Download as docx, pdf, or txt
You might also like
- The Perfumer's - An Index To The Aromatic Artists PDFDocument26 pagesThe Perfumer's - An Index To The Aromatic Artists PDFFaisel Khan100% (4)
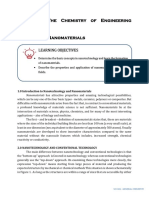
- Unit 3 - The Chemistry of Engineering Materials Engineered NanomaterialsDocument10 pagesUnit 3 - The Chemistry of Engineering Materials Engineered NanomaterialsNiña Viaña BinayNo ratings yet
- Bioche ProblemsDocument5 pagesBioche ProblemsTimothy Jones100% (1)
- LDH PurificationDocument24 pagesLDH PurificationFeynman Liang100% (1)
- Formulation and Evaluation of Activated Charcoal Peel Off MaskDocument6 pagesFormulation and Evaluation of Activated Charcoal Peel Off MaskEnggar Saraswati hidayat100% (1)
- Lac OperonDocument14 pagesLac Operonsony_arora10% (1)
- Mid Term Report v2Document14 pagesMid Term Report v2Sana NazNo ratings yet
- Lac OperonDocument23 pagesLac Operonrupam7samantaNo ratings yet
- Structure of The Lac OperonDocument8 pagesStructure of The Lac OperonRahuldeo ChoudharyNo ratings yet
- Leche DeslactosadaDocument10 pagesLeche DeslactosadaCarlos Gil GarcíaNo ratings yet
- Druggan 2014Document11 pagesDruggan 2014Vishwas gargNo ratings yet
- Bioc Module 2 Lab ReportDocument11 pagesBioc Module 2 Lab ReportMimi BoisterNo ratings yet
- 2003 - Identification of in Vivo Enzyme Activities in The Cometabolism of Glucose and Acetate by Saccharomyces CerevisiaeDocument10 pages2003 - Identification of in Vivo Enzyme Activities in The Cometabolism of Glucose and Acetate by Saccharomyces CerevisiaeranukahewageNo ratings yet
- Assignment Biology Sem1 PDFDocument7 pagesAssignment Biology Sem1 PDFaleeya nazirahNo ratings yet
- Lac OperonDocument5 pagesLac OperonSibasis RanaNo ratings yet
- Catalyst Lab Report: D Uhok P O L Ytechnic UniversityDocument7 pagesCatalyst Lab Report: D Uhok P O L Ytechnic UniversityMohammed Salah JamalNo ratings yet
- CH 11 Microbe Coordination of Cell ProcessesDocument27 pagesCH 11 Microbe Coordination of Cell ProcessesDALIA MEI Lau BonillaNo ratings yet
- Metabolism of Starter CulturesDocument18 pagesMetabolism of Starter CulturesJp RajNo ratings yet
- Production of galactooligosaccharides using a hyperthermophilic β-galactosidase in permeabilized whole cells of Lactococcus lactisDocument10 pagesProduction of galactooligosaccharides using a hyperthermophilic β-galactosidase in permeabilized whole cells of Lactococcus lactisSuphithamiNo ratings yet
- Sample Theory - CSIR NET LS (Post Transcription Modification) (UNIT-3)Document26 pagesSample Theory - CSIR NET LS (Post Transcription Modification) (UNIT-3)Er Purushottam PalNo ratings yet
- Stewart 2001Document2 pagesStewart 2001anonNo ratings yet
- Characterization of Nata de Coco Produced by Fermentation of Immobilized Acetobacter XylinumDocument8 pagesCharacterization of Nata de Coco Produced by Fermentation of Immobilized Acetobacter XylinumJay MeeNo ratings yet
- Fcimb 02 00086Document15 pagesFcimb 02 00086Aleksandra Sanja MartinovicNo ratings yet
- Fermentation of Lactose To Ethanol in Cheese Whey Permeate and Concentrated Permeate by Engineered Escherichia ColiDocument12 pagesFermentation of Lactose To Ethanol in Cheese Whey Permeate and Concentrated Permeate by Engineered Escherichia ColijoelfloresanchezNo ratings yet
