Download as pdf or txt
You might also like
- Optical Properties of Makrolon and ApecDocument28 pagesOptical Properties of Makrolon and ApecNabhan MohamedNo ratings yet
- R.K Steel Udyog PVT - LTD: Test Certificate For High Strength Deformed Steel Bars and Wires For Concrete ReinforcementDocument2 pagesR.K Steel Udyog PVT - LTD: Test Certificate For High Strength Deformed Steel Bars and Wires For Concrete Reinforcementnanda kishopre100% (4)
- Al Nooh Profile - Final 2017Document22 pagesAl Nooh Profile - Final 2017Vengatesh NJNo ratings yet
- Movable BridgeDocument263 pagesMovable BridgeCharbel Ghanem100% (1)
- As 2205.3.3-2003 Methods For Destructive Testing of Welds in Metal - Longitudinal Guided Bend TestDocument2 pagesAs 2205.3.3-2003 Methods For Destructive Testing of Welds in Metal - Longitudinal Guided Bend TestSAI Global - APACNo ratings yet
- RT 2Document215 pagesRT 2safeer ahmadNo ratings yet
- S Civ Drain - 00Document12 pagesS Civ Drain - 00HARINo ratings yet
- Majnoon CPF 2 Project: Vendor Document Review SheetDocument25 pagesMajnoon CPF 2 Project: Vendor Document Review SheetMassimo FumarolaNo ratings yet
- Kina25317enn 002 PDFDocument115 pagesKina25317enn 002 PDFfahrgeruste3961No ratings yet
- Prohlášení o Shodě (CE) 2Document116 pagesProhlášení o Shodě (CE) 2zezinhoquernormaNo ratings yet
- Casting Specification Spheroidal Graphite Cast Iron Parts: Document TitleDocument12 pagesCasting Specification Spheroidal Graphite Cast Iron Parts: Document TitleBrahamadandi Achyuth KumarNo ratings yet
- Iec - 61822 - 2002 - en - CCRDocument11 pagesIec - 61822 - 2002 - en - CCRlincoln9003198No ratings yet
- ISO 1459 Hots Dip GalvanizingDocument4 pagesISO 1459 Hots Dip GalvanizingLe Van TamNo ratings yet
- Asme Se-165 2004Document25 pagesAsme Se-165 2004Kamalnath KpNo ratings yet
- 141667-FAF-SPE-EOH-000013 OEE Aluminium Stranded Conductor Specification...Document12 pages141667-FAF-SPE-EOH-000013 OEE Aluminium Stranded Conductor Specification...marigusatuNo ratings yet
- Iso 37 2017Document12 pagesIso 37 2017박한민/기계공학과No ratings yet
- Procedure For Painting of Structural Steel Amp Piping PDF FreeDocument10 pagesProcedure For Painting of Structural Steel Amp Piping PDF FreeBayu PutraNo ratings yet
- Iso 22477 5 2018Document15 pagesIso 22477 5 2018mo arseneNo ratings yet
- J79 195 Rev H AMPCO SDS Rod WireDocument10 pagesJ79 195 Rev H AMPCO SDS Rod WireNair R RakeshNo ratings yet
- S Civ Concrete - 00Document28 pagesS Civ Concrete - 00HARINo ratings yet
- Certified Piping and Mechanical Quality Control (QC) InspectorDocument10 pagesCertified Piping and Mechanical Quality Control (QC) InspectorWilson NjangeNo ratings yet
- Description: Dispersion Compensating FiberDocument2 pagesDescription: Dispersion Compensating FiberAnh VietNo ratings yet
- Aisc 207-16 Audit Guide All Fabricator and Manufacturer Programs and EndorsementsDocument20 pagesAisc 207-16 Audit Guide All Fabricator and Manufacturer Programs and EndorsementsScott NorrisNo ratings yet
- Strand Make-Up According To DIN VDE 0295, IEC 60228 and HD 383Document1 pageStrand Make-Up According To DIN VDE 0295, IEC 60228 and HD 383rocketvtNo ratings yet
- String HardwareDocument56 pagesString Hardwareahmadove1No ratings yet
- Geomet 500bDocument1 pageGeomet 500bellisforheroesNo ratings yet
- AD 429 - Slip Factors For Alkali-Zinc Silicate Paint, April 2019Document1 pageAD 429 - Slip Factors For Alkali-Zinc Silicate Paint, April 2019symon ellimacNo ratings yet
- List of WeldersDocument3 pagesList of Welderskumaraswamy.kNo ratings yet
- Demo Rockwell Certificate ASTMDocument7 pagesDemo Rockwell Certificate ASTMYAMA ENGINEERSNo ratings yet
- B833Document5 pagesB833DuongthithuydungNo ratings yet
- Is 4985 StiDocument9 pagesIs 4985 StiraviNo ratings yet
- Light Sport Aircraft Manufacturer's Quality Assurance SystemDocument3 pagesLight Sport Aircraft Manufacturer's Quality Assurance SystemFabiola Nayeli Villafaña GonzálezNo ratings yet
