Download as pdf or txt
You might also like
- DG Check ListDocument3 pagesDG Check ListManibalanNo ratings yet
- Estimation of MagDocument6 pagesEstimation of MagDeepak ShrivastavNo ratings yet
- Die Casting Process Optimization Using Taguchi Methods: G.P. SyrcosDocument7 pagesDie Casting Process Optimization Using Taguchi Methods: G.P. SyrcosfaisalNo ratings yet
- Wire Line Pipe Recovery Client Considerations PDFDocument6 pagesWire Line Pipe Recovery Client Considerations PDFAliNo ratings yet
- Om Case 2Document4 pagesOm Case 2Saranya GedelaNo ratings yet
- Process Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareDocument5 pagesProcess Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareselvamNo ratings yet
- Ijiset V1 I7 48Document13 pagesIjiset V1 I7 48SrashmiNo ratings yet
- New Forging Concepts Applied To Disks and WheelsDocument7 pagesNew Forging Concepts Applied To Disks and Wheelsesteban vasquezNo ratings yet
- Pattnaik2013 1Document13 pagesPattnaik2013 1janakNo ratings yet
- Analysis of Process Parameters For Optimization of PlasticDocument4 pagesAnalysis of Process Parameters For Optimization of PlasticNam NguyenNo ratings yet
- Injection Mold Design Engineering: August 2007Document13 pagesInjection Mold Design Engineering: August 2007djsiraj834No ratings yet
- Injection Mold Design EngineeringDocument13 pagesInjection Mold Design EngineeringPrEet HaRmanNo ratings yet
- Optimization of Raw Material Cost: A Case of Valve Manufacturing IndustryDocument18 pagesOptimization of Raw Material Cost: A Case of Valve Manufacturing IndustryAshwin KumarNo ratings yet
- Dfma Lecture Notes PDFDocument71 pagesDfma Lecture Notes PDFlithish RangarajanNo ratings yet
- Cost Estimation of Plastic Injection Products ThroDocument8 pagesCost Estimation of Plastic Injection Products ThroNABIL HUSSAINNo ratings yet
- Paper Cost Reduction PDPDocument13 pagesPaper Cost Reduction PDPkuldeepNo ratings yet
- Machining Performance Optimization For Minimizing Material Losses by Thickness Variation MethodDocument7 pagesMachining Performance Optimization For Minimizing Material Losses by Thickness Variation MethodGogyNo ratings yet
- Modifying Production Line For Productivity Improvement: A Case Study of Vision Lens FactoryDocument13 pagesModifying Production Line For Productivity Improvement: A Case Study of Vision Lens FactoryTuanAnh VuNo ratings yet
- Concurrent EngineeringDocument11 pagesConcurrent EngineeringalessiodallefratteNo ratings yet
- Tire Curing FMEADocument7 pagesTire Curing FMEASiju mon.sNo ratings yet
- Factors Affecting Productivity in Textile Spinning Mill 5.6.2023Document5 pagesFactors Affecting Productivity in Textile Spinning Mill 5.6.2023Yan Lin KyawNo ratings yet
- An Optimization of Plastic Injection Mol PDFDocument6 pagesAn Optimization of Plastic Injection Mol PDFКонстантин ГавриловNo ratings yet
- Downtime Cost of Equipment Used in A Construction IndustryDocument7 pagesDowntime Cost of Equipment Used in A Construction IndustryAnonymous lPvvgiQjRNo ratings yet
- 1 PRoductivityDocument45 pages1 PRoductivityfaiaz joyNo ratings yet
- Experimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsDocument9 pagesExperimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsArukana KotoNo ratings yet
- An Application For The Geometrical Based Optimization For A Common Tool Design in Cold Forging ProcessDocument9 pagesAn Application For The Geometrical Based Optimization For A Common Tool Design in Cold Forging ProcessAnirudh SubramanianNo ratings yet
- Optimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Document6 pagesOptimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Rishikesh GunjalNo ratings yet
- Cost Estimation System of Dies ManufacturingDocument10 pagesCost Estimation System of Dies ManufacturingkillerbapNo ratings yet
- 14 Improvement of Productivity Using ValueDocument4 pages14 Improvement of Productivity Using ValueTeshome DengisoNo ratings yet
- Analysis of Manufacturing Costs For Conventional Gear Manufacturing Processes: A Case Study of A Spur Engine GearDocument11 pagesAnalysis of Manufacturing Costs For Conventional Gear Manufacturing Processes: A Case Study of A Spur Engine GearSaud barqNo ratings yet
- The Conversion Cycle - TuraDocument4 pagesThe Conversion Cycle - TuraKimberly Shane TuraNo ratings yet
- SCR Asset BDocument15 pagesSCR Asset BamitguptaujjNo ratings yet
- Optimization of Process Parameters in Extrusion of PVC Pipes Using Taguchi Method IJERTV8IS0100291Document4 pagesOptimization of Process Parameters in Extrusion of PVC Pipes Using Taguchi Method IJERTV8IS0100291Marcos RamisNo ratings yet
- Cold Drawing Process - A Review: January 2013Document8 pagesCold Drawing Process - A Review: January 2013mohdfirdausNo ratings yet
- Optimization of Gating System Parameters Ofci ConvDocument7 pagesOptimization of Gating System Parameters Ofci Convakshay ghorpadeNo ratings yet
- Recent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature ReviewDocument15 pagesRecent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature Reviewdanaluca2753No ratings yet
- Detc04/Dfm: Plastics Product and Process Design StrategiesDocument9 pagesDetc04/Dfm: Plastics Product and Process Design StrategiesnavidboxNo ratings yet
- Gaarments Production Process & DetailsDocument45 pagesGaarments Production Process & DetailsAriful IslamNo ratings yet
- Process Improvement in Casting Through Defect Minimization A Case Study1 PDFDocument7 pagesProcess Improvement in Casting Through Defect Minimization A Case Study1 PDFTarun Chakraborty100% (1)
- Automated On-Line Particle Size Measurement For Efficient Minerals ProcessingDocument4 pagesAutomated On-Line Particle Size Measurement For Efficient Minerals ProcessingCarlos Alberto Salazar DuqueNo ratings yet
- Particle Swarm Optimization For Simultaneous Optimization of Design and Machining TolerancesDocument11 pagesParticle Swarm Optimization For Simultaneous Optimization of Design and Machining TolerancestuongnvNo ratings yet
- Four Steps To Calculate The Manufacturing Cost of Sheet Metal ProductsDocument8 pagesFour Steps To Calculate The Manufacturing Cost of Sheet Metal ProductsSuresh KumarNo ratings yet
- A Machine Learning Approach To Improve The Cement Manufacturing Process by Optimising The Time For Quality CheckingDocument6 pagesA Machine Learning Approach To Improve The Cement Manufacturing Process by Optimising The Time For Quality CheckingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Improvement in Productivity Through Design and Development of Special Purpose Machine Tool - A Case StudyDocument7 pagesImprovement in Productivity Through Design and Development of Special Purpose Machine Tool - A Case StudytimrompiescommunityNo ratings yet
- 2000 09 JIMT Cost Estimation Injection MoldingDocument11 pages2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaNo ratings yet