- Batra 2002Document6 pagesBatra 2002guiervicalNo ratings yet
- β-galactosidase from Bacillus coagulans RCS3: Production and characterization of a thermostableDocument6 pagesβ-galactosidase from Bacillus coagulans RCS3: Production and characterization of a thermostablemoogambigai smNo ratings yet
- Fermentation of Lactose To Ethanol in Cheese WheyDocument13 pagesFermentation of Lactose To Ethanol in Cheese WheyVitor ArsenioNo ratings yet
- Chapter 8 Biochemical Activity, Session 1Document20 pagesChapter 8 Biochemical Activity, Session 1Joshua ZeelanderNo ratings yet
- Ardestani Et Al., 2015Document8 pagesArdestani Et Al., 201515041168No ratings yet
- 1990 - Modes of Lactose Uptake in The Yeast Species Kluyveromyces MarxianusDocument5 pages1990 - Modes of Lactose Uptake in The Yeast Species Kluyveromyces MarxianusmsilvaNo ratings yet
- Fimmu 12 808799Document14 pagesFimmu 12 808799Nicolas AdrianoNo ratings yet
- Aerobic Metabolism of Lactic Acid BacteriaDocument12 pagesAerobic Metabolism of Lactic Acid Bacteriaadel strikeNo ratings yet
- Biology Assignment Sem 1Document8 pagesBiology Assignment Sem 1KaremNo ratings yet
- Lactic Acid Production Using Cheese Whey Based Medium in A Stirred Tank Reactor by A Ccpa Mutant of Lacticaseibacillus CaseiDocument13 pagesLactic Acid Production Using Cheese Whey Based Medium in A Stirred Tank Reactor by A Ccpa Mutant of Lacticaseibacillus Caseilucia lopez lopezNo ratings yet
- Ethanol Production by Wine FermentationDocument6 pagesEthanol Production by Wine FermentationSabyasachi DasguptaNo ratings yet
- MCB2022S - Meyers Tutorial 2 (Microbial Metabolism) - 2023Document3 pagesMCB2022S - Meyers Tutorial 2 (Microbial Metabolism) - 2023charnellelamulaNo ratings yet
- Screening of Soy Lectin: As New Era Cancer Healing Agent: ResearchDocument6 pagesScreening of Soy Lectin: As New Era Cancer Healing Agent: ResearchAmol TandeNo ratings yet
- Hori 2018Document5 pagesHori 2018Mellya RizkiNo ratings yet
- Starch Hydrolysis by AmylaseDocument9 pagesStarch Hydrolysis by Amylasegaurav saxenaNo ratings yet
- Q Bank Biochemical EngineeringDocument3 pagesQ Bank Biochemical EngineeringJustin DeVitoNo ratings yet
- What Is Flux Balance Analysis? Supplementary Tutorial: Beginner COBRA MethodsDocument28 pagesWhat Is Flux Balance Analysis? Supplementary Tutorial: Beginner COBRA MethodsMridula PrasadNo ratings yet
- BIO353 Lecture 13 Gener Regulation ProkaryotesDocument8 pagesBIO353 Lecture 13 Gener Regulation ProkaryoteskittyngameNo ratings yet
- Linjianqiang 6Document8 pagesLinjianqiang 6Med Ramy Gaddem EssefiNo ratings yet
- Regulation of Gene Expression-2015Document30 pagesRegulation of Gene Expression-2015Analiz De Jesús LópezNo ratings yet
- Practical 6Document7 pagesPractical 6saipa1No ratings yet
- Written Report (Lac Operon)Document4 pagesWritten Report (Lac Operon)Desiree Grace Alejandre CodillaNo ratings yet
- The Lac Operon (Article) - Khan AcademyDocument20 pagesThe Lac Operon (Article) - Khan Academyagnes windramNo ratings yet
