Download as pdf or txt
You might also like
- CSE 474/574 Introduction To Machine Learning Fall 2011 Assignment 3Document3 pagesCSE 474/574 Introduction To Machine Learning Fall 2011 Assignment 3kwzeetNo ratings yet
- Consider Bottom Venting For Reactive LiquidDocument10 pagesConsider Bottom Venting For Reactive LiquidAndri SaputraNo ratings yet
- Relief Valves in ParallelDocument5 pagesRelief Valves in ParallelJames R. Lawrence Sr.No ratings yet
- Procedure For The Design and Sizing of An Inclined Plate ClarifierDocument10 pagesProcedure For The Design and Sizing of An Inclined Plate ClarifierKelvin Siew33% (3)
- Current Trend in Sterile MFGDocument5 pagesCurrent Trend in Sterile MFGRajneeshNo ratings yet
- Pharmaceuticals - Asceptic ProcessDocument29 pagesPharmaceuticals - Asceptic ProcessTen RendonNo ratings yet
- Steam Stripper: Review The Revamp: Installation Failings and Other Issues Can Impair PerformanceDocument5 pagesSteam Stripper: Review The Revamp: Installation Failings and Other Issues Can Impair PerformancerahulNo ratings yet
- Ispe Hvac Cop HowtokeephepahappyDocument2 pagesIspe Hvac Cop HowtokeephepahappySridhar ReddyNo ratings yet
- Lab Vacuum Use ProcedureDocument3 pagesLab Vacuum Use ProceduretrucbeoNo ratings yet
- Basic Techniques of ImpregnationDocument7 pagesBasic Techniques of ImpregnationYjr Arun KumarNo ratings yet
- Get More Out of Single-Stage Distillation: Reactions and SeparationsDocument5 pagesGet More Out of Single-Stage Distillation: Reactions and Separationsnghiemta18No ratings yet
- Considerations For Migrating A Drug Product Presentation From Vial To Pre-Filled SyringeDocument4 pagesConsiderations For Migrating A Drug Product Presentation From Vial To Pre-Filled Syringeprakash deshmukhNo ratings yet
- Introduction To HAZOPDocument39 pagesIntroduction To HAZOPapi-19846338100% (1)
- FAQ HEPAs and ULPAs Technical BulletinDocument4 pagesFAQ HEPAs and ULPAs Technical BulletinKhengling LimNo ratings yet
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Document7 pagesSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNo ratings yet
- Vaplock - Resolution SystemsDocument16 pagesVaplock - Resolution SystemsResolution Systems, Inc.No ratings yet
- The "Golden Rule" For Solvent RemovalDocument2 pagesThe "Golden Rule" For Solvent RemovalLucas de MeloNo ratings yet
- HIPPS Black Magic or ScienceDocument4 pagesHIPPS Black Magic or ScienceariesyihaNo ratings yet
- Advantages of Non-Perforated Coating PansDocument3 pagesAdvantages of Non-Perforated Coating PanschevypickupNo ratings yet
- Of Hazardous: What Laboratory Can Do To Meet EPA Regulations Regarding Disposal WastesDocument3 pagesOf Hazardous: What Laboratory Can Do To Meet EPA Regulations Regarding Disposal WastesJoshua JohnsonNo ratings yet
- Direct Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryDocument4 pagesDirect Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryInternational Aquafeed magazineNo ratings yet
- Gas Filtration Sterile Micro Filtration For Bio Reactors F & S Vol 43, #4, May 06Document4 pagesGas Filtration Sterile Micro Filtration For Bio Reactors F & S Vol 43, #4, May 06michael_payne3532No ratings yet
- Validation of Terminal Sterilization PDFDocument14 pagesValidation of Terminal Sterilization PDFjpabloqf100% (1)
- Maximizing Wet Scrubber PerformanceDocument7 pagesMaximizing Wet Scrubber PerformanceHESuarez100% (1)
- Servicing of HFC Based Air-ConditionersDocument20 pagesServicing of HFC Based Air-ConditionersPablo TovarNo ratings yet
- Design Guidelines For Proplyene Splitters Rev03Document19 pagesDesign Guidelines For Proplyene Splitters Rev03ZangNo ratings yet
- 2005 13 ISO 3171 Allocation Sampling For Challenging Tie Ins and Low RVP Production Hydrocarbons Jiskoot Jiskoot LTDDocument11 pages2005 13 ISO 3171 Allocation Sampling For Challenging Tie Ins and Low RVP Production Hydrocarbons Jiskoot Jiskoot LTDGustav MolMedNo ratings yet