- Effect of Process Variables On Yarn Quality in High Speed CombersDocument5 pagesEffect of Process Variables On Yarn Quality in High Speed CombersEditor IJTSRDNo ratings yet
- Rjeas RjeasDocument9 pagesRjeas RjeasIhab yassinNo ratings yet
- Moses2013 PDFDocument5 pagesMoses2013 PDFLALIT PATILNo ratings yet
- SCR Asset DDocument17 pagesSCR Asset DamitguptaujjNo ratings yet
- Ch1 IntroductionDocument38 pagesCh1 Introductionmd1nemesis1No ratings yet
- 11factors Affecting Manufacturing CostsDocument17 pages11factors Affecting Manufacturing CostsAli ArsalanNo ratings yet
- A Case Study On Reducing Setup Time Using SMED On A Turning LineGazi University Journal of ScienceDocument12 pagesA Case Study On Reducing Setup Time Using SMED On A Turning LineGazi University Journal of SciencealinaNo ratings yet
- WP FDM JigsAndFixtures 0316a WebDocument8 pagesWP FDM JigsAndFixtures 0316a WebAnish RayNo ratings yet
- Concurrent Engineering: Case-study:Designing Pressure VesselDocument4 pagesConcurrent Engineering: Case-study:Designing Pressure VesselMayur ChoudhariNo ratings yet
- Group 3 Case STUDY 1Document7 pagesGroup 3 Case STUDY 1Rhoel YadaoNo ratings yet
- Cost Saving in Apparel Industry, Cost Saving Ideas For Garment Manufacturers, Cost Saving in Cutting Section For Apparel ManufacturersDocument3 pagesCost Saving in Apparel Industry, Cost Saving Ideas For Garment Manufacturers, Cost Saving in Cutting Section For Apparel ManufacturersShibli Shaid100% (1)
- Case Study On Lean Manufacturing System Implementation in Batch Type Manufacturing IndustryDocument18 pagesCase Study On Lean Manufacturing System Implementation in Batch Type Manufacturing IndustryCool BuddyNo ratings yet
- A Process Capability Improvement of Machining Parameters of Ten Ton Compactor'S Rear ChassisDocument10 pagesA Process Capability Improvement of Machining Parameters of Ten Ton Compactor'S Rear ChassisTJPRC PublicationsNo ratings yet
- Resumo Alargado Ingles2Document7 pagesResumo Alargado Ingles2Hân BảoNo ratings yet
- Process Improvement Methods and ToolsDocument41 pagesProcess Improvement Methods and ToolsJoseph VindolloNo ratings yet
- DG - 1812293758 - Latest Trends in Plastic MoldingDocument9 pagesDG - 1812293758 - Latest Trends in Plastic MoldingK S RANJITH ランジットNo ratings yet
- Quality ImprovementDocument5 pagesQuality ImprovementManibalanNo ratings yet
- Productivity Improvement of ForgingDocument4 pagesProductivity Improvement of ForgingManibalanNo ratings yet
- Process Improvement and Layout ForgingDocument9 pagesProcess Improvement and Layout ForgingManibalanNo ratings yet
- Forging HydraulicDocument15 pagesForging HydraulicManibalanNo ratings yet
- AC - MonthlyDocument1 pageAC - MonthlyManibalanNo ratings yet
- Compressor Check SheetDocument2 pagesCompressor Check SheetManibalanNo ratings yet
- Assignment - 1 Marks - 25 Answer Any One of The Question Given Below in 1000 Words EachDocument3 pagesAssignment - 1 Marks - 25 Answer Any One of The Question Given Below in 1000 Words EachManibalanNo ratings yet
- KCAL Final Timing PlanDocument10 pagesKCAL Final Timing PlanManibalanNo ratings yet
- My Career GuideDocument86 pagesMy Career GuideManibalanNo ratings yet
- Awal Cmpy DetailsDocument3 pagesAwal Cmpy DetailsManibalanNo ratings yet
- Get Approved HVAC Shop DrawingsDocument4 pagesGet Approved HVAC Shop DrawingsManibalanNo ratings yet
- HV SwitchingDocument1 pageHV SwitchingManibalanNo ratings yet
- HorticaElectricalMaintenance ProgramDocument9 pagesHorticaElectricalMaintenance ProgramManibalanNo ratings yet