- 03 Yeast Metabolism PDFDocument12 pages03 Yeast Metabolism PDFMlopezNo ratings yet
- Ko 1993Document11 pagesKo 1993Alexander Muñoz MuñozNo ratings yet
- A New Method To Obtain B-Glucan From Saccharomyces Cerevisiae CellsDocument4 pagesA New Method To Obtain B-Glucan From Saccharomyces Cerevisiae Cellshuynhtanvu2011No ratings yet
- 1 s2.0 S1517838216313740 MainDocument8 pages1 s2.0 S1517838216313740 Main7fkqx7zh7pNo ratings yet
- Batch Electrodialysis of Lactic Acid Obtained From LAB FermentationDocument6 pagesBatch Electrodialysis of Lactic Acid Obtained From LAB FermentationkhairulNo ratings yet
- Influence of Chitosan Derivatization On PDFDocument10 pagesInfluence of Chitosan Derivatization On PDFOrlandoCialliNo ratings yet
- Reduction of Lactate Production in Lactococcus Lactis, A Combined Strategy: Metabolic Engineering by Introducing Foreign Alanine Dehydrogenase Gene and Hemin AdditionDocument7 pagesReduction of Lactate Production in Lactococcus Lactis, A Combined Strategy: Metabolic Engineering by Introducing Foreign Alanine Dehydrogenase Gene and Hemin AdditionbambangNo ratings yet
- BiogumDocument11 pagesBiogumkirshNo ratings yet
- Cellulase Production by Thermophilic Bacillus Sp. SMIA-2 and Its Detergent CompatibilityDocument10 pagesCellulase Production by Thermophilic Bacillus Sp. SMIA-2 and Its Detergent CompatibilitydadjNo ratings yet
- Kinetic Model of Thermophilic - Lactate Fermentation by Bacillus Coagulans Combined With Real-Time PCR QuantificationDocument9 pagesKinetic Model of Thermophilic - Lactate Fermentation by Bacillus Coagulans Combined With Real-Time PCR QuantificationJohanaNo ratings yet
- Labo 1 - CarbohidratosDocument6 pagesLabo 1 - CarbohidratosJORDAN ALEXIS APARICIO HUABLOCHONo ratings yet
- 1 s2.0 S0141813020308515 MainDocument7 pages1 s2.0 S0141813020308515 MainAlvaro Matus CNo ratings yet
- Biochemistry Applied to the Brewing Processes - Fermentation and the Finished BeerFrom EverandBiochemistry Applied to the Brewing Processes - Fermentation and the Finished BeerRating: 5 out of 5 stars5/5 (1)
- Analytical Characterization of BiotherapeuticsFrom EverandAnalytical Characterization of BiotherapeuticsJennie R. LillNo ratings yet
- KF7014 - Assignment 2022-23 Sem 1Document18 pagesKF7014 - Assignment 2022-23 Sem 1Tumuhimbise MosesNo ratings yet
- Coursework Brief-1Document3 pagesCoursework Brief-1Tumuhimbise MosesNo ratings yet
- HVTCA CW 2223A HandoutDocument6 pagesHVTCA CW 2223A HandoutTumuhimbise MosesNo ratings yet
- SP5051 - ST5005 Autumn Lab Report Instructions 2022 - 2023Document2 pagesSP5051 - ST5005 Autumn Lab Report Instructions 2022 - 2023Tumuhimbise MosesNo ratings yet
- NIA2287 Nov22 CW2Document11 pagesNIA2287 Nov22 CW2Tumuhimbise MosesNo ratings yet
- MCBI DNA Science Practical Extraction, Purification and Analysis of Plasmid DNA Aim: Learning OutcomesDocument2 pagesMCBI DNA Science Practical Extraction, Purification and Analysis of Plasmid DNA Aim: Learning OutcomesTumuhimbise MosesNo ratings yet
- MP3702 Coursework Assessment Brief 2022-2023 - APNDocument8 pagesMP3702 Coursework Assessment Brief 2022-2023 - APNTumuhimbise MosesNo ratings yet
