Download as docx, pdf, or txt
You might also like
- Predators - An Alien RPG Unofficial ExpansionDocument27 pagesPredators - An Alien RPG Unofficial ExpansionReese Wetzel94% (17)
- Project Controls ProcedureDocument14 pagesProject Controls Proceduresaleem_b90% (10)
- Unitsunit 28 PrototypingDocument134 pagesUnitsunit 28 PrototypingMadara NirmaniNo ratings yet
- Commissioning Plan ExampleDocument21 pagesCommissioning Plan Examplehuguer167% (3)
- The 8051 Microcontroller and Embedded Systems Second Edition Muhammad Ali Mazidi Janice Gillispie Mazidi Rolin D. McKinlayDocument105 pagesThe 8051 Microcontroller and Embedded Systems Second Edition Muhammad Ali Mazidi Janice Gillispie Mazidi Rolin D. McKinlayprax_1259% (27)
- SITXCCS006 Student Assessment Task v1.0 Oct 2021Document21 pagesSITXCCS006 Student Assessment Task v1.0 Oct 2021Jaspreet SinghNo ratings yet
- Planing Procedure Rev01Document12 pagesPlaning Procedure Rev01Olakanmiismail Alabi86% (7)
- OIL N GAS Project Method StatementDocument14 pagesOIL N GAS Project Method StatementVigilante Vg100% (2)
- The Project Manager's Checklist for Building Projects: Delivery Strategies & ProcessesFrom EverandThe Project Manager's Checklist for Building Projects: Delivery Strategies & ProcessesNo ratings yet
- APR1400 SSAR SupplementDocument199 pagesAPR1400 SSAR SupplementAbdalrahman Taha (Jíɾaïya)No ratings yet
- Superintendent Standard Operating Procedures 3 2020Document44 pagesSuperintendent Standard Operating Procedures 3 2020Bi Joy100% (3)
- 2.0 Project Quality Control PlanDocument24 pages2.0 Project Quality Control PlanAbdul Hakam Mohamed Yusof100% (7)
- Follow UpDocument14 pagesFollow Upmohd hameedNo ratings yet
- Chapter 4 Production Planning and ControlDocument12 pagesChapter 4 Production Planning and ControlPooja Jain100% (2)
- Method Statement Coal TipplerDocument10 pagesMethod Statement Coal TipplerSunil T V SuniNo ratings yet
- Construction Method Revisi 1Document15 pagesConstruction Method Revisi 1candra_zakaria4416100% (1)
- Import: Sys - Executable - M Pip InstallDocument23 pagesImport: Sys - Executable - M Pip InstallAounaiza AhmedNo ratings yet
- Project Standard and SpecificationsDocument5 pagesProject Standard and SpecificationsDaniel ChristianNo ratings yet
- QA Programme Rev.3, TERFDocument46 pagesQA Programme Rev.3, TERFUmesh Mishra100% (1)
- 3.6 A. Schedule Control ProcedureDocument6 pages3.6 A. Schedule Control ProcedureChiamaka ObadiegwuNo ratings yet
- EMC 4512 Planning and ControlDocument14 pagesEMC 4512 Planning and Controlstephen mwendwaNo ratings yet
- Mod 3aDocument70 pagesMod 3ayashvardhangupta365No ratings yet
- Production Planning and ControlDocument42 pagesProduction Planning and ControlVishwaMohanNo ratings yet
- S-990-5131-313 - A Schedule Control ProcedureDocument13 pagesS-990-5131-313 - A Schedule Control ProcedureMahadevan MahalingamNo ratings yet
- Lecture4 Production Planning and ControlDocument13 pagesLecture4 Production Planning and ControlcjNo ratings yet
- Appendix d2-001 Planning - Scheduling ProcedureDocument25 pagesAppendix d2-001 Planning - Scheduling ProcedureHamza ShujaNo ratings yet
- CH-2 Production Planning and ControlDocument53 pagesCH-2 Production Planning and ControlSimon abebawNo ratings yet
- Planning & ScheduleDocument18 pagesPlanning & ScheduleFadzil Adly IshakNo ratings yet
- Corporate Planning Division: ResponsibilitiesDocument30 pagesCorporate Planning Division: ResponsibilitiesHimanshu SrivastavaNo ratings yet
- Steps in Production Planning & ControlDocument4 pagesSteps in Production Planning & ControlrohitpkNo ratings yet
