Download as docx, pdf, or txt
You might also like
- Internship ReportDocument17 pagesInternship ReportRathan Kumar SMNo ratings yet
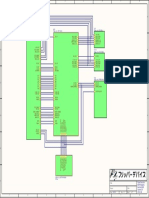
- LCD Flipper - Zero - LCD - Schdoc Periphery Flipper - Zero - Periphery - Schdoc Mcu Flipper - Zero - Mcu - SchdocDocument1 pageLCD Flipper - Zero - LCD - Schdoc Periphery Flipper - Zero - Periphery - Schdoc Mcu Flipper - Zero - Mcu - SchdocRicardo SallesNo ratings yet
- Technical - Seminar - Lensless 2 - ReportDocument25 pagesTechnical - Seminar - Lensless 2 - ReportPurush PurushothamNo ratings yet
- Yokogawa Internship ReportDocument53 pagesYokogawa Internship ReportS DispiserNo ratings yet
- Topic 2: Logic Circuits: Malaysian Institute of Aviation TechnologyDocument24 pagesTopic 2: Logic Circuits: Malaysian Institute of Aviation TechnologyJude IsaacNo ratings yet
- Document 5pdfDocument4 pagesDocument 5pdfAditya RajNo ratings yet
- Visvesvaraya Technological University: Line Replaceable UnitsDocument37 pagesVisvesvaraya Technological University: Line Replaceable Units1VE18EC024 HrudayNo ratings yet
- Sagar e ReportDocument15 pagesSagar e Reportkurdso kurizNo ratings yet
- MAD - Miniproject Report DraftDocument7 pagesMAD - Miniproject Report DraftPRAVEENA LALICHITTINo ratings yet
- Dayananda Sagar College of Engineering: Front End Web Development at Learn Street Software Solutions Pvt. LTDDocument6 pagesDayananda Sagar College of Engineering: Front End Web Development at Learn Street Software Solutions Pvt. LTDthenithyanagrajNo ratings yet
- Canteen Management System: An Internship Report OnDocument62 pagesCanteen Management System: An Internship Report On209X1A0438 CHINNASALIPELA NAGA NIRANJAN REDDYNo ratings yet
- Report Internship Ventilation PDFDocument63 pagesReport Internship Ventilation PDFJunaid KhanNo ratings yet
- Project phaseII ReportDocument42 pagesProject phaseII ReportKarthik SarodeNo ratings yet
- Final Internshipreport 1Document26 pagesFinal Internshipreport 1Tanishq ShettyNo ratings yet
- BEAUTY PARLOUR - REPORT .NewDocument47 pagesBEAUTY PARLOUR - REPORT .NewSneha AnanthaNo ratings yet
- Kevangi Internship ReportDocument73 pagesKevangi Internship ReportJarmeet ParekhNo ratings yet
- Car Driving Schhol Project ReportDocument48 pagesCar Driving Schhol Project ReportAnagha MNo ratings yet
- Akash Final Report (1DA20ME403) - AKASH Talwar.Document27 pagesAkash Final Report (1DA20ME403) - AKASH Talwar.Nitin YNo ratings yet
- AJ Final Internship ReportDocument67 pagesAJ Final Internship ReportAnjum KmNo ratings yet
- Report 1Document6 pagesReport 1thenithyanagrajNo ratings yet
- DEVOPS ON AWS (4) - MergedDocument22 pagesDEVOPS ON AWS (4) - Mergedmansoor ali attarNo ratings yet
- Yashu Internship Report 21Document45 pagesYashu Internship Report 21Lakshmi dayanand DayaNo ratings yet
- Internship - Report Guru PratheekDocument25 pagesInternship - Report Guru PratheekSanitha MichailNo ratings yet
- DEVOPS ON AWS (4) - MergedDocument22 pagesDEVOPS ON AWS (4) - Mergedmansoor ali attarNo ratings yet
- Final Report Internship VentilationDocument67 pagesFinal Report Internship VentilationJunaid KhanNo ratings yet
- ReportDocument32 pagesReportdevendesai007No ratings yet
- Final Report of Sem 8Document64 pagesFinal Report of Sem 8Dev SejvaniNo ratings yet
- FinalswiDocument45 pagesFinalswiRohan H CNo ratings yet
- Final Report EditeddddddDocument30 pagesFinal Report EditeddddddNaveen Raj PandeyNo ratings yet
