Download as pdf or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- Midas Rex Mr8 Product CatalogDocument17 pagesMidas Rex Mr8 Product CatalogFernando López100% (2)
- 2014 Deck GuideDocument21 pages2014 Deck GuideakiazliNo ratings yet
- EWF-544-01, Europski Specialist Za Zavarivanje Čelika Za Armiranje BetonaDocument7 pagesEWF-544-01, Europski Specialist Za Zavarivanje Čelika Za Armiranje BetonaMarija IvanovskaNo ratings yet
- CWI Part C Fundamental English and Language Assisted Exam ContentDocument7 pagesCWI Part C Fundamental English and Language Assisted Exam ContentAlejandro Perret-Gentil AristeigiuetaNo ratings yet
- Refining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written ExamDocument16 pagesRefining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written Examshoaib1985100% (1)
- Bridon Wire Rope CatalogueDocument66 pagesBridon Wire Rope Cataloguetunggularif0% (1)
- CP3 - 1-09 Tube Welding 2nd Edition July 2015 PDFDocument19 pagesCP3 - 1-09 Tube Welding 2nd Edition July 2015 PDFAdnan RanaNo ratings yet
- Tuv / Iics 3.1 Certified Welding Inspector Api 577 Welding Inspection & MetallurgyDocument5 pagesTuv / Iics 3.1 Certified Welding Inspector Api 577 Welding Inspection & Metallurgyzulfadli izaraeeNo ratings yet
- 1143 Ewf Iiw Diploma August 2013Document4 pages1143 Ewf Iiw Diploma August 2013Marcus BarberNo ratings yet
- IwipDocument3 pagesIwipkishoreardentNo ratings yet
- Corporate Partner No: 203112Document8 pagesCorporate Partner No: 203112FirozeNo ratings yet
- CSWIP-WI-6-92 12th Edition May 2012Document17 pagesCSWIP-WI-6-92 12th Edition May 2012Shaju ShamsudheenNo ratings yet
- DASH Training ProgramsDocument16 pagesDASH Training ProgramsdashNo ratings yet
- Appendix 1 Part 1b Ultrasonic AUT & MEPAUT 4th Edition February 2016Document17 pagesAppendix 1 Part 1b Ultrasonic AUT & MEPAUT 4th Edition February 2016Brandon EricksonNo ratings yet
- 1143 EWF IIW Diploma Overview - August 2013Document2 pages1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNo ratings yet
- Brochure Iwcp STD, Alt, TR - 27-Jan 2020Document4 pagesBrochure Iwcp STD, Alt, TR - 27-Jan 2020pratap biswasNo ratings yet
- CSWIP PW 6 96 Plastics Welder 8th Edition March 2021Document21 pagesCSWIP PW 6 96 Plastics Welder 8th Edition March 2021Saravana kumar NagarajanNo ratings yet
- Iiw Brochure 2016 - Iws Iwt IweDocument8 pagesIiw Brochure 2016 - Iws Iwt Iwereezman100% (1)
- CSWIP-WI-6!92!11th Edition September 2011Document16 pagesCSWIP-WI-6!92!11th Edition September 2011JiminYoo0419No ratings yet
- Cswip 692Document27 pagesCswip 692shrikantajitNo ratings yet
- Cswip DocumentDocument23 pagesCswip DocumentAmit KumarNo ratings yet
- IAB-041-02 (IW Inspection Personnel)Document43 pagesIAB-041-02 (IW Inspection Personnel)Teddy TP100% (1)
- PCNGEND2Document4 pagesPCNGEND2admin qaqcNo ratings yet
- Leea 010Document40 pagesLeea 010azozinlcNo ratings yet
- ASME Section IX Martin Lambert ENG Modifie PDFDocument2 pagesASME Section IX Martin Lambert ENG Modifie PDFjavoidea696526No ratings yet
- CSWIP-PW-6-96 7th Edition February 2017 Calificacion PolietilenoDocument18 pagesCSWIP-PW-6-96 7th Edition February 2017 Calificacion PolietilenoyecerosuNo ratings yet
- Ansa India Information Package Level 3Document8 pagesAnsa India Information Package Level 3manoj kumar sarojNo ratings yet
- INFO IWCP Transition Online - 2021 M5Document2 pagesINFO IWCP Transition Online - 2021 M5tauqeer salimNo ratings yet