- Karthikeyan DmeDocument2 pagesKarthikeyan DmeManibalanNo ratings yet
- Switchgear Maintenance: Lakeland, Florida 33810 Tel: 863-686-5667Document23 pagesSwitchgear Maintenance: Lakeland, Florida 33810 Tel: 863-686-5667ManibalanNo ratings yet
- Resume Pravinraj K: Professional SummeryDocument2 pagesResume Pravinraj K: Professional SummeryManibalanNo ratings yet
- 2010 Fiat Uno Technical RegulationsDocument3 pages2010 Fiat Uno Technical Regulationsbejo wongpinterNo ratings yet
- Westco Product Catalog 2015Document16 pagesWestco Product Catalog 2015KACEMNo ratings yet
- Neutrik XLRDocument29 pagesNeutrik XLR0488No ratings yet
- Tabla: Fig. 13.1: Some Musical InstrumentsDocument15 pagesTabla: Fig. 13.1: Some Musical InstrumentsRohitNo ratings yet
- Force Protection Solutions With Hesco Bastion Conc - 5ab86e1e1723dd329c649793Document29 pagesForce Protection Solutions With Hesco Bastion Conc - 5ab86e1e1723dd329c649793Леонид КупневичNo ratings yet
- Plates & Angle Technical SubmittalDocument47 pagesPlates & Angle Technical SubmittalErdal CanNo ratings yet
- Rhino Bim ManualDocument24 pagesRhino Bim ManualFireSwarm100% (1)
- Mircom CR135MP Data SheetDocument2 pagesMircom CR135MP Data SheetJMAC SupplyNo ratings yet
- Safety in Process HandoutDocument13 pagesSafety in Process HandoutJangdiniNo ratings yet
- Gnu Radio Usrp Quick TutorialDocument12 pagesGnu Radio Usrp Quick TutorialFaheem SiddiquieNo ratings yet
- List Katalog Fire HydrantDocument4 pagesList Katalog Fire HydrantErawan DestyanaNo ratings yet
- Hella Price ListDocument15 pagesHella Price Listananth ajith100% (1)
- Garlock M&Y Values ExplanationDocument3 pagesGarlock M&Y Values Explanationneha165No ratings yet
- System, Installation and Startup System CSTD CT02-023.805.02 CT02-023.814.66 PDFDocument261 pagesSystem, Installation and Startup System CSTD CT02-023.805.02 CT02-023.814.66 PDFNader AlsheikhNo ratings yet
- Wikipedia BioremediationDocument3 pagesWikipedia BioremediationPanayiotis KatsaberisNo ratings yet
- University of Toronto Engineering Society: Ankita KhandaDocument2 pagesUniversity of Toronto Engineering Society: Ankita KhandaBrown AvgilNo ratings yet
- 5 2 MIBquickReferenceGuideDocument82 pages5 2 MIBquickReferenceGuideAbdallah Ben HamidaNo ratings yet
- Two Way Slab DesignDocument4 pagesTwo Way Slab DesignKenneth Peña JavierNo ratings yet
- WB315 10Kw Bell-Jar Resonator MPCVD SystemDocument2 pagesWB315 10Kw Bell-Jar Resonator MPCVD Systemm.khurana093425No ratings yet
- Tunnelconsult Job List PDFDocument68 pagesTunnelconsult Job List PDFarslanpasaNo ratings yet
- Iso 11011 2013 en PDFDocument11 pagesIso 11011 2013 en PDFyang wangNo ratings yet
- Quanta Ze 8 R1a SchematicsDocument35 pagesQuanta Ze 8 R1a Schematicsrmartins_239474No ratings yet
- Ship Stability Yuk BilgisiDocument342 pagesShip Stability Yuk BilgisichNo ratings yet
- Range Rover - 1997 - 6th EditionDocument579 pagesRange Rover - 1997 - 6th Editionainginer50% (2)
- Electrical Technology-Load EqualizationDocument6 pagesElectrical Technology-Load EqualizationAnoop Mathew100% (1)
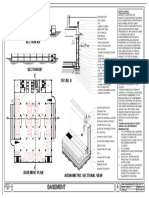
- Basement Construction DetailsDocument1 pageBasement Construction DetailsShubham PatilNo ratings yet
- FT 897 ServiceDocument85 pagesFT 897 ServiceRemy JuskowiakNo ratings yet
- Xerox WorkCentre PE 120 Reman EngDocument9 pagesXerox WorkCentre PE 120 Reman EngJaime RiosNo ratings yet
- Band Saw RussianDocument24 pagesBand Saw RussianRosina Adhikari0% (1)