Download as pdf or txt
You might also like
- Kent USA ML 1740 2080 Lathe ManualDocument106 pagesKent USA ML 1740 2080 Lathe Manualgohil abhijitNo ratings yet
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- NPM SimulationDocument405 pagesNPM SimulationĐàm Duân100% (1)
- RAB PLTS Hybrid 1kWp-ScheneiderDocument4 pagesRAB PLTS Hybrid 1kWp-ScheneiderilhamNo ratings yet
- S-Series Hardware InstallDocument76 pagesS-Series Hardware InstallSaad BroNo ratings yet
- Course File Jigs & FixturessDocument18 pagesCourse File Jigs & FixturessYogendra KumarNo ratings yet
- ADVANCED 0d-30 Series TC PROGRAMMING Rev2dDocument55 pagesADVANCED 0d-30 Series TC PROGRAMMING Rev2dsteveNo ratings yet
- Machine Drawing - 15Me34D: Unit - 1 - Conventional RepresentationDocument22 pagesMachine Drawing - 15Me34D: Unit - 1 - Conventional Representationshreedhar sbNo ratings yet
- Padeepz GE3251 Question PapersDocument10 pagesPadeepz GE3251 Question PapersSaidu HomeNo ratings yet
- Unit-4 1 PDFDocument189 pagesUnit-4 1 PDFSathish ChanNo ratings yet
- Alignment Tests On LatheDocument63 pagesAlignment Tests On LatheSudhanwa KulkarniNo ratings yet
- Lec4 MillingDocument38 pagesLec4 MillingFELIX KEUYA100% (1)
- Cam Lab ManualDocument80 pagesCam Lab ManualAswin MNo ratings yet
- Module 2 - MC TOOLS, CNC & 3D PRINTINGDocument27 pagesModule 2 - MC TOOLS, CNC & 3D PRINTINGSHARATH RNo ratings yet
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanNo ratings yet
- Lathe MachineDocument18 pagesLathe MachineCRAZY INDIAN XYZ100% (1)
- SolidCAM 2020 Port MachiningDocument61 pagesSolidCAM 2020 Port MachiningatulppradhanNo ratings yet
- CAD Lab ManualDocument45 pagesCAD Lab ManualAmul KumarNo ratings yet
- Week 6 Components of Machine ToolDocument31 pagesWeek 6 Components of Machine ToolAman PotdarNo ratings yet
- Hainbuch Chuck and Collet GuideDocument5 pagesHainbuch Chuck and Collet GuideUROS POTOCNIKNo ratings yet
- Jig AbstractDocument1 pageJig AbstractSathish KasilingamNo ratings yet
- DJF - Model Question PaperDocument6 pagesDJF - Model Question PaperMohammedRafficNo ratings yet
- Work Holding DevicesDocument13 pagesWork Holding DevicesDerrick Maatla Moadi100% (1)
- ME2029 DJF 2 Marks +16 Mark QuestionsDocument15 pagesME2029 DJF 2 Marks +16 Mark QuestionssureshkumarNo ratings yet
- Lab 1Document12 pagesLab 1regassa rajiNo ratings yet
- Machine Tool Introduction - Types of MachineDocument19 pagesMachine Tool Introduction - Types of MachineAbdul AhadNo ratings yet
- ZEISS - Measurement - Report - Gear - Pro - InvoluteDocument3 pagesZEISS - Measurement - Report - Gear - Pro - Involutesandeep kumarNo ratings yet
- Module 3 - 1Document26 pagesModule 3 - 1Biswajit LME016100% (1)
- Types of Machine ToolsDocument39 pagesTypes of Machine Toolskapun kumar nayak100% (1)
- Camd Manual18me36a FinalDocument44 pagesCamd Manual18me36a FinalDANISH ME-18-40No ratings yet
- Lathe MachineDocument91 pagesLathe MachineHrithik LakhaniNo ratings yet
- DF Lab ManualDocument80 pagesDF Lab ManualSruthi ChallapalliNo ratings yet