- API510 Nov13Document6 pagesAPI510 Nov13vkumaranNo ratings yet
- Haward Technology Middle East: AWS Certified Welding Inspector (CWI)Document8 pagesHaward Technology Middle East: AWS Certified Welding Inspector (CWI)Ahmed shabanNo ratings yet
- EWF 652r2 12 EWF Guideline Welding Coordination 1090 2 PDFDocument39 pagesEWF 652r2 12 EWF Guideline Welding Coordination 1090 2 PDFbdromeiraNo ratings yet
- IIW-India ANB Announces: Welding Coordination PersonnelDocument2 pagesIIW-India ANB Announces: Welding Coordination PersonnelBalkishan DyavanapellyNo ratings yet
- Wtia Iiw Iwe V3 - 0 PDFDocument2 pagesWtia Iiw Iwe V3 - 0 PDFRizwan NazirNo ratings yet
- Cswip IitsDocument5 pagesCswip IitsSafiq UddinNo ratings yet
- IAB 252r8-07Document24 pagesIAB 252r8-07Jayanta82No ratings yet
- Brochure IWCP Standard-Alternate April 2013Document4 pagesBrochure IWCP Standard-Alternate April 2013Sadhasivam VeluNo ratings yet
- The Indian Institute of WeldingDocument11 pagesThe Indian Institute of WeldingNnamdi Celestine NnamdiNo ratings yet
- CMM 2Document22 pagesCMM 2Mr CupuNo ratings yet
- Brochure IWCP ALL Routes July - 2011Document5 pagesBrochure IWCP ALL Routes July - 2011kumarvizayinNo ratings yet
- WelderCITS 0Document18 pagesWelderCITS 0sandeep7sgnrNo ratings yet
- CTS Welder (Welding and Inspection) - NSQFDocument34 pagesCTS Welder (Welding and Inspection) - NSQFgarden00589No ratings yet
- Asme Ix "Welding Qualification": 1 Online TrainingDocument8 pagesAsme Ix "Welding Qualification": 1 Online TrainingIqfal ZulhendriNo ratings yet
- MCA AEC2 Course Guidelines 2020Document26 pagesMCA AEC2 Course Guidelines 2020dropsconeNo ratings yet
- AWS CWI (At CTWEL) - Training Course - Proposed Quotation For Customers - EnglishDocument7 pagesAWS CWI (At CTWEL) - Training Course - Proposed Quotation For Customers - EnglishTruong .MaiXuanNo ratings yet
- WP4 Ped 4.7 01042020Document32 pagesWP4 Ped 4.7 01042020hayder ahmedNo ratings yet
- EN 473/ISO 9712 Level 3 Information Package: Wens Quality Assurance PVT LTDDocument12 pagesEN 473/ISO 9712 Level 3 Information Package: Wens Quality Assurance PVT LTDkoib789No ratings yet
- CSWIP-WI-6-92 14th Edition April 2017Document17 pagesCSWIP-WI-6-92 14th Edition April 2017mullanjiNo ratings yet
- Aws CwiDocument1 pageAws CwihreerNo ratings yet
- Iiw Welding GuidelinesDocument95 pagesIiw Welding Guidelinestomychalil100% (2)
- Guideline Welding Coordination For ISO 1090-2Document33 pagesGuideline Welding Coordination For ISO 1090-2apostolidis83100% (1)
- Fabrication - ADDocument39 pagesFabrication - ADchella_pandianNo ratings yet
- Eddy Current Testing PDFDocument1 pageEddy Current Testing PDFMai Sỹ HảiNo ratings yet
- IIW-India ANB Brochure JulyDocument6 pagesIIW-India ANB Brochure JulyMahesh JetuNo ratings yet
- Welding Certificate Courses - Welding Training Course & CertificationDocument8 pagesWelding Certificate Courses - Welding Training Course & CertificationRobart JacobNo ratings yet
- CSWIP WI 6 92 Welding Inspectors 17th Edition June 2024Document17 pagesCSWIP WI 6 92 Welding Inspectors 17th Edition June 2024Saravanan Natesan RajendranNo ratings yet
- Inspection Engineering Complete Career Path GuideDocument25 pagesInspection Engineering Complete Career Path GuideLeNaggar100% (3)
- API577 IDC Weld Inspect Aug15 PDFDocument7 pagesAPI577 IDC Weld Inspect Aug15 PDFMohamad AzuwanNo ratings yet