- Production Planning and ControlDocument34 pagesProduction Planning and ControlAkanksha RanjanNo ratings yet
- Heritage Wind Project Preliminary Quality Assurance and Quality Control PlanDocument8 pagesHeritage Wind Project Preliminary Quality Assurance and Quality Control PlanNisanth ThulasidasNo ratings yet
- Assistant Manager PlanningDocument2 pagesAssistant Manager Planningmkdeka7874No ratings yet
- UntitledDocument112 pagesUntitledvijayNo ratings yet
- TOPIC-III-Intro-to-IE 17Document16 pagesTOPIC-III-Intro-to-IE 17Princess joy De RuedaNo ratings yet
- SIBP Project Execution PlanDocument11 pagesSIBP Project Execution PlanEnrique Pomales0% (1)
- CCP PMT Site DeliverablesDocument3 pagesCCP PMT Site Deliverablesrojohnamante13No ratings yet
- Yy YyDocument31 pagesYy YyDrAnuradha PathakNo ratings yet
- Design & Management Plan, Organization and StaffingDocument12 pagesDesign & Management Plan, Organization and StaffingJames PittsNo ratings yet
- UNIT II Need For PPC-Objectives-Functions-Information Required For PPC-ProductionDocument30 pagesUNIT II Need For PPC-Objectives-Functions-Information Required For PPC-Productionmohanmech2006886No ratings yet
- Stages Steps in Production Planning and ControlDocument5 pagesStages Steps in Production Planning and ControlJonathan SanchezNo ratings yet
- Duties and Responsibilities of A Project Control EngineerDocument6 pagesDuties and Responsibilities of A Project Control EngineerBoktiar HossainNo ratings yet
- Best Practices in Construction Monitoring of Hydro Electric ProjectsDocument23 pagesBest Practices in Construction Monitoring of Hydro Electric ProjectsSurendra MalasaneNo ratings yet
- Project ExecutionDocument16 pagesProject ExecutionTambari LuthfNo ratings yet
- Schedule MGMT PlanDocument32 pagesSchedule MGMT PlanDrMohamed MustaqNo ratings yet
- Production Planning and ControlDocument3 pagesProduction Planning and ControlRAYUDUNo ratings yet
- Production Planning & Control: Unit - IDocument17 pagesProduction Planning & Control: Unit - IL SANDEEP REDDYNo ratings yet
- Class notes of bbaDocument10 pagesClass notes of bbakingrudrabhardwajNo ratings yet
- Project Controls ProcedureDocument12 pagesProject Controls ProcedureNashrul KarimNo ratings yet
- PomDocument8 pagesPomtanuNo ratings yet
- Quality Procedures Iso 9001Document2 pagesQuality Procedures Iso 9001holsterseva0% (1)
- Construction Management BriefDocument8 pagesConstruction Management Briefsaravananr04No ratings yet
- Steps in Production PlanningDocument12 pagesSteps in Production PlanningriteshvijhNo ratings yet
- Project Submittal Guideline: Structural Plan Review: DSA Forms DSA PublicationsDocument18 pagesProject Submittal Guideline: Structural Plan Review: DSA Forms DSA PublicationselsayedamrNo ratings yet
- Planning Strategic in ProductionDocument19 pagesPlanning Strategic in ProductionFerdiansyah Iqbal RafandiNo ratings yet
- Files Schedule Basis MemorandumDocument46 pagesFiles Schedule Basis MemorandumAbhishekKumarNo ratings yet
- Quality Control PlanDocument13 pagesQuality Control PlanMohammad Taqi HamidiNo ratings yet
- Homework IndestrialDocument6 pagesHomework IndestrialMahmud L. MusaNo ratings yet
- Project Monitoring and Control Expediting PDFDocument5 pagesProject Monitoring and Control Expediting PDFRebecca MariamNo ratings yet
- Philippines Shipyard OperationsDocument15 pagesPhilippines Shipyard OperationsNtheng DaVinciNo ratings yet
- Production Planning & ControlDocument32 pagesProduction Planning & Controlrajaram vermaNo ratings yet
- OM Unit 3Document15 pagesOM Unit 3Sushant SinghNo ratings yet
- B. Maintenance