- Lathe Maachine Theorywork ShopDocument37 pagesLathe Maachine Theorywork ShopAshenNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- MFDP2 - L04 - Deep Drawing and Stretch Drawing - ENIM 2021-22Document43 pagesMFDP2 - L04 - Deep Drawing and Stretch Drawing - ENIM 2021-22Alaa RmidaNo ratings yet
- Unit 4Document50 pagesUnit 4siva prasadNo ratings yet
- Solidwork 22Document25 pagesSolidwork 22SAURABH SUMANNo ratings yet
- Chapter-1: Theoretical of Bank EfficiencyDocument26 pagesChapter-1: Theoretical of Bank EfficiencyDr Bhadrappa HaralayyaNo ratings yet
- D Man Civil 1st Year (Volume II of II) TTDocument270 pagesD Man Civil 1st Year (Volume II of II) TTsarathNo ratings yet
- Chapter - 7, CNC ProgrammingDocument32 pagesChapter - 7, CNC ProgrammingDishank UpadhyayNo ratings yet
- Study of The Effect of Cutting Parameters On Thread ProfileDocument66 pagesStudy of The Effect of Cutting Parameters On Thread Profilemasihuzzamana100% (1)
- Computer Programming 1 - Jenny's OnlineDocument4 pagesComputer Programming 1 - Jenny's OnlineHiro GamerNo ratings yet
- BRA User ManualDocument39 pagesBRA User ManualHhhbbnmmnnNo ratings yet
- Improving Productivity by Reducing Wastages in Manufacturing ProcessDocument12 pagesImproving Productivity by Reducing Wastages in Manufacturing ProcessTJPRC PublicationsNo ratings yet
- MT-II LAB ManualDocument44 pagesMT-II LAB ManualGANESH KUMARNo ratings yet
- Drilling AccessoriesDocument38 pagesDrilling Accessoriesbagus100% (1)
- CH-1 Introduction To ORDocument36 pagesCH-1 Introduction To ORbelay mihreteNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- Presentation On Jigs and Fixtures by Group G - 2Document31 pagesPresentation On Jigs and Fixtures by Group G - 2Michael Castro AbuduNo ratings yet
- Jig and Fix Model QPDocument4 pagesJig and Fix Model QPDharmaraj ParamasivamNo ratings yet
- Maintenance Engineering Questions and AnswersDocument46 pagesMaintenance Engineering Questions and Answersakbar_mdhNo ratings yet
- Failure of Jigs & FixtureDocument27 pagesFailure of Jigs & FixtureTooling ganeshNo ratings yet
- Inspection Software For Lathes: For Fanuc 0, 6, 10-15, 16, 18, 21T and It, and Yasnac LX3 ControllersDocument106 pagesInspection Software For Lathes: For Fanuc 0, 6, 10-15, 16, 18, 21T and It, and Yasnac LX3 ControllersHajdu ZsoltNo ratings yet
- Ch23 Machining Processes Turning and Hole Making2Document72 pagesCh23 Machining Processes Turning and Hole Making2Muhammad YusufNo ratings yet
- Ac Servo Sys1'Em: BL860/S) 1/862 (2-Axle Inteqtated tYPG) Operation ManualDocument15 pagesAc Servo Sys1'Em: BL860/S) 1/862 (2-Axle Inteqtated tYPG) Operation ManualtomNo ratings yet
- Using Method Analysis To Improve Productivity: Case of A Tap ManufacturerDocument18 pagesUsing Method Analysis To Improve Productivity: Case of A Tap ManufacturerVALERIA CAMILA ROJAS MENDEZNo ratings yet
- CIV ManualDocument40 pagesCIV ManualVishnuNo ratings yet
- Design of A Milling Cutter by Using Catia: D Ravi TejaDocument48 pagesDesign of A Milling Cutter by Using Catia: D Ravi Tejanaveen mylapilliNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Lathe NotesDocument48 pagesLathe NotesMOUSIN PASHANo ratings yet
- Teacher Effectiveness TraiiningDocument129 pagesTeacher Effectiveness TraiiningMariaNo ratings yet