- Swathi Internship Report - FormatDocument11 pagesSwathi Internship Report - Formatswathi H A100% (1)
- Internship Report SampleDocument36 pagesInternship Report Sampleswethagy1509No ratings yet
- ReportDocument73 pagesReportJarmeet ParekhNo ratings yet
- 1by17cs040 Internship ReportDocument35 pages1by17cs040 Internship Reportch venkateshNo ratings yet
- Final Intership ReportDocument32 pagesFinal Intership ReportNingamma BiradarNo ratings yet
- Internship ReportDocument34 pagesInternship ReportRuthu DineshNo ratings yet
- CA1019 E GadgetsDocument43 pagesCA1019 E Gadgetskurilsourav98No ratings yet
- Report 1cr19is125 PDFDocument22 pagesReport 1cr19is125 PDFDreadwing5No ratings yet
- Visvesvaraya Technological University Belagavi, Karnataka-590 018Document31 pagesVisvesvaraya Technological University Belagavi, Karnataka-590 018Manoj ,No ratings yet
- Fijal - 1 - Final1Document46 pagesFijal - 1 - Final1Bengaluru TrollsNo ratings yet
- WT Report PDFDocument38 pagesWT Report PDFPooja PareekNo ratings yet
- Auto Credit System DocumentationDocument47 pagesAuto Credit System Documentationcity cyberNo ratings yet
- Workshop Finder and Booking Minor Project Report: S.Nandhini (21BCA033)Document44 pagesWorkshop Finder and Booking Minor Project Report: S.Nandhini (21BCA033)21BCA004APOORVA RNo ratings yet
- DoneDocument23 pagesDoneSiddesh Av Siddesh AvNo ratings yet
- PankajDocument10 pagesPankajG12- Pankaj Dinkar GunjikarNo ratings yet
- Contents TIE Report - MergedDocument18 pagesContents TIE Report - Mergedhprerana1No ratings yet
- Visvesvaraya Technological University Belgaum, Karnataka-590 018Document28 pagesVisvesvaraya Technological University Belgaum, Karnataka-590 018kaadi6226No ratings yet
- ReportDocument53 pagesReportahirnirav2205No ratings yet
- Nanat226 MergedDocument26 pagesNanat226 MergedRiahabh jainNo ratings yet
- Covid 19Document24 pagesCovid 19AARUNI RAINo ratings yet
- Intership Report MNHBDocument34 pagesIntership Report MNHBweeb b100% (1)
- INTERRSHIP TRAININGDocument23 pagesINTERRSHIP TRAININGmohammedriyaz.ec23No ratings yet
- Front SheetDocument6 pagesFront Sheet2002bharataNo ratings yet
- Ultra Smart Blind Stick: Bangalore Institute of TechnologyDocument9 pagesUltra Smart Blind Stick: Bangalore Institute of TechnologyakshayNo ratings yet
- Manoj Internship Template (9pages)Document9 pagesManoj Internship Template (9pages)Unni KrishnanNo ratings yet
- Front of RKDocument7 pagesFront of RKsunita chalageriNo ratings yet
- CGReportDocument26 pagesCGReportSai ReddyNo ratings yet
- Internship ReportDocument31 pagesInternship Reportraki082mNo ratings yet
- Internship Report SHAHBAZDocument10 pagesInternship Report SHAHBAZASHU KNo ratings yet
- 1ds20ee013 Technical ReportDocument29 pages1ds20ee013 Technical ReportPETER PARKERNo ratings yet
- Intrship4ad18me435 PDFDocument25 pagesIntrship4ad18me435 PDFManoj ,No ratings yet
- Project Report On PLCDocument41 pagesProject Report On PLCOnly PubgNo ratings yet
- BodyDocument18 pagesBodyAditya RajNo ratings yet
- ReportDocument50 pagesReportAditya RajNo ratings yet
- Document 5pdfDocument4 pagesDocument 5pdfAditya RajNo ratings yet
- MINI-PROJ-FORMAT-1 (Single Sided) (1) 2nd SemDocument5 pagesMINI-PROJ-FORMAT-1 (Single Sided) (1) 2nd SemAditya RajNo ratings yet
- Week-2 Student DiaryDocument4 pagesWeek-2 Student DiaryAditya RajNo ratings yet
- MINI PROJ EVALUATION SHEET - UpdatedDocument2 pagesMINI PROJ EVALUATION SHEET - UpdatedAditya RajNo ratings yet
- Document 4Document22 pagesDocument 4Aditya RajNo ratings yet
- VBFNM, L, Lmnbgvcfdxszasdfghjk, LKMJHGFDDocument20 pagesVBFNM, L, Lmnbgvcfdxszasdfghjk, LKMJHGFDAditya RajNo ratings yet
- AMD ServoDrive - Configuration GuideDocument233 pagesAMD ServoDrive - Configuration GuideCristian SilvaNo ratings yet
- Volumn 3 of 3Document186 pagesVolumn 3 of 3Rohan MalikNo ratings yet
- Ds - VPS 100US 120 PDFDocument2 pagesDs - VPS 100US 120 PDFJuanNo ratings yet
- Ensto LYNX 4400: Universal Fault Detector (Amperometric and Directional Faults) For Underground MV NetworkDocument2 pagesEnsto LYNX 4400: Universal Fault Detector (Amperometric and Directional Faults) For Underground MV NetworkALVINNo ratings yet
- Project Report Template (Edc) 1Document16 pagesProject Report Template (Edc) 1sani fatimaNo ratings yet
- TIMELINEDocument1 pageTIMELINEMaureen AlboresNo ratings yet
- ToneCore - OttoFilter (Rev B) - English PDFDocument49 pagesToneCore - OttoFilter (Rev B) - English PDF大石 真義No ratings yet
- Hathaway CBT 400 ManualDocument8 pagesHathaway CBT 400 ManualDaniel LeonNo ratings yet
- Humble Homemade Hifi - Mezzo ProteusDocument4 pagesHumble Homemade Hifi - Mezzo ProteusCyril GoutaillerNo ratings yet
- MAJORDocument30 pagesMAJORcholleti sriramNo ratings yet
- Planning Guide: For Residential Elevator With Hydraulic Drive or Winding Drum Drive ASME A17.1-2000 Part 5.3Document8 pagesPlanning Guide: For Residential Elevator With Hydraulic Drive or Winding Drum Drive ASME A17.1-2000 Part 5.3Ken LeeNo ratings yet
- Wipro LightingDocument67 pagesWipro LightingPrem UmarwalNo ratings yet
- Power Electronic TransformerDocument61 pagesPower Electronic TransformerMahidhar Talapaneni100% (2)
- Amptweaker Bass Tight FuzzDocument4 pagesAmptweaker Bass Tight FuzzalblablablaNo ratings yet
- Group-Delta-Gyro-Compass (Final Report) (MT33-B3) MGMT 2 332Document17 pagesGroup-Delta-Gyro-Compass (Final Report) (MT33-B3) MGMT 2 332Christian Felix Guevarra100% (2)
- QAP Energy MetersDocument1 pageQAP Energy MetersQAD LotusNo ratings yet
- FT-227RA Instruction and Service ManualDocument21 pagesFT-227RA Instruction and Service ManualEduardoChiavennaNo ratings yet
- Asya Traffic CatalogueDocument84 pagesAsya Traffic CatalogueeftzaeNo ratings yet
- Case Study On Inductive Proximity SwitchesDocument4 pagesCase Study On Inductive Proximity SwitchesMANASNo ratings yet
- Selection Diagram: With ResetDocument12 pagesSelection Diagram: With ResetKevin KeaneNo ratings yet
- PSIM FamiliarisationDocument7 pagesPSIM FamiliarisationMoksha RodrigoNo ratings yet
- Powerflex 750-Series Products With Totalforce Control: Reference ManualDocument160 pagesPowerflex 750-Series Products With Totalforce Control: Reference ManualBranko PropadovićNo ratings yet
- Boolean ExpressionDocument9 pagesBoolean Expressionibrahim3wattooNo ratings yet
- Sun2000 - (196ktl-h3, 200ktl-h3, 215ktl-h3) Series User ManualDocument119 pagesSun2000 - (196ktl-h3, 200ktl-h3, 215ktl-h3) Series User Manualuzair rosdiNo ratings yet
- Embedded C ProgrammingDocument2 pagesEmbedded C ProgrammingMadhav KulkarniNo ratings yet
- Final ProjectDocument34 pagesFinal Projectihtisham100% (1)
- Ac Nomenclature en Us 5577300Document1 pageAc Nomenclature en Us 5577300Oscar MorenoNo ratings yet
- GSFP 1310 20 SMF - Datasheet - 20210930Document2 pagesGSFP 1310 20 SMF - Datasheet - 20210930david.nietoNo ratings yet