- ACFrOgB2XQDvmxjsHkqfRcPyCTcuECPqg NmYSjtYmKhHlOD1FSL2HNDnszgQ44ZN0YHEKFComyjAd YMfDNczj y9ttiNn9KIC5oGj WHRsbetHMlZ LOqfDGie FWeDrrb4Jt2pVYcgDoJ1kyvDocument30 pagesACFrOgB2XQDvmxjsHkqfRcPyCTcuECPqg NmYSjtYmKhHlOD1FSL2HNDnszgQ44ZN0YHEKFComyjAd YMfDNczj y9ttiNn9KIC5oGj WHRsbetHMlZ LOqfDGie FWeDrrb4Jt2pVYcgDoJ1kyvHazel L. ansulaNo ratings yet
- Reactive Red 195Document4 pagesReactive Red 195DHRUVNo ratings yet
- Qapco TestDocument6 pagesQapco TesttheoNo ratings yet
- Electrodeposition Fer 02Document10 pagesElectrodeposition Fer 02MatteoNo ratings yet
- Welding Process SeminarDocument14 pagesWelding Process Seminartemporary hNo ratings yet
- Chapter - 15: Combustion of FuelsDocument25 pagesChapter - 15: Combustion of FuelsMuhammad AliNo ratings yet
- Ion Exchange Water Treatment: Cations AnionsDocument33 pagesIon Exchange Water Treatment: Cations AnionsSrinivasarao NeerukondaNo ratings yet
- Ionic BondingDocument51 pagesIonic BondingAaditya MKNo ratings yet
- Sika IgasolDocument2 pagesSika IgasolhaythamabdeldayemNo ratings yet
- 21-300-310-500XP-610XP CV Spec Sheet Rev 7-30-08Document2 pages21-300-310-500XP-610XP CV Spec Sheet Rev 7-30-08Francisco SantanaNo ratings yet
- Leoni CableDocument44 pagesLeoni CableOzanNo ratings yet
- Journal of Electroanalytical Chemistry: Ece Ozkan, Mehmet Emin Çorman, Emirhan Nemutlu, Sibel A. Ozkan, Sedef K IrDocument8 pagesJournal of Electroanalytical Chemistry: Ece Ozkan, Mehmet Emin Çorman, Emirhan Nemutlu, Sibel A. Ozkan, Sedef K IrwardaninurindahNo ratings yet
- G-Series Back Pressure Valves: FeaturesDocument2 pagesG-Series Back Pressure Valves: FeaturesGab FernNo ratings yet
- List of Customers Reference: FRP Storage Tank & Process TankDocument11 pagesList of Customers Reference: FRP Storage Tank & Process TankDyah Ayu widatiNo ratings yet
- BS-1377 Part-6 Standrard Test For Con Solidation PermeabilitDocument65 pagesBS-1377 Part-6 Standrard Test For Con Solidation PermeabilitAshraf Tomizeh100% (1)
- Hardness Removal From Drinking Water Using ElectrochemicalDocument12 pagesHardness Removal From Drinking Water Using ElectrochemicalTàiNo ratings yet
- rx194 PDFDocument22 pagesrx194 PDFYinna RuizNo ratings yet
- 4 ThermochemistryDocument34 pages4 ThermochemistryNurl AinaNo ratings yet
- Calculation Part 2 in AC-2Document2 pagesCalculation Part 2 in AC-223005852No ratings yet
- Worksheet For Respiration Low AnswersDocument2 pagesWorksheet For Respiration Low AnswersIcs 2022No ratings yet
- Gas Filtration IntroDocument11 pagesGas Filtration IntroRavi Kumar VermaNo ratings yet
- Repair WeldDocument25 pagesRepair WeldArnel TañecaNo ratings yet
- 8.1 Fats Carns and ProteinsDocument32 pages8.1 Fats Carns and ProteinsGabriel ParksNo ratings yet
- En 1090 2 Ex3 PDFDocument1 pageEn 1090 2 Ex3 PDFlai nguyenNo ratings yet
- Biochem CombinedDocument14 pagesBiochem CombinedAmber De la CernaNo ratings yet
- Colour Coated Aluminium Roofing Sheets, Types, Prices in Kerala Life RoofDocument10 pagesColour Coated Aluminium Roofing Sheets, Types, Prices in Kerala Life RoofLife Roof Roofing Manufacturer, KeralaNo ratings yet
- Deco - POP Audit SheetDocument16 pagesDeco - POP Audit Sheetshivakumar ctNo ratings yet