- ANSYS Workbench 2023 R2: A Tutorial Approach, 6th EditionFrom EverandANSYS Workbench 2023 R2: A Tutorial Approach, 6th EditionNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- Mother and Baby AnimalsDocument2 pagesMother and Baby AnimalssathishvpNo ratings yet
- Repair Procedure FRPDocument46 pagesRepair Procedure FRPsathishvpNo ratings yet
- Cswip Schedule 2022Document8 pagesCswip Schedule 2022sathishvpNo ratings yet
- MS For PWHTDocument20 pagesMS For PWHTsathishvpNo ratings yet
- 1.1 Welding Technology - Introduction 2022Document61 pages1.1 Welding Technology - Introduction 2022sathishvpNo ratings yet
- 1.5 Power Sources For Arc Welding RevisedDocument151 pages1.5 Power Sources For Arc Welding RevisedsathishvpNo ratings yet
- Auto-Feed Beveling Machine From SteelmaxDocument2 pagesAuto-Feed Beveling Machine From SteelmaxVictor PATIÑONo ratings yet
- SBS - Preventive Maintenance Manual 2Document33 pagesSBS - Preventive Maintenance Manual 2Abdulrahman AlnasharNo ratings yet
- SRI CatalogueDocument62 pagesSRI CatalogueqwertyNo ratings yet
- Att 8 Painting Specification - Rev.a (Seq.2) - 170213Document38 pagesAtt 8 Painting Specification - Rev.a (Seq.2) - 170213harry jangNo ratings yet
- Quiz - Electrochemistry: o OP o OP o OP o OP o OP o OPDocument3 pagesQuiz - Electrochemistry: o OP o OP o OP o OP o OP o OPShubhankar Sinha100% (1)
- Brosura Od CADWELD MULTIDocument2 pagesBrosura Od CADWELD MULTIHamoNo ratings yet
- Kelen PPR HandbookDocument33 pagesKelen PPR HandbookWei Mee HiiNo ratings yet
- TOR049 NovDec2020 WebDocument80 pagesTOR049 NovDec2020 WebVarun KumarNo ratings yet
- 4 PDC Bit 2 EnglishDocument10 pages4 PDC Bit 2 EnglishAhmed GharbiNo ratings yet
- 23 82 19 - Fan Coil UnitsDocument4 pages23 82 19 - Fan Coil UnitsLoraine AnnNo ratings yet
- Otis EscalatorDocument12 pagesOtis Escalatornasedej560No ratings yet
- Welding Journal-January 2016Document151 pagesWelding Journal-January 2016bampresto2013No ratings yet
- Description: Serie 351 - 5.08Mm Vertical Cable Entry Plug - WR-TBL WERI PART NO: 691 351 500 0xxDocument2 pagesDescription: Serie 351 - 5.08Mm Vertical Cable Entry Plug - WR-TBL WERI PART NO: 691 351 500 0xxlogNo ratings yet
- Eim PPT Week 2Document24 pagesEim PPT Week 2Florante Oyangorin MadroneroNo ratings yet
- GVSS NS8 FNS8Document43 pagesGVSS NS8 FNS8Łukasz OlszewskiNo ratings yet
- Class X Chapter 1Document5 pagesClass X Chapter 1Krish TiwariNo ratings yet
- 03 23814 MvolaDocument13 pages03 23814 MvolaDanem HalasNo ratings yet
- Repair and Maintenance of Painted Steel StructuresDocument2 pagesRepair and Maintenance of Painted Steel StructuresDavid RodriguesNo ratings yet
- DESIGN AND FABRICATION TURBO WOOD STOVE TIET OriginalDocument71 pagesDESIGN AND FABRICATION TURBO WOOD STOVE TIET OriginalSHIELDNo ratings yet
- MI-102 IntroDocument10 pagesMI-102 IntroAyush KishoreNo ratings yet
- Production Engineering 1 Year Marine: Fall 2007Document26 pagesProduction Engineering 1 Year Marine: Fall 2007Suleman KhanNo ratings yet
- Field Inspection ReportDocument14 pagesField Inspection ReportRanjit SinghNo ratings yet
- 850 SQ MM AAC Conductor PDFDocument1 page850 SQ MM AAC Conductor PDFSamyak DeoraNo ratings yet
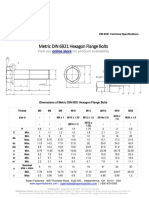
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- Pip STF05121 Anchor BoltDocument12 pagesPip STF05121 Anchor BoltHui LiuNo ratings yet
- M647 M650 BF20V Manual 2-4-14Document68 pagesM647 M650 BF20V Manual 2-4-14cheufelNo ratings yet
- Catalouge - Wika - Connection Parts With DN6Document6 pagesCatalouge - Wika - Connection Parts With DN6Alexandre MandettaNo ratings yet