- Lab 2 Structure PDFDocument5 pagesLab 2 Structure PDFQhairul ShafiqNo ratings yet
- Toolchapter 1 Tool JigDocument66 pagesToolchapter 1 Tool JigTamirat NemomsaNo ratings yet
- Case Study QCDocument20 pagesCase Study QCFiq IFTNo ratings yet
- Case Study DJF51062 - DTP5B (F1026) (F1020) (F1004)Document4 pagesCase Study DJF51062 - DTP5B (F1026) (F1020) (F1004)Fiq IFTNo ratings yet
- Declaration of Originally and OwnershipDocument12 pagesDeclaration of Originally and OwnershipFiq IFTNo ratings yet
- Robot 24082022112406Document12 pagesRobot 24082022112406Fiq IFTNo ratings yet
- CIROS RoboticDocument42 pagesCIROS RoboticFiq IFTNo ratings yet
- 3D Printind Report (F1026) (F1024) (F1030)Document12 pages3D Printind Report (F1026) (F1024) (F1030)Fiq IFTNo ratings yet
- Due 50032 CO 1 2022 2023Document11 pagesDue 50032 CO 1 2022 2023Fiq IFTNo ratings yet
- Report Project 2Document12 pagesReport Project 2Fiq IFTNo ratings yet
- 3D Printing ReportDocument11 pages3D Printing ReportFiq IFTNo ratings yet
- Fixture Mini Project 2 - DTP5B (F1026) (F1020) (F1004)Document33 pagesFixture Mini Project 2 - DTP5B (F1026) (F1020) (F1004)Fiq IFTNo ratings yet
- Mini Project 2 Fixture Presentation - DTP5B (F1026) (F1020) (F1004)Document14 pagesMini Project 2 Fixture Presentation - DTP5B (F1026) (F1020) (F1004)Fiq IFTNo ratings yet
- Chapter 2Document27 pagesChapter 2Fiq IFTNo ratings yet
- Mini Project 1 Jig Presentation - DTP5B (F1026) (F1020) (F1004)Document15 pagesMini Project 1 Jig Presentation - DTP5B (F1026) (F1020) (F1004)Fiq IFTNo ratings yet
- Tool Design Chapter 4 4.1Document17 pagesTool Design Chapter 4 4.1Fiq IFTNo ratings yet
- Jig Report Mini Project 1 - Dtp5b (f1026) (f1020) (f1004)Document40 pagesJig Report Mini Project 1 - Dtp5b (f1026) (f1020) (f1004)Fiq IFTNo ratings yet
- Tool Design - Chapter 4 (Part 2)Document43 pagesTool Design - Chapter 4 (Part 2)Fiq IFTNo ratings yet
- Tool Design - Chapter 4 (Part 4)Document22 pagesTool Design - Chapter 4 (Part 4)Fiq IFTNo ratings yet
- Tool Design - Chapter 4 (Part 3)Document59 pagesTool Design - Chapter 4 (Part 3)Fiq IFT100% (1)
- Tool Design - Chapter 4 (Part 1)Document15 pagesTool Design - Chapter 4 (Part 1)Fiq IFTNo ratings yet
- Tool Design - Chapter 3 (Part 3)Document48 pagesTool Design - Chapter 3 (Part 3)Fiq IFTNo ratings yet
- Tool Design - Chapter 3 (Part 2)Document18 pagesTool Design - Chapter 3 (Part 2)Fiq IFTNo ratings yet
- Tool Design - Chapter 1 (Part 1)Document20 pagesTool Design - Chapter 1 (Part 1)Fiq IFTNo ratings yet
- Chapter1 DJF51082Document40 pagesChapter1 DJF51082Fiq IFTNo ratings yet
- Chapter3 DJF51082Document17 pagesChapter3 DJF51082Fiq IFTNo ratings yet
- Chapter5 DJF51082Document6 pagesChapter5 DJF51082Fiq IFTNo ratings yet
- Chapter4 DJF51082Document20 pagesChapter4 DJF51082Fiq IFTNo ratings yet
- Chapter2 DJF51082Document32 pagesChapter2 DJF51082Fiq IFTNo ratings yet
- Copia de Ubocacion y Traspaso LEONARDO1Document320 pagesCopia de Ubocacion y Traspaso LEONARDO1derwinNo ratings yet
- Instru Lab 1Document3 pagesInstru Lab 1Julius ChavezNo ratings yet
- Model 3002: Alpha-Beta Survey MeterDocument1 pageModel 3002: Alpha-Beta Survey MeterAlaa Al HabeesNo ratings yet