- C776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsDocument4 pagesC776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsAndré BerninzonNo ratings yet
- Datasheet Cofraplus 60Document2 pagesDatasheet Cofraplus 60Giulia AlzettaNo ratings yet
- BS en 13146 Part 9-2009Document30 pagesBS en 13146 Part 9-2009jasonNo ratings yet
- Wrought Zirconium and Zirconium Alloy Seamless and Welded Tubes For Nuclear Service (Except Nuclear Fuel Cladding)Document18 pagesWrought Zirconium and Zirconium Alloy Seamless and Welded Tubes For Nuclear Service (Except Nuclear Fuel Cladding)Srinivasan KrishnamoorthyNo ratings yet
- Aksh 24 CoreDocument1 pageAksh 24 CoreRohan RajagopalNo ratings yet
- 2018 - Classification and StandardizationDocument16 pages2018 - Classification and StandardizationFabioSeabraNo ratings yet
- Japan SteelDocument27 pagesJapan SteelVaniya GoelNo ratings yet
- ASTM A-802 - Falhas de FundiçãoDocument3 pagesASTM A-802 - Falhas de FundiçãoCristian RodeghelNo ratings yet
- Irs T 10 2023Document24 pagesIrs T 10 2023pp_mechNo ratings yet
- IRS Specification For CMS & WCMS-IRS-T-29-Revised 2022Document68 pagesIRS Specification For CMS & WCMS-IRS-T-29-Revised 2022Abhishek PandeyNo ratings yet
- Hkaa Gm&Ws - July 2019Document2 pagesHkaa Gm&Ws - July 2019Alvin To AAHK0% (1)
- AESTH6524Document3 pagesAESTH6524Gabriel MesquitaNo ratings yet
- Sans 1431Document30 pagesSans 1431johndupNo ratings yet
- PD 06604-1997 PDFDocument35 pagesPD 06604-1997 PDFGiorgos SiorentasNo ratings yet
- BS ISO 3575 - 2016 Continuous Hot-Dip Zinc-Coated and Zinc-Iron Alloy-Coated Carbon Steel Sheet of Commercial and Drawing QualitiesDocument23 pagesBS ISO 3575 - 2016 Continuous Hot-Dip Zinc-Coated and Zinc-Iron Alloy-Coated Carbon Steel Sheet of Commercial and Drawing QualitiesFernando FernandezNo ratings yet
- Product Data Sheet of Transformer Oil IEC 60296Document5 pagesProduct Data Sheet of Transformer Oil IEC 60296Fareed KhanNo ratings yet
- Schedule B - 8259Document8 pagesSchedule B - 8259mohamedNo ratings yet
- En 1090Document1 pageEn 1090Anonymous pgQIReuNo ratings yet
- Irrigation Control Cables (Twisted Decoder Cable)Document120 pagesIrrigation Control Cables (Twisted Decoder Cable)ashwinrajendran11No ratings yet
- Corrosion of Reinforcing Bars in Concrete PaperDocument33 pagesCorrosion of Reinforcing Bars in Concrete PaperMamta BaxlaNo ratings yet
- Is 12818-2010 PDFDocument22 pagesIs 12818-2010 PDFINFOHEPL RCLNo ratings yet
- Cable ID: 1A/8A-A.01 (M-B) Test Summary: PASS: Overall ResultsDocument2 pagesCable ID: 1A/8A-A.01 (M-B) Test Summary: PASS: Overall ResultsDarwin LibrandaNo ratings yet
- JSS 51037-1992Document81 pagesJSS 51037-1992Surendra singh nathawatNo ratings yet
- Din En1563-2018Document2 pagesDin En1563-2018FAPEMA SGQNo ratings yet
- EN 10210-1 - 2006 - Table 2 PDFDocument1 pageEN 10210-1 - 2006 - Table 2 PDFvimal_mech123No ratings yet
- BS 7718 1996Document53 pagesBS 7718 1996Basman GeorgeNo ratings yet
- LT08 Mortar Testing PDFDocument21 pagesLT08 Mortar Testing PDFMauridi KaminyuNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForAcácio AlvesNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification Foryogesh dhikaleNo ratings yet
- SAMPER Wall Fixture: PX-0353-NEGDocument3 pagesSAMPER Wall Fixture: PX-0353-NEGJavier LeonisNo ratings yet
- MINOR Wall Fixture: TC-1200-BLADocument3 pagesMINOR Wall Fixture: TC-1200-BLAJavier LeonisNo ratings yet
- Tron 510mm 05-E001-54-CL: Leds C4 Team Lineal Lighting System IP66 Tron 510mm LED 24W 3000K Anodised Aluminium 2459lmDocument1 pageTron 510mm 05-E001-54-CL: Leds C4 Team Lineal Lighting System IP66 Tron 510mm LED 24W 3000K Anodised Aluminium 2459lmJavier LeonisNo ratings yet
- Aqua 55-9622-14-CMV1: Technical CharacteristicsDocument3 pagesAqua 55-9622-14-CMV1: Technical CharacteristicsJavier LeonisNo ratings yet
- Led 4Document3 pagesLed 4Javier LeonisNo ratings yet