- HazopDocument66 pagesHazopBlack WidowNo ratings yet
- 8voorhis PDFDocument99 pages8voorhis PDFAmir AmkaNo ratings yet
- Control Valve SourcebookDocument218 pagesControl Valve SourcebookJuanita JitomateNo ratings yet
- Factors Affecting Wet Scrubber PerformanceDocument4 pagesFactors Affecting Wet Scrubber PerformanceZee KayNo ratings yet
- Key To Successful Chemical Cleaning of BoilersDocument14 pagesKey To Successful Chemical Cleaning of BoilersNeeraj HegdeNo ratings yet
- Get More Out of A Single DistillationDocument5 pagesGet More Out of A Single DistillationcymyNo ratings yet
- Process Scale Up Demo Batch Filtration Commercial Continuous Filtration BhsDocument14 pagesProcess Scale Up Demo Batch Filtration Commercial Continuous Filtration BhsBhanu Pratap TiwariNo ratings yet
- Cleaning of Pipeline PDFDocument9 pagesCleaning of Pipeline PDFAnonymous Xy309m9Sm9100% (3)
- Flushing Technical Paper Vs2Document21 pagesFlushing Technical Paper Vs2florin titNo ratings yet
- VRT PDFDocument102 pagesVRT PDFRicardo BecNo ratings yet
- Veizades Gas Removal SystemsDocument3 pagesVeizades Gas Removal SystemsChristos BountourisNo ratings yet
- Trouble Shooting Steam Turbine Phosphate Ester Ehc SystemsDocument42 pagesTrouble Shooting Steam Turbine Phosphate Ester Ehc SystemsVăn phòng Phân xưởng Vận hành 1100% (1)
- Degasification of Polymer in The Vacuum EvaporatorDocument4 pagesDegasification of Polymer in The Vacuum EvaporatorUlricNo ratings yet
- Pervaporation Introduction and ApplicationsDocument14 pagesPervaporation Introduction and ApplicationsAbdullah TasleemNo ratings yet
- The Power of Testing: Pilot Testing Services For A Wide Range of Unit OperationsDocument4 pagesThe Power of Testing: Pilot Testing Services For A Wide Range of Unit OperationsbracioNo ratings yet
- FTA129eng Pharm GuidelinesDocument8 pagesFTA129eng Pharm GuidelinesNaser JahangiriNo ratings yet
- Davy Process Tech - Building A Process Technology PortfolioDocument10 pagesDavy Process Tech - Building A Process Technology PortfolioAkk Kol100% (1)
- 1 TabletDocument45 pages1 TabletkjghlkdfjgNo ratings yet
- 10 Tips To Lower Your BODDocument3 pages10 Tips To Lower Your BODNetsolNo ratings yet
- Succeed at Plant DebottleneckingDocument7 pagesSucceed at Plant DebottleneckingcrixisvitalNo ratings yet
- 04.new Liquid Overflow Handling System To Prevent Process Tank FiresDocument14 pages04.new Liquid Overflow Handling System To Prevent Process Tank FiresHerry SuhartomoNo ratings yet
- The Value of Steam Purging For Delayed Coker ValvesDocument7 pagesThe Value of Steam Purging For Delayed Coker ValvesmaxalfreNo ratings yet
- 2risk MaPPandContainment PharmaForum2011 1Document35 pages2risk MaPPandContainment PharmaForum2011 1Steven LambertNo ratings yet
- Conveyors For PowdersDocument4 pagesConveyors For PowdersBala SundaramNo ratings yet
- Improving An EAF Air Pollution Control System Using New Filter TechnologiesDocument8 pagesImproving An EAF Air Pollution Control System Using New Filter TechnologiesJJNo ratings yet
- 3.2 HazopDocument66 pages3.2 Hazops sanjai100% (1)
- PurposeDocument13 pagesPurposeRehuelNo ratings yet
- Volume 5 Phosphonate TestingDocument4 pagesVolume 5 Phosphonate TestingMiguel GonzalezNo ratings yet
- Introduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDocument3 pagesIntroduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDheeraj Shukla100% (1)
- New Appoaches in the Process Industries: The Manufacturing Plant of the FutureFrom EverandNew Appoaches in the Process Industries: The Manufacturing Plant of the FutureNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Zoro (BA50) - SL (ZRW ZRWA) USB - Rev B 0720 PDFDocument2 pagesZoro (BA50) - SL (ZRW ZRWA) USB - Rev B 0720 PDFyencoNo ratings yet
- I B.sc-Bca-B.sc (It) - Bca (H) - Maths II (Semester II)Document11 pagesI B.sc-Bca-B.sc (It) - Bca (H) - Maths II (Semester II)Sathish Babu Subramani NaiduNo ratings yet
- Meaning of Home ArticleDocument19 pagesMeaning of Home Articlebrainhub50No ratings yet
- Gen Ed Prof Ed Answer Key For Self StudyDocument82 pagesGen Ed Prof Ed Answer Key For Self StudyAilene ReyesNo ratings yet
- Request For New PAN Card Or/ and Changes or Correction in PAN DataDocument1 pageRequest For New PAN Card Or/ and Changes or Correction in PAN Datasrinivas moraNo ratings yet
- Powerpoint ArgumentativeDocument11 pagesPowerpoint ArgumentativeJeriel Roque CatindigNo ratings yet
- Week 3Document2 pagesWeek 3Jasmine Morante AntonioNo ratings yet
- Catalog GIPPS (March 2023) - EnglishDocument16 pagesCatalog GIPPS (March 2023) - EnglishgbcomsrlNo ratings yet
- Mathematics Standard Stage 6 Years 11 12 Scope Sequence Standard 2Document2 pagesMathematics Standard Stage 6 Years 11 12 Scope Sequence Standard 2The TrueTeamNo ratings yet
- MGH's QR Code Usage and Interest SurveyDocument8 pagesMGH's QR Code Usage and Interest SurveykhogeveenNo ratings yet
- DT - NU-EEE342-Lecture 4-Smith Charts 2017 PDFDocument62 pagesDT - NU-EEE342-Lecture 4-Smith Charts 2017 PDFSabit ShaihollaNo ratings yet
- Hare OracleDocument82 pagesHare Oraclestuart billington100% (3)
- Transportation Asset Management GuideDocument140 pagesTransportation Asset Management GuideChewfy1100% (2)
- Updated Standard Vendor Application Form - 202112Document2 pagesUpdated Standard Vendor Application Form - 202112kamenriders637No ratings yet
- Gamification and Evaluation of The Use The Agile Tests in Software Quality Subjects: The Application of Case StudiesDocument8 pagesGamification and Evaluation of The Use The Agile Tests in Software Quality Subjects: The Application of Case StudiesAndré AndradeNo ratings yet
- Rock ExcavationDocument9 pagesRock ExcavationMohammad Hadoumi SaldanNo ratings yet
- Term-2 - Grade 8 Social Science Mock Test-2Document4 pagesTerm-2 - Grade 8 Social Science Mock Test-2bhagatNo ratings yet
- Protection Coordination Rev03 by STL Power SolutionDocument168 pagesProtection Coordination Rev03 by STL Power Solutionalf sunflower100% (1)
- Cosmiano, Ma. Karmela B. 3-Bse B: Performance AssessmentDocument4 pagesCosmiano, Ma. Karmela B. 3-Bse B: Performance AssessmentKarmela CosmianoNo ratings yet
- Module One Wellness PlanDocument10 pagesModule One Wellness PlanMatthew JohnsonNo ratings yet
- Series: Super Rigidity Vertical Machining CentersDocument12 pagesSeries: Super Rigidity Vertical Machining CenterspietroNo ratings yet
- Main Idea With Robots: Directions: Read Each Passage and Ask Yourself, "What Is The Author Doing in This Paragraph?"Document2 pagesMain Idea With Robots: Directions: Read Each Passage and Ask Yourself, "What Is The Author Doing in This Paragraph?"Cristine Bernadeth CruzNo ratings yet
- np2 6-12Document2 pagesnp2 6-12api-170472102No ratings yet
- Cat - Dcs.sis - Controller (12H - 8MN)Document2 pagesCat - Dcs.sis - Controller (12H - 8MN)Warley Moraes Oliveira100% (1)
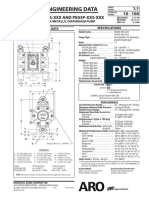
- Sales and Engineering Data: Pd03P-Xxs-Xxx and Pe03P-Xxs-Xxx 10 - 100 1:1Document4 pagesSales and Engineering Data: Pd03P-Xxs-Xxx and Pe03P-Xxs-Xxx 10 - 100 1:1jarosNo ratings yet
- Reduced Differential Transform Method-7361Document4 pagesReduced Differential Transform Method-736137 TANNUNo ratings yet
- Structural Steel DesignDocument4 pagesStructural Steel DesignMuhammad Zahir ShahNo ratings yet
- CAN2 Power-Train (Engine Control and Pump Control) CAN2 Power-Train (Engine Control and Pump Control)Document18 pagesCAN2 Power-Train (Engine Control and Pump Control) CAN2 Power-Train (Engine Control and Pump Control)Boran CarmonaNo ratings yet
- Document of Galois Counter ModeDocument16 pagesDocument of Galois Counter Modesantosh chNo ratings yet