- Instructions MH6S-10 PDFDocument73 pagesInstructions MH6S-10 PDFEvandro PavesiNo ratings yet
- M28876/7 Type Plug & Environmental Backshell - (NF06) : Part DetailDocument4 pagesM28876/7 Type Plug & Environmental Backshell - (NF06) : Part DetailNMU CEISSAFPNo ratings yet
- ABB Junction BoxDocument10 pagesABB Junction Boxjason chongNo ratings yet
- Engineers Application Handbook: For The Dsa, DSS, and DSPDocument13 pagesEngineers Application Handbook: For The Dsa, DSS, and DSPIgor PNo ratings yet
- Uenr7758uenr7758-03 Sis PDFDocument10 pagesUenr7758uenr7758-03 Sis PDFDarwin Herrera SalinasNo ratings yet
- Automatic Fillling Liquid 4nozzle PistonDocument5 pagesAutomatic Fillling Liquid 4nozzle Pistonagung tunasNo ratings yet
- Service Mode, Troubleshooting - Toshiba - E-Studio 223 - Service Mode 05. Adjustment ModeDocument1 pageService Mode, Troubleshooting - Toshiba - E-Studio 223 - Service Mode 05. Adjustment Modems.international060No ratings yet
- Electrical System: General Fuses and RelaysDocument144 pagesElectrical System: General Fuses and RelaysMuhammad Ryan As-syafi'iNo ratings yet
- Controller Mwr-Vh12nDocument18 pagesController Mwr-Vh12nLucaNo ratings yet
- Sony CCD Tr913eDocument161 pagesSony CCD Tr913eAlexandru Daniel BuleuNo ratings yet
- Evolutia Camerei FOTODocument17 pagesEvolutia Camerei FOTOBrandy RomanNo ratings yet
- Dokumen - Tips Installation User Maintenance Installation User Maintenance ManualDocument54 pagesDokumen - Tips Installation User Maintenance Installation User Maintenance ManualEdmond HungNo ratings yet
- Electro Procedure Test TestingDocument5 pagesElectro Procedure Test Testingjaime bernalesNo ratings yet
- Vicinity Map: Panelboard-1 DesignationDocument1 pageVicinity Map: Panelboard-1 DesignationMatty IgtibenNo ratings yet
- 1.CEK LIST Syringe Pump PDFDocument1 page1.CEK LIST Syringe Pump PDFsri lestariNo ratings yet
- Honeywell C554A Instruction (Eng)Document8 pagesHoneywell C554A Instruction (Eng)Wahyudi andhika comNo ratings yet
- MPR Quick Start Guide For Powering and Installation-3DB20024CAAATNZZA ICS01Document2 pagesMPR Quick Start Guide For Powering and Installation-3DB20024CAAATNZZA ICS01RangelBrasil75% (4)
- Mer GD PG Geh6060il-03-B Sen Apd v1Document16 pagesMer GD PG Geh6060il-03-B Sen Apd v1Naveen RastogiNo ratings yet
- Schindler شندلرDocument4 pagesSchindler شندلرMohamed ArefNo ratings yet
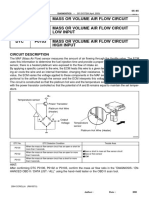
- DTC P0100 Mass or Volume Air Flow Circuit DTC P0102 Mass or Volume Air Flow Circuit Low Input DTC P0103 Mass or Volume Air Flow Circuit High InputDocument1 pageDTC P0100 Mass or Volume Air Flow Circuit DTC P0102 Mass or Volume Air Flow Circuit Low Input DTC P0103 Mass or Volume Air Flow Circuit High InputClodoaldo BiassioNo ratings yet
- Iron BeamDocument2 pagesIron Beamrapha.sassonNo ratings yet
- DR - 011123 - Project Fujimaki - EDKDocument2 pagesDR - 011123 - Project Fujimaki - EDKMuhammad RozaqNo ratings yet
- Embaraco Compressor GesamtlisteDocument16 pagesEmbaraco Compressor Gesamtlisteأبو زينب المهندسNo ratings yet
- Afl Especificaciones Cable AdssDocument6 pagesAfl Especificaciones Cable Adssrpay_93No ratings yet