- Mix TC-0219-BLA: Downlight IP54 Mix LED 6 LED Neutral-White 4000K White Black 494Document18 pagesMix TC-0219-BLA: Downlight IP54 Mix LED 6 LED Neutral-White 4000K White Black 494Javier LeonisNo ratings yet
- Hide TC-0215-BLA: Downlight IP44 Hide LED 6.5W 4000K Blanco 394lmDocument17 pagesHide TC-0215-BLA: Downlight IP44 Hide LED 6.5W 4000K Blanco 394lmJavier LeonisNo ratings yet
- Astm B536-84Document6 pagesAstm B536-84Javier LeonisNo ratings yet
- Astm A536-84 2019Document7 pagesAstm A536-84 2019Javier LeonisNo ratings yet
- Fundamentals of Materials: 2.1. The Structure of MetalsDocument84 pagesFundamentals of Materials: 2.1. The Structure of MetalsTOAN DuNo ratings yet
- The Use of Water Cooling During The Continuous Casting of Steel and Aluminum AlloysDocument18 pagesThe Use of Water Cooling During The Continuous Casting of Steel and Aluminum AlloysRamesh RamNo ratings yet
- Periodicity Quick RecapDocument8 pagesPeriodicity Quick RecapApeksha MudagiNo ratings yet
- Effects of Scandium and Zirconium Addition On Recrystallization Behavior of Al-Mg-Si AlloyDocument9 pagesEffects of Scandium and Zirconium Addition On Recrystallization Behavior of Al-Mg-Si AlloyÁlvaro Nieto CastroNo ratings yet
- Sigma Phase Charectaristaion in AISI 316 SSDocument2 pagesSigma Phase Charectaristaion in AISI 316 SSAlMawali76No ratings yet
- Webforge HandrailsDocument6 pagesWebforge HandrailsHezron Yopi Hendratama0% (1)
- Recovery Recrystallization Grain GrowthDocument13 pagesRecovery Recrystallization Grain GrowthVikram JainNo ratings yet
- FurnaceDocument28 pagesFurnaceRUDRESHNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraNo ratings yet
- En124 PDFDocument1 pageEn124 PDFSamet CelıkNo ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- Electro Motion Machine Tools Stock List 4Document15 pagesElectro Motion Machine Tools Stock List 4Electro Motion UK (Export) LtdNo ratings yet
- Standard & Specification Status - 170709Document2 pagesStandard & Specification Status - 170709Nguyen Anh TuanNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Difficulties Inthe Use of NACE MR0175ISO 15156 (51300-11112-SG)Document12 pagesDifficulties Inthe Use of NACE MR0175ISO 15156 (51300-11112-SG)Omid Razavi ZadehNo ratings yet
- Appendix 2 Parts BookDocument256 pagesAppendix 2 Parts BookIndranil BhattacharyyaNo ratings yet
- KEN BangaloreDocument2 pagesKEN BangaloreWell WisherNo ratings yet
- X-Ray Data Booklet Table 1-2. Photon Energies, in Electron Volts, of Principal K-, L-, and M-Shell Emission LinesDocument5 pagesX-Ray Data Booklet Table 1-2. Photon Energies, in Electron Volts, of Principal K-, L-, and M-Shell Emission LineschaymaaNo ratings yet
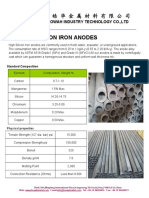
- Tubular Silicon Iron Anodes Technical DataDocument2 pagesTubular Silicon Iron Anodes Technical DataAhmed MagdiNo ratings yet
- Chip FormationDocument27 pagesChip FormationJasvinder SinghNo ratings yet
- Normalizing Process For SteelsDocument3 pagesNormalizing Process For Steelsduazo2009No ratings yet
- Wall-Colmonoy-Ltd Fusewelder-Brochure ENG November2021smlDocument4 pagesWall-Colmonoy-Ltd Fusewelder-Brochure ENG November2021smlpranav kariaNo ratings yet
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesSyed Furqan Rehmani0% (2)
- Manufacturing and Casting of An Engine Block From Aluminium AlloysDocument28 pagesManufacturing and Casting of An Engine Block From Aluminium AlloysLumamba Chiyabi100% (1)
- WPSPQR Feb2009Document22 pagesWPSPQR Feb2009Mohammad ElhedabyNo ratings yet
- Corrosion: Meta Fitri Rizkiana, S.T., M.SCDocument41 pagesCorrosion: Meta Fitri Rizkiana, S.T., M.SCfarosNo ratings yet
- EscondidaDocument14 pagesEscondidaLeila100% (1)
- EMW Welding Consumables Handbook - 2009Document90 pagesEMW Welding Consumables Handbook - 2009Radoš LilićNo ratings yet
- History of Iron and SteelDocument27 pagesHistory of Iron and SteelHens Christian Fuentes100% (1)