transfer sufficient energy to cause
Based upon the photoelectric effect, properly described sputtering from the surface into the vacuum phase. The
by Einstein in 1905, X-rays are focused upon the greater the force that the accelerate ions (commonly
material surface and the resultant interactions of the xenon, argon, caesium and gallium) impact the surface
X-rays with the sample that atoms cause an emission of with, the greater the number of sputtered atoms and
an inner shell electron. Measurement of the energy of the molecules. The ejected particles are positive and negative
emitted electron provides information about the nature ions (secondary ions), radicals, excited states and
and the environment of the atom from which it came.200 neutrals. Only the mass of the secondary ions or the
Applications include identifying and quantifying surface ratio of mass to charge, m/z using a time of flight (ToF)
chemical species (composition) and several of the mass analyser is measured as opposed to XPS where the
techniques advantages include the speed of the analysis, energy of the electrons (emitted particles) is the
minimal preparation of the sample and the use of measured data. Dynamic SIMS used high ion doses
vacuum conditions or cryogenic stage at liquid nitrogen sputtering enough material that the surface erodes at an
temperatures. Current spatial resolutions of 20–40 nm appreciable rate and a depth profile of a specimen can be
are achievable with zone plate focusing elements. obtained alongside atomic fragments. Static SIMS
However, spatial resolution is one of the research utilises an adjusted ion dose so that during the analysis
focuses of this technique owing to limitations resultant less than one monolayer of surface atoms are sputtered
of difficulties associated with focusing X-rays. Problems and relatively large, intact molecules can be measured in
with improving the spatial resolution include X-ray the vacuum.200
induced sample degradation. As the X-ray beam Problems encountered with image analysis correspond
is focused into increasing smaller areas the X-ray to images acquired in the static mode at high spatial
brightness increases (photons per unit area) as the risk resolution having low S/N ratios with many peaks in the
of sample degradation does. obtained spectra only having a few counts per pixel. This
requires specialist denoising of the raw data that allows
Scanning probe microscopy (SPM) weak signals to be identified such as wavelet, median
This biological surface science technique provides the and boxcar filtering. Multivariate analysis techniques
highest spatial resolution and individual atoms can be such as principle component analysis (PCA) are used to
imaged depending on the sample being analysed. The identify the chemical species and compress the amount
limitation of this method surrounds the chemical of data to be analysed, providing information about
specificity of the material specimen. Several different which combination of peaks in the spectrum originate
modes of image generation have been developed from the same chemical component as multiple peaks in
including magnetic, electric, electrochemical, thermal, the spectra can be associated with each chemical species
viscolelastic and frictional among others. The investiga- making identification complex. Combining the counts
tion of biological problems has been centred on areas of from several spectral peaks increases the counts per pixel
structural identification and interfacial biophysical in the image, but the wrong combination of peaks will
phenomena as molecular resolution images can be decrease the contrast of the components in the image
provided of proteins, DNA, lipids and carbohydrates making it more difficult to construct the image if the
in addition to cellular structures. correct and complete identification of the chemical
Advances in Applied Ceramics 2006 VOL 105 NO 3 135
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
species and characteristic mass spectrum is not success- in which carbonate (about 3–5 wt-%) substitutes phos-
fully performed.145 phate ions (and also containing small amounts of other
Advances in technology have permitted the develop- ions) demonstrating increased solubility owing to the
ment of a number of complex analytical techniques carbonate content and nanoparticle size.
allowing useful information to be gathered about the Characterisation techniques such as IR spectroscopy
chemistry and structure of the surface and bulk (both FTIR and FTIR Raman) and SEM imaging have
composition of a material. The main methods of been used to identify surface topographical develop-
analysis that can be applied to this research project ments and establish the effects of laser processing
include SEM, XRD, FTIR and FTIR Raman spectro- parameters such as the type of processing gas used, the
scopy, XPS, SPM and ToFSIMS. Each method has number of laser shots to the surface and the pressure of
advantages and disadvantages and requires the skill of the process gas. Other surface analysis techniques such
training and background knowledge to fully appreciate as SPM and XPS have been developed over recent years
and interpret the data for accurate and beneficial permitting further chemical and structural analysis in
analysis. addition to imaging with increased accuracy and
resolution.
Conclusions
Bioceramics have developed for implants to repair References
damaged tissues of the human body such as bones and 1. L. L. Hench: J. Amer. Ceram. Soc., 1998, 81, 1705–1728.
teeth of the musculoskeletal system. The clinical success 2. B. D. Ratner, A. S. Hoffman, F. J. Schoen and J. E. Lemons:
of a bioceramic implant depends largely on the bio- ‘Biomaterials Science, An introduction to materials in medicine.’,
logical response at the implant interface to the suffi- (ed. B. D. Ratner et al.), 12–13; 1996, Academic Press Limited.
3. W. Suchanek and M. Yoshimura: J. Mater. Res., 1998, 13, 94–
ciency of the mechanical properties for the application. 117.
Surface micro- and nanostructure has been shown to 4. B. Kundu, M. K. Sinha, M. K. Mitra and D. Basu: Bull. Mater.
play a significant role in biological phenomena such as Sci., 2004, 27, 133–140.
protein adsorption and bone cell adhesion to the 5. T. V. Thamaraiselvi and S. Rajeswari: Tr. Biomat. Art. Org., 2004,
interface. Therefore, the ability to process bioceramic 18, 9–17.
6. J. Wang and C. Wang: J. Ortho. Surg., 2000, 8, 27–31.
material with tailored surface topography may elicit 7. M. Park, Y. Lee, K. Yang and S. Shin: J. Arthro., 2003, 18, 903–
specific cellular responses so that the biological response 906.
to the implant is optimised and the likelihood of implant 8. C. Nelson: Amer. J. Ortho., 2002, 31, 221–223.
success increased. Recent developments in laser mod- 9. D. Fang and I. Remedios: J. Hong Kong Med. Assoc., 1990, 42,
ification have led to a fabrication technique for the 212–216.
10. H. Benhayounne, E. Jallot, P. Laquerriere, G. Balossier,
formation of pillars above a bulk silicon (Si) substrate P. Bonhomme and P. Frayssinet: Biomat., 2000, 21, 235–242.
suggesting the possibility of similar surface modification 11. P. Laquerriere, M. Guenounou, P. Frayssinet and M. Nardin:
of other materials such as HA [Ca10(PO4)6(OH)2]. The Coll. and Surf. B:Bioint., 2003, 30, 207–213.
photochemical etching process employed femtosecond 12. D. Siva Rama Krishna, C. K. Chaitanya and S. K.Seshadri:
pulsed irradiation of Si in the presence of SF6 gas. The Tr. Biomat. Art. Org., 2002, 16, 15–17.
13. L. J. Jha, S. M. Best, J. C. Knowles, I. Rehman, J. D. Santos and
photochemical etching process using a femtosecond W. Bonfield: J. Mater. Sci:Mat. in Med., 1997, 8, 185–191.
pulsed laser produced nanoscale spikes/cones by 14. J. C. Elliott, R. M. Wilson and S. E. P. Dowker: Ad. in X-ray
removal of material (similar to ablation as opposed to Anal., 2002, 45, 172–180.
deposition) demonstrated by the conical base positions 15. M. Bohner. Int. J. Care of Inj., 2000, 31, 37–47.
laying deep within the substrate and not on the initial 16. L. Yubao, J. De Wijn, C. Klein, S. Van De Meer and K. De
Groot: J. Mater. Sci:Mat. in Med., 1994, 5, 252–255.
surface. Optical parameters such as the laser wavelength
17. B. Ji and H. Gao: J. Mech. Phys. Solids., 2004, 52, 1963–1990.
and repetition rate govern the size and mean separation 18. J. Rho, L. Kuhn-Spearing and P. Zioupos: Med. Eng. Phys., 1998,
of the spikes. 20, 92–102.
In terms of material synthesis and processing, a 19. T. Kokubo, H. Kim and M. Kawashita: Biomat., 2003, 24, 2161–
number of routes are used widely including wet chemical 2175.
20. Y. Miyamoto, T. Toh, K. Ishikawa, T. Yuasa, M. Nagayama and
precipitation, sol–gel processing and supercritical fluid
K. Suzuki: J. Biomed. Mater. Res., 2001, 54, 311–319.
technology. However, the use of emulsion technology 21. E. Y. Kawachi, C. A. Bertram and L. T.Kubota: Biomat., 1998,
over the past decades has provided synthesis of 19, 2329–2333.
nanocrystalline hydroxyapatite with small particle size 22. C. M. Muller-Mai, S. I. Stupp, C. Voight and U. Gross: J. Biomed.
distribution and little agglomeration. The ultrafine Mater. Res., 1995, 29, 9–18.
23. R. Murugan and S. Ramakrishna: J. Cryst. Gr., 2005, 274, 209–
powder has greater thermal stability at high tempera-
213.
tures such as 1200uC, permitting high quality consolida- 24. F. Balas, J. Perez-Pariente and M. Vallet-Regi: J. Biomed. Mater.
tion and densification minus decomposition into Res., 2003, 66A, 364–375.
undesirable secondary phases and differential shrinkage 25. E. Fernandez, J. A. Planell and S. M. Best: J. Biomed. Mater.
leading to cracklike flaws. In combining the manufac- Res., 1999, 47, 466–471.
26. I. R. Gibson and W. Bonfield: J. Biomed. Mater. Res., 2002, 59,
turing route of emulsion synthesised nanocrystalline HA
697–708.
with laser surface modification of the prepared solid 27. D. Tadic and M. Epple: Biomat., 2003, 24, 4565–4571.
material, the aim of the present study involved the 28. J. Barralet, S. Best and W. Bonfield: J. Biomed. Mater. Res., 1998,
production of a HA material with improved mechanical 41, 79–86.
properties and enhanced surface bioactivity providing 29. E. Bertoni, A. Bigi, G. Cojazzi, M. Gandolfi, S. Panzavolta and
N. Roveri: J. Inorg. Biochem., 1998, 72, 29–35.
an increased possibility of clinical success at load
30. S. R. Kim, J. H. Lee, S. G. Chung and Y. T. Kim: Biomat., 2003,
bearing applications. Furthermore the advantage of 24, 1389–1398.
investigating substituted apatites corresponds to the 31. E. M.Carlisle: Science., 1970, 167, 279–280.
mineral component of bone being a ‘biological apatite’ 32. L. L. Hench: J. Amer. Ceram. Soc., 1991, 74, 1487–1510.
136 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
33. I. R. Gibson and W. Bonfield: J. Biomed. Mater. Res., 1999, 44, 77. G. K. Lim, J. Wang, S. C. Ng and L. M. Gan: Lang., 1999, 15,
422–428. 7472–7477.
34. J. C. Elliott: ‘Structure and Chemistry of the Apatites and other 78. T. Stoebe, R. Hill, M. Ward and H. Davis: Lang., 1997, 13, 7276–
Calcium Orthophosphates’), Vol. 18; 1994, Elsevier. 7281.
35. R. M. Wilson, J. C. Elliott and S. E. P. Dowker: Amer. Mineral., 79. H. Wennerstrom, O. Soderman, U. Olsson and B. Lindman: Coll.
1999, 84, 1406–1414. and Surf. A:Physicochem. Eng. Aspects., 1997, 123–124, 13–26.
36. J. C. Elliott: ‘Infrared and Raman spectroscopy of calcified 80. G. K. Lim, J. Wang, S. C. Ng and L. M. Gan: Mater. Lett., 1996,
tissues.’, (ed. G.R.Dickinson), Vol. 12, 413–434; 1984, 28, 431–436.
Amsterdam, Elsevier Science. 81. K. Kandori, K. Kon-no and A. Kitahara: J. Coll. Int. Sci., 1988,
37. I. Rehman and W. Bonfield: J. Mater. Sci. Mater. Med., 1997, 8, 122, 78–82.
1–4. 82. G. K. Lim, J. Wang, S. C. Ng, C. H. Chew and L. M. Gan:
38. M. Mehmel: Z. Kristallogr., 1930, 75, 323. Biomat., 1997, 18, 1433–1439.
39. S. Naray-Szabo: Z. Kristallogr., 1930, 75, 387. 83. I. Lisiecki, P. Andre, A. Filankembo, C. Petit, J. Tanori, B. W.
40. V. P. Orlovskii, V. S. Komlev and S. M. Barinov: Inorg. Mater., Ninham and M. P. Pileni: J. Phys. Chem. B., 1999, 103, 9168–
2002, 38, 973–984. 9175.
41. J. C. Elliott: ‘Dental Enamel’, (ed. D. Chadwick et al.), Vol. 205, 84. J. J. Silber, A. Biasutti, E. Abuin and E. Lissi: Ad. in Coll. Inter.
54–72; 1997, Chichester, Wiley. Sci., 1999, 82, 189–252.
42. S. M. Best, A. E. Porter and W. Bonfield: Bioceram., 2003, 15, 85. A. Filankembo and M. P. Pileni: J. Phys. Chem. B., 2000, 104,
240–2, 505–508. 5865–5868.
43. J. Vandiver, D. Dean, N. Patel, W. Bonfield and C. Ortiz: 86. M. P. Pileni: J. Phys. Chem., 1993, 97, 6961–6973.
Biomat., 2005, 26, 271–283. 87. G. K. Lim, S. C. Ng and L. M. Gan: J. Mater. Chem., 1999, 9,
44. S. Bose and S. K. Saha: Chem. of Mater., 2003, 15, 4464–4469. 1635–1639.
45. V. A. Dubok: Rec. Res. Dev. Appl. Phys., 2000, 39, 381–394. 88. K. Sonoda, T. Furuzono, D. Walsh, K. Sato and J. Tanaka: Sol.
46. G. C. Koumoulidis, A. P. Katsoulidis, A. K. Ladavos, P. J. State Ionics., 2002, 151, 321–327.
Pomonis, C. C. Trapalis, A. T. Sdoukos and T. C. Vaimakis: 89. H. Lu, Z. Qu and Y. Zhou: J. Mater. Sci:Mater. in Med., 1998, 9,
J. Coll. Int. Sci., 2003, 259, 254–260. 583–587.
47. M. G. S. Murray, J. Wang, C. B. Ponton and P. M. Marquis: 90. P. Shuk, W. L. Suchanek, T. Hao, E. Gulliver, R. E. Riman,
J. Mater. Sci., 1995, 30, 3061–3074. M. Senna, K. S. Tenhuisen and V. Janas: J. Mater. Res., 2001, 16,
48. A. S. Edward, N. J. Gleason, A. Nakahira and J. Ying: Nano 1231–1234.
Lett., 2001, 1, 149–153. 91. T. Hattori, Y. Iwadate, K. Sato and Y. Imai: 1987, 95, 825–827.
49. L. B. Kong, J. Ma and F. Boey: J. Mater. Sci:Mater. in Med., 92. T. Hattori and Y. Iwadate: 1988, 56, 1106–1107.
2002, 37, 1131–1134. 93. T. Hirai, M. Hodono and I. Komasawa: Lang., 2000, 16, 955–960.
50. H. S. Liu, T. S. Chin, L. S. Lai, S. Y. Chiu, K. H. Chung and M. T. 94. M. Sunny, P. Ramesh and H. K. Varma: J. Mater. Sci:Mater. in
lui: Ceram. Int., 1997, 23, 19–25. Med., 2002, 13, 623–632.
51. J. Hu, J. Russell, R. Vagi and B. Ben-Nissan: J. Mater. Sci. Lett., 95. L. Qi, J. Ma, H. Cheng and Z. Zhao: J. Mater. Sci. Lett., 1997, 16,
2001, 20, 85–88. 1779–1781.
52. M. Hsieh, L. Perng, T. Chin and H. Perng: Biomat., 2001, 22, 96. T. Furuzono, D. Walsh, K. Sato, K. Sonoda and J. Tanaka:
2601–2607. J. Mater. Sci. Lett., 2001, 20, 111–114.
53. K. Okuyama and I. W. Lenggoro: Chem. Eng. Sci., 2003, 5, 537– 97. G. Chen, T. Ushida and T. Tateishi: Mater. Sci. Eng. C., 2001, 17,
547. 63–69.
54. M. J. Phillips, J. A. Darr, Z. B. Luklinska and I. Rehman: 98. K. Wei, Y. Wang, C. Lai, C. Ning, D. Wu, G. Wu, N. Zhao,
J. Mater. Sci:Mater. in Med., 2003, 14, 875–882. X. Chen and J. Ye: Mater. Lett., 2005, 59, 220–225.
55. J. Gomez-Morales, J. Toreent-Burgues, T. Boix, J. Fraille and 99. H. Juang and M. Hon: Biomat., 1996, 17, 2059–2064.
R. Rodriguez-Clemente: Cryst. Res. Tech., 2001, 36, 15–26. 100. D. Bernache-Assollant, A. Ababou, E. Champion and
56. L. M. Rodriguez-Lorenzo and M. Vallet-Regi: Chem. Mater., M. Heughebaert: J. Euro. Ceram. Soc., 2003, 23, 229–241.
2000, 12, 2460–2465. 101. D. Tadic, F. Beckmann, K. Schwarz and M. Epple: Biomat., 2004,
57. H. Gilman and D. W. Hukins: J. Inorg. Biochem., 1994, 55, 31–39. 25, 3335–3340.
58. H. Gilman, D. W. Hukins and D. S. Hickey: J. Phys. D:App. 102. P. Habibovic, H. Yuan, C. M. van der Valk, G. Meijer, C. A. van
Phys., 1991, 24, 127–130. Blitterswijk and K. De Groot: Biomat., 2005, 26, 3565–3575.
59. L. Chow, L. Sun and B. Hockey: J. Res. Nat. Inst. Stand. Tech., 103. A. J. Ruys, M. Wei, C. C. Sorrell, M. R. Dickinson,
2004, 109, 543–551. A. Brandwood and B. K. Milthorpe: Biomat., 1995, 16, 409–415.
60. M. M. Seckler, M. Danesse, S. Derenzo, J. V. Valarelli, 104. J. Barralet, S. Best and W. Bonfield: J. Mater. Sci:Mater. in Med.,
M. Giulietti and R. Rodriguez-Clemente: Mater. Res., 1999, 2, 2000, 11, 719–724.
59–62. 105. B. D. Ratner, A. S. Hoffman, F. J. Schoen and J. E. Lemons:
61. Y. X. Pang and X. Bao: J. Euro. Ceram. Soc., 2003, 23, 1697– ‘Biomaterials Science, An introduction to materials in medicine.’,
1704. (ed. B. D. Ratner et al.), 75–76; 1996, Academic Press Limited.
62. X. Deng, J. Hao and C. Wang: Biomat., 2001, 22, 2867–2873. 106. A. Tampieri, G. Celotti, F. Szontagh and E. Landi: J. Mater.
63. T. Hattori and Y. Iwadate: J. Amer. Ceram. Soc., 1990, 73, 1803– Sci:Mater. in Med., 1997, 8, 29–37.
1805. 107. S. Vijayan and H. Varma: Mater. Lett., 2002, 56, 827–831.
64. R. E. Riman, W. L. Suchanek, K. Byrappa, C. Chen, P. Shuk and 108. T. S Sampath Kumar, I. Manjubala and J. Gunasekaran: Biomat.,
C. Oakes: Sol. State Ionics., 2002, 151, 393–402. 2000, 21, 1623–1629.
65. W. Suchanek, P. Shuk, K. Byrappa, R. E. Riman, K. TenHuisen 109. L. Borum-Nicholas and O. C. Wilson Jr: Biomat., 2003, 3671–
and V. Janas: Biomat., 2002, 23, 699–710. 3679.
66. M. Vallet-Regi, M. T. Gutierrez-Rios, M. P. Alonso, M. I. de 110. M.P.Ginebra, F.C.M.Driessens and J.A.Planell: Biomat., 2004,
Frutos and S. Nicolopoulos: J. Sol. State Chem., 1994, 112, 58–64. 25, 3453–3462.
67. C. S. Chai and B. Ben-Nissan: J. Mater. Sci:Mater. in Med., 1999, 111. H. Tanaka, A. Yasukawa, K. Kandori and T. Ishikawa: Coll. and
10, 465–469. Surf. A:Physicochem. Eng. Aspects., 1997, 125, 53–62.
68. L. L. Hench and J. K. West: Chem. Rev., 1990, 90, 33–72. 112. M. Ohgaki, T. Kizuki, M. Katsura and K. Yamashita: J. Biomed.
69. B. Melde and A. Stein: Chem. Mater., 2002, 14, 3326–3331. Mater. Res., 2001, 57, 366–373.
70. R. Marr and T. Gamse: Chem. Eng. Proc., 2000, 39, 19–28. 113. Z. Cheng, A. Yasukawa, K. Kandori and T. Ishikawa: Lang.,
71. G. Demazeau: J. Mater. Chem., 1998, 9, 15–18. 1998, 14, 6681–6686.
72. J. Liu, B. Han, G. Li, X. Zhang, J. He and Z. Liu: Lang., 2001, 17, 114. G. Yin, Z. Liu, J. Zhan, F. Ding and N. Yuan: Chem. Eng. J.,
8040–8043. 2002, 87, 181–186.
73. R. Noyori: Chem. Rev., 1999, 99, Editorial 115. P. Ducheyne and Q. Qui: Biomat., 1999, 20, 2287–2303.
74. M. M. Hoffman, J. S. Young and J. L. Fulton: J. Mater. Sci., 116. G. M. S. El Shafei and N. A. Moussa: J. Coll. Int. Sci., 2001, 238,
2000, 35, 4177–4183. 160–166.
75. M. P. Pileni: Lang., 1997, 13, 3266–3276. 117. H. Tanaka, M. Futaoka and R. Hino: J. Coll. Int. Sci., 2004, 269,
76. A. Graciaa, J. Lachaise, M. Bourrel, R. Schechter and W. Wade: 358–363.
J. Coll. Int. Sci., 1988, 122, 83–90. 118. G. Shafei and N. Moussa: J. Coll. Int. Sci., 2001, 238, 160–166.
Advances in Applied Ceramics 2006 VOL 105 NO 3 137
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
119. H. Tanaka, A. Yasukawa, K. Kandori and T. Ishikawa: Lang., 161. J. Magyar, A. Sklyarov, K. Mikhaylichenko and V. Yakovlev:
1997, 13, 821–826. App. Surf. Sci., 2003, 207, 306–313.
120. T. Ishikawa, A. Teramachi, H. Tanaka, A. Yasukawa and 162. J. M. Fernandez-Pradas, L. Cleries, G. Sardin and J. L. Morenza:
K. Kandori: Lang., 2000, 16, 10221–10226. J. Mater. Res., 1999, 14, 4715–4719.
121. I. Degasne, M. F. Basle, V. Dermais, G. Hure, M. Lesourd, 163. J. M. Fernandez-Pradas, M. V. Garcia-Cuenca, L. Cleries,
B. Grolleau, L. Mercier and D. Chappard: Calc. Tiss. Int., 1999, G. Sardin and J. L. Morenza: App. Surf. Sci., 2002, 195, 31–37.
64, 499–507. 164. H. Zeng, W. R. Lacefield and S. Mirov: J. Biomed. Mater. Res.,
122. K. Anselme: Biomat., 2000, 21, 667–681. 2000, 50, 248–258.
123. P. J. ter Brugge, S. Dieudonne and J. Jansen: J. Biomed. Mater. 165. J. C.Conde, F. Lusquinos, P. Gonzalez, J. Serra, B. Leon,
Res., 2002, 61, 399–407. A. Dima, L. Cultrera, D. Guido, A. Zocco and A. Perrone: Thin
124. A. Pierres, A. Benoliel and P. Bongrand: Euro. Cell. Mater., 2002, Sol. Films., 2004, 453–454, 323–327.
3, 31–45. 166. S. Liste, J. Serra, P. Gonzalez, J. P. Borrajo, S. Chuissi, B. Leon
125. A. Andersson, F. Backhed, A. von Euler, A. Richter-Dahlfors, and M. Perez-Amor: Thin Sol. Films., 2004, 453–454, 224–228.
D. Sutherland and B. Kasemoq: Biomat., 2003, 24, 3427–3436. 167. J. M. Fernandez-Pradas, G. Sardin, P. Serra, C. Ferrater and J. L.
126. M. Ball, S. Downes, C. A. Scotchford, E. N. Antonov, V. N. Morenza: Thin Sol. Films., 1998, 317, 393–396.
Bagratashvili, V. K. Popov, W. Lo, D. Grant and S. M. Howdle: 168. J. L. Arias, M. B. Mayor, J. Pou, B. Leon and M. Perez-Amor:
Biomat., 2001, 22, 337–347. Vac., 2002, 67, 653–657.
127. J. D. de Bruijn, C. P. A. T. Klein, K. De Groot and C. A. van 169. L. D’Alessio, R. Teghil, M. Zaccagnino, I. Zaccardo, D. Ferro
Blitterswijk: J. Biomed. Mater. Res., 1992, 26, 1365–1382. and V. Marotta: App. Surf. Sci., 1999, 138–139, 527–532.
128. A. Rosa, M. Beloti and R. van Noot: Dent. Mat., 2003, 19, 768– 170. J. M. Fernandez-Pradas, L. Cleries, E. Martinez, G. Sardin,
772. J. Esteve and J. L. Morenza: Biomat., 2001, 22, 2171–2175.
129. P. A. Ramires, A. Romito, F. Cosentino and E. Milella: Biomat., 171. M. Katto, M. Nakamura, T. Tanaka, T. Matsutani, M. Kuwata
2001, 22, 1467–1474. and T. Nakayama: Surf. Coat. Tech., 2003, 169–170, 712–715.
130. R. Lange, F. Luthen, U. Beck, J. Rychly, A. Baumann and 172. M. Katto, M. Nakamura, T. Tanaka and T. Nakayama: App.
B. Nebe: Biomolec. Eng., 2002, 19, 255–261. Surf. Sci., 2002, 197–198, 768–771.
131. P. Zhu, Y. Masuda and K. Koumoto: Biomat., 2004, 25, 3915– 173. D. Fried, M. Zuerlain, J. Featherstone, W. Seka, C. Duhn and
3921. S. McCormack: App. Surf. Sci., 1998, 127–129, 852–856.
132. A. S. Posner and R. A. Beebe: Sem. Arth. Rheum., 1975, 4, 267– 174. M. Gonzalez, J. A. Banderas, V. Rodriguez and V. M. Castano:
291. J. Dent., 1999, 27, 595–600.
133. D. N. Misra: Lang., 2005, 7, 2422–2424. 175. H. Lubatschowski, A. Heisterkamp and F. Will: RIKEN Rev.,
134. K. Kawasaki, M. Kambar, H. Matsumura and W. Norde: Coll. 2003, 50, 113–118.
and Surf. B:Bioint., 2003, 32, 321–334. 176. K. W. Kolasinski: 2004, 7, 267–292.
135. P. Zanchetta and J. Guezennec: Coll. and Surf. B:Bioint., 2001, 22, 177. A. B. Brailovsky, S. V. Gaponov and V. I. Luchin: App. Phys. A:
301–307. Mat. Sci. Proc., 1995, 61, 81–86.
136. B. A. Scheven, D. Marshall and R. M. Aspden: Cell. Bio. Int., 178. T. Her, R. Finlay, C. Wu, S. Deliwala and E. Mazur: App. Phys.
2002, 26, 337–346. Lett., 1998, 73, 1673–1675.
137. Y. Shin and M. Aoko: Biomat., 1997, 22, 87–96. 179. A. J. Pedraza, J. D. Fowlkes and D. H. Lowndes: App. Phys.
138. J. Sun, Y. Tsuang, W. Chang, J. Li, H. Liu and F. Lin: Biomat., Lett., 1999, 74, 2322–2324.
1997, 18, 683–690. 180. F. Sanchez, J. L. Morenza, R. Aguiar, J. C. Delgado and
139. D. R. Villarreal, A. Sogal and J. L. Ong: J. Oral Implant., 1998, M. Varela: App. Phys. A: Mater. Sci. Proc., 1998, 66, 83–86.
24, 67–73. 181. E. Gyorgy, A. Perez del Pino, P. Serra and J. L. Morenza: Surfs.
140. D. Deligianni, N. Katsala, P. Koutsoukos and Y. Missirlis: Coat. Tech., 2004, 187, 245–249.
Biomat., 2001, 22, 87–96. 182. F. Sanchez, J. L. Morenza and V. Trtik: App. Phys. Lett., 1999,
141. R. Barbucci, D. Pasqui, A. Wirsen, S. Affrossman, A. Curtis and 75, 3303–3305.
C. Tetta: J. Mater. Sci:Mater. in Med., 2003, 14, 721–725. 183. D. Mills and K. W. Kolasinski: J. Vac. Sci. Tech. A., 2004, 22,
142. R. Barbucci, S. Lamponi, A. Magnani and D. Pasqui: Biomolec. 1647–1651.
Eng., 2002, 19, 161–170. 184. D. Riedel, J. L. Hernandez-Poros, R. E. Palmer and K. W.
143. K. Dee, D. C. Rueger, T. Andersen and R. Bizios: Biomat., 1996, Kolasinski: App. Surf. Sci., 2004, 78, 381–385.
17, 209–215. 185. A. Queiroz, J. Santos, R. Vilar, S. Eugenio and F. Monteiro:
144. H. G. Craighead, C. D. James and A. M. P. Turner: Curr. Op. in Biomat., 2004, 4607–4614.
Solid State and Mater. Sci., 2001, 5, 177–184. 186. D. Fried, N. Ashouri, T. M. Breunig and R. K. Shori: Lasers
145. D. Castner and B. Ratner: Surf. Sci., 2002, 500, 28–60. Surg. Med., 2002, 31, 186–193.
146. M. Tirrell, E. Kokkoli and M. Biesalski: Surf. Sci., 2002, 500, 61– 187. M. Tanaka: J. Jap. Soc. Laser. Dent., 2000, 11, 104
83. 188. P. Serra and J. L. Morenza: App. Phys. A: Mat. Sci. Proc., 1998,
147. D. A. Smith, S. D. Connell, C. Robinson and J. Kirkham: Anal. 67, 289–294.
Chem. Act., 2003, 479, 39–57. 189. E. Gogolides, C. Boukouras, G. Kokkoris, O. Brani,
148. Y. Ito: Biomat., 1999, 20, 2333–2342. A. Tserepi and V. Constantoudis: Micro. Eng., 2004, 73–74,
149. J. H. Fitton, B. A. Dalton, G. Johnson, H. J. Griesser and J. G. 312–318.
Steele: J. Biomed. Mater. Res., 1998, 42, 245–257. 190. V N Maller and M S Naidu: ‘Advances in high voltage insulation
150. A. Curtis and C. Wilkinson: Biomat., 1997, 18, 1573–1583. and arc interruption in SF6 and vacuum’, 1981, Oxford Pergamon
151. A. Andersson, P. Olsson, U. Lidberg and D. Sutherland: Exp. Cell Press.
Res., 2003, 288, 177–188. 191. M. Maiss and C. Brenninkmeijer: Env. Sci. Tech., 1998, 32, 3077–
152. H. Cheung and D. McCarty: Exp. Cell Res., 1985, 157, 63–70. 3086.
153. C. Knabe, R. Gildenhaar, R. Fitzer, G. Berger, W. Ostapowicwz, 192. T. A. Czuppon: ‘Ammonia. In: Kirk-Othmer encyclopedia of
R. Radlanski and U. Gross: Biomat., 1997, 18, 1339–1347. chemical technology’, Vol. 2, 638–639; 1992, John Wiley and
154. R. G. Flemming, C. J. Murphy, G. A. Abrams, S. L. Goodman Sons.
and P. F. Nealy: Biomat., 1999, 20, 573–588. 193. T. M. Di Palma, C. Flamini, S. Orlando, R. Teghil, A. Giardini
155. N. H. Rizvi: RIKEN Rev., 2003, 50, 107–112. Guidoni and A. Mele: Nuc. Instr. Meth. Phys. Res. B., 1997, 122,
156. J. L. Arias, M. B. Mayor, J. Pou, B. Leon and M. Perez-Amor: 423–426.
App. Surf. Sci., 2003, 208–209, 57–60. 194. Compiled: ‘Compressed Gas Association. Handbook of compressed
157. W. Marine, L. Patrone, B. Luk’yanchuk and M. Sentis: App. Surf. gases’), Van Nostrand Reinhold Company, 231–252; 2004.
Sci., 2000, 154–155, 345–352. 195. C. K. Choo, M. Tohara, K. Enomoto and K. Tanaka: App. Surf.
158. R. J. Exton and R. J. Balla: J. Quant. Spect. Rad. Trans., 2004, 86, Sci., 2004, 228, 120–127.
267–286. 196. C. K. Choo, T. Sakamoto, K. Tanaka and R. Nakata: App. Surf.
159. E. W. Kreutz, R. Weichenhain, R. Wagner and A. Horn: RIKEN Sci., 1999, 148, 116–125.
Rev., 2003, 50, 83–87. 197. J. Walls: ‘Methods of surface analysis’, (ed. J.M.Walls), 1989,
160. P. K. Mudhopadhyay, M. B. Alsous, K. Ranganathan, S. K. Cambridge University Press.
Sharma, P. K. Gupta, A. Kuruvilla and T. P. S. Nathan: Opt. 198. I. R. Gibson, I. Rehman, S. M. Best and W. Bonfield: J. Mater.
Laser Tech., 2005, 37, 157–162. Sci:Mater. in Med., 2000, 12, 799–804.
138 Advances in Applied Ceramics 2006 VOL 105 NO 3
Norton et al. Recent developments in processing and surface modification of hydroxyapatite
199. B. M. Tracey and R. H. Doremus: J. Biomed. Mat. Res., 1984, 18, 201. A. Cross: ‘Introduction to Practical Infrared Spectroscopy’), 1959,
719–726. Butterworths London.
200. B. D. Ratner, A. S. Hoffman, F. J. Schoen and J. E. Lemons: 202. S. D. Ross: ‘Inorganic Infrared and Raman Spectra’, (ed.
‘Biomaterials Science, An introduction to materials in P. Sykes), 1972, McGraw-Hill Book Company (UK) Limited.
medicine.’, (ed. B. D. Ratner et al.), 21–34; 1996, Academic 203. N. Colthup, L. Daly and S. Wilberley: ‘Introduction to Infrared
Press Limited. and Raman Spectroscopy’), 1975, Academic Press Inc.
Advances in Applied Ceramics 2006 VOL 105 NO 3 139
You might also like
- Bioceramic Materials in Endodontics PDFDocument28 pagesBioceramic Materials in Endodontics PDFPoy ParinphornNo ratings yet
- LPB 100-1991 - Ethylene Oxide Plant Explosion, 3-Jul-1987, BP Chemicals in BelgiumDocument4 pagesLPB 100-1991 - Ethylene Oxide Plant Explosion, 3-Jul-1987, BP Chemicals in Belgiumsl1828100% (2)
- BIOEN 5301/ To Modern Biomaterials To Modern Biomaterials Classes of Materials Used in Medicine MedicineDocument6 pagesBIOEN 5301/ To Modern Biomaterials To Modern Biomaterials Classes of Materials Used in Medicine MedicinespallocNo ratings yet
- Bioactive Ceramics - The Effect of Surface Reactivity On Bone Formation and Bone Cell FunctionDocument17 pagesBioactive Ceramics - The Effect of Surface Reactivity On Bone Formation and Bone Cell FunctionMuhammad AwaisNo ratings yet
- 10 1002@jbm B 34379Document12 pages10 1002@jbm B 34379Sophia SaudNo ratings yet
- Journal of Drug Delivery Science and Technology 2023Document13 pagesJournal of Drug Delivery Science and Technology 2023Dr Noor Haida Mohd KausNo ratings yet
- Acta Biomaterialia: Magdalena Zaborowska, Aase Bodin, Henrik Bäckdahl, Jenni Popp, Aaron Goldstein, Paul GatenholmDocument8 pagesActa Biomaterialia: Magdalena Zaborowska, Aase Bodin, Henrik Bäckdahl, Jenni Popp, Aaron Goldstein, Paul GatenholmmwdhtirahNo ratings yet
- Processing and Properties of Hydroxyapatite-Based Biomaterials For Use As Hard Tissue Replacement ImplantsDocument24 pagesProcessing and Properties of Hydroxyapatite-Based Biomaterials For Use As Hard Tissue Replacement ImplantsValeNo ratings yet
- Bioceramics As Sealers in EndodonticsDocument6 pagesBioceramics As Sealers in EndodonticsShazeena QaiserNo ratings yet
- Bioceramic in Dental ImplantsDocument5 pagesBioceramic in Dental ImplantsDeepalakshmi VenkatesanNo ratings yet
- Imp A Review Polymerbioactive Glass Nanocomposites For Biomedical ApplicationsDocument13 pagesImp A Review Polymerbioactive Glass Nanocomposites For Biomedical Applicationscollin samuelNo ratings yet
- Biomaterials 2010 317 1465 DorozhkinDocument22 pagesBiomaterials 2010 317 1465 DorozhkinAdam PrasetyaNo ratings yet
- Ceramic BiomateriaisDocument16 pagesCeramic BiomateriaisSabrina CastroNo ratings yet
- A Review On Biomedical Implant Materials and TheDocument68 pagesA Review On Biomedical Implant Materials and Theandresgarro01No ratings yet
- Injectable Functional Biomaterials For Minimally Invasive SurgeryDocument20 pagesInjectable Functional Biomaterials For Minimally Invasive Surgery서지영No ratings yet
- Bioengineering 10 00551Document17 pagesBioengineering 10 00551Pascalis Adhi KurniawanNo ratings yet
- Periodontology 2000 - 2019 - Guglielmotti - Research On Implants and OsseointegrationDocument12 pagesPeriodontology 2000 - 2019 - Guglielmotti - Research On Implants and OsseointegrationalinagaxiolaariasNo ratings yet
- Laser Treatment For Bio MaterialsDocument6 pagesLaser Treatment For Bio MaterialsNandakumar M BasavarajNo ratings yet
- BIOCERAMICSDocument18 pagesBIOCERAMICSsushilNo ratings yet
- Review Com CTABDocument15 pagesReview Com CTABcarlosrhamon UFCNo ratings yet
- Fiber-Reinforced Composite in Dentistry - A ReviewDocument5 pagesFiber-Reinforced Composite in Dentistry - A ReviewLucianoNo ratings yet
- Advances in Medical Adhesives Inspired by Aquatic Organisms ' AdhesionDocument9 pagesAdvances in Medical Adhesives Inspired by Aquatic Organisms ' Adhesionhbno91q2No ratings yet
- Biosmart Materials - The Era of Smart DentistryDocument3 pagesBiosmart Materials - The Era of Smart DentistryRisana RahoofNo ratings yet
- Nanomaterials For Periodontal Tissue Regeneration Progress, Challenges and Future PerspectivesDocument20 pagesNanomaterials For Periodontal Tissue Regeneration Progress, Challenges and Future PerspectivesniawidjasenaNo ratings yet
- Chemistry-Hydrothermally Synthesized Hydroxyapatite-Silica CompositesDocument11 pagesChemistry-Hydrothermally Synthesized Hydroxyapatite-Silica Compositeseti apriyantiNo ratings yet
- Bioceramics: From Concept To Clinic: Larry L. HenchDocument24 pagesBioceramics: From Concept To Clinic: Larry L. HenchlilypaivaNo ratings yet
- Bone Substitute Materials in Implant DentistryDocument34 pagesBone Substitute Materials in Implant DentistryYun De LinNo ratings yet
- Bioactive Glass JmsDocument13 pagesBioactive Glass JmsAnonymous bjD4fCiNo ratings yet
- Materiales - Bioceramicos - Endo With Cover Page v2Document29 pagesMateriales - Bioceramicos - Endo With Cover Page v2ftorrefNo ratings yet
- Srep 34072Document11 pagesSrep 34072Catherine PakhomovaNo ratings yet
- Thermal Spraying of Biomaterials (2006) BUENISIMODocument8 pagesThermal Spraying of Biomaterials (2006) BUENISIMOMatias Javier Arenas ManriquezNo ratings yet
- Molecules 27 05116Document4 pagesMolecules 27 05116Odontologia HmaspNo ratings yet
- Manteghi 2017Document30 pagesManteghi 2017Sofiene helailiNo ratings yet
- Bioceramics: From Bone Substitutes To Nanoparticles For Drug DeliveryDocument20 pagesBioceramics: From Bone Substitutes To Nanoparticles For Drug DeliveryInesita de AlcobendillasNo ratings yet
- Nanomaterials 11 00789Document18 pagesNanomaterials 11 00789niawidjasenaNo ratings yet
- 2022 - Wenpu - Preparatiob of Chitosan-Sodium Alginate-Bioactive Glass Composite Cartilage Scaffolds With High Cell Activity and BioactivityDocument10 pages2022 - Wenpu - Preparatiob of Chitosan-Sodium Alginate-Bioactive Glass Composite Cartilage Scaffolds With High Cell Activity and BioactivitysmgmingigigiNo ratings yet
- Introduction To Biomaterials: Definition, Classification and RequirementsDocument41 pagesIntroduction To Biomaterials: Definition, Classification and Requirementsbelete kefargeNo ratings yet
- Biodegradable Scaffold of Natural Polymer and Hydroxyapatite For Bone Tissue Engineering: A Short ReviewDocument6 pagesBiodegradable Scaffold of Natural Polymer and Hydroxyapatite For Bone Tissue Engineering: A Short ReviewNileshTipanNo ratings yet
- Morphologic and Nanomechanical Characterization of Bone Tissue Growth AroundDocument8 pagesMorphologic and Nanomechanical Characterization of Bone Tissue Growth AroundTina TinaNo ratings yet
- Implant MaterialsDocument16 pagesImplant MaterialsNikita Aggarwal100% (1)
- Vitreous Sio - Cao Coatings On Ti6Al4V Alloys: Reactivity in Simulated Body Uid Versus Osteoblast Cell CultureDocument11 pagesVitreous Sio - Cao Coatings On Ti6Al4V Alloys: Reactivity in Simulated Body Uid Versus Osteoblast Cell CultureMario Misael Machado LòpezNo ratings yet
- Biodegradable Scaffolds For Tissue EngineeringDocument10 pagesBiodegradable Scaffolds For Tissue EngineeringInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- ZirconiaDocument8 pagesZirconiaXIOMARA YASMITH REYES PALOMINONo ratings yet
- The Structure and Function of Next-Generation Gingival Graft Substitutes-A Perspective On Multilayer Electrospun Constructs With Consideration of VascularizationDocument22 pagesThe Structure and Function of Next-Generation Gingival Graft Substitutes-A Perspective On Multilayer Electrospun Constructs With Consideration of VascularizationNaomie LarrivéeNo ratings yet
- Chapter BookDocument15 pagesChapter BookhrecioNo ratings yet
- Chronology of Bioactive Glass Development and Clinical ApplicationsDocument7 pagesChronology of Bioactive Glass Development and Clinical ApplicationsNileshTipanNo ratings yet
- BioceramicsDocument19 pagesBioceramicsKrishnaNo ratings yet
- JPID-Vol-04-Issue-01-Article06Document5 pagesJPID-Vol-04-Issue-01-Article06mahaNo ratings yet
- BASIC IMPLANT SCIENCES.20.Sabtu, 29 April 2017Document27 pagesBASIC IMPLANT SCIENCES.20.Sabtu, 29 April 2017dehaaNo ratings yet
- Bioceramics of Calcium OrthophosphatesDocument21 pagesBioceramics of Calcium OrthophosphatesLex LopNo ratings yet
- Materials: Biodegradable Polymers in Bone Tissue EngineeringDocument24 pagesMaterials: Biodegradable Polymers in Bone Tissue EngineeringKalid AmenNo ratings yet
- Role of Nanostructured Materials in Hard Tissue EngineeringDocument16 pagesRole of Nanostructured Materials in Hard Tissue EngineeringAngie ChaparroNo ratings yet
- Ceramic ReviewDocument24 pagesCeramic ReviewEsstt HafedhNo ratings yet
- Additional 4Document20 pagesAdditional 4nicholas zxcNo ratings yet
- Henao2019 PDFDocument20 pagesHenao2019 PDFMaxim MaximovNo ratings yet
- Bioceramic Sealer ReviewDocument11 pagesBioceramic Sealer ReviewArdelia RaissaNo ratings yet
- Bioceramics For Clinical Application in Regenerative DentistryDocument8 pagesBioceramics For Clinical Application in Regenerative DentistrypoojaNo ratings yet
- 1 s2.0 S221478531932927X MainDocument8 pages1 s2.0 S221478531932927X MainmrshirafatimaNo ratings yet
- Journal: Optimization of Bioglass Scaffold Fabrication ProcessDocument7 pagesJournal: Optimization of Bioglass Scaffold Fabrication ProcessMario Misael Machado LòpezNo ratings yet
- Accepted Author VersionDocument65 pagesAccepted Author VersionLucianoNo ratings yet
- Bioceramics and Biocomposites: From Research to Clinical PracticeFrom EverandBioceramics and Biocomposites: From Research to Clinical PracticeNo ratings yet
- Seminar On Coconut Oil As Fuel SubstituteDocument15 pagesSeminar On Coconut Oil As Fuel SubstituteLovejoy Bermudez QuiambaoNo ratings yet
- Identification of Biodegradable and Oxo-Biodegradable Plastic Bags Samples CompositionDocument9 pagesIdentification of Biodegradable and Oxo-Biodegradable Plastic Bags Samples Compositiony.s.6saputroNo ratings yet
- En515 2017Document11 pagesEn515 2017katemizNo ratings yet
- Aoac 965.09Document2 pagesAoac 965.09angelito4244No ratings yet
- Nano Emulsions Formation by Low Energy Methods PDFDocument9 pagesNano Emulsions Formation by Low Energy Methods PDFCarmen RaveNo ratings yet
- Biresaw MuluyeDocument53 pagesBiresaw MuluyeabadittadesseNo ratings yet
- Molecular Sieve Type 3ADocument2 pagesMolecular Sieve Type 3Akanu PatelNo ratings yet
- Prism Cryogenic Oxygen Generators: Reliable On-Site SupplyDocument4 pagesPrism Cryogenic Oxygen Generators: Reliable On-Site SupplyEdwin RosasNo ratings yet
- Surface PreparationDocument31 pagesSurface PreparationT aljuNo ratings yet
- Materials For Woven Wire Cloth.: Extensive As The Range of ApplicationsDocument12 pagesMaterials For Woven Wire Cloth.: Extensive As The Range of ApplicationsadrianioantomaNo ratings yet
- Chem 112 Week 11 20 by KuyajovertDocument25 pagesChem 112 Week 11 20 by KuyajovertRusvelt Gascon Petrolia100% (2)
- SPE-AIME, Exxon Production Research Co. Hoyer, Spbaime, Exxon Production Research CoDocument11 pagesSPE-AIME, Exxon Production Research Co. Hoyer, Spbaime, Exxon Production Research CoAbie WinathamaNo ratings yet
- S7 Tool Steel: What Is ?Document3 pagesS7 Tool Steel: What Is ?Sama UmateNo ratings yet
- Material Safety Data Sheet: Chemical Product and Company IdentificationDocument5 pagesMaterial Safety Data Sheet: Chemical Product and Company IdentificationShoriful IslamNo ratings yet
- Department of Chemistry and Technology of PolymersDocument31 pagesDepartment of Chemistry and Technology of PolymersamitNo ratings yet
- IAS Chemistry SB1 Assessment T5Document4 pagesIAS Chemistry SB1 Assessment T5Loh Jun XianNo ratings yet
- ABC mg7 (1) - Bonding in Complexes - CrystalfieldtheoryDocument50 pagesABC mg7 (1) - Bonding in Complexes - CrystalfieldtheoryAdistaNo ratings yet
- Enrique Lab7Document4 pagesEnrique Lab7Pablo EnriquezNo ratings yet
- Investigating The Electrolysis of BrineDocument7 pagesInvestigating The Electrolysis of Brinestudent.haotian-daiNo ratings yet
- University of Cambridge International Examinations International General Certifi Cate of Secondary EducationDocument16 pagesUniversity of Cambridge International Examinations International General Certifi Cate of Secondary EducationHaider AliNo ratings yet
- Additive Manufacturing and Sand Casting Foundries Practices in NigeriaDocument9 pagesAdditive Manufacturing and Sand Casting Foundries Practices in NigeriaNurudeen Adekunle RajiNo ratings yet
- Acid Base BuffersDocument52 pagesAcid Base Buffersdinesh111180No ratings yet
- 2018 Biomedical Applications of Polyurethane MaterialsDocument10 pages2018 Biomedical Applications of Polyurethane Materialsankita awasthiNo ratings yet
- Iiquicolor: Photometric Test For Calcium CPC MethodDocument1 pageIiquicolor: Photometric Test For Calcium CPC MethodMaherNo ratings yet
- Public Summary: 1 - Amcal Spf50+ Sunscreen LotionDocument2 pagesPublic Summary: 1 - Amcal Spf50+ Sunscreen LotionRadoNo ratings yet
- Pollutants and Their EffectsDocument9 pagesPollutants and Their EffectsAyman PalnaikNo ratings yet
- ch04 PDFDocument44 pagesch04 PDFJauhar Salsabila Tanjung100% (1)
- Ijiwet Vol (3) No (1) 6Document8 pagesIjiwet Vol (3) No (1) 6Stevaldy SutantoNo ratings yet
- Follitropin Concentrated Solution Ep8.0 - 2286Document6 pagesFollitropin Concentrated Solution Ep8.0 - 2286Found SunNo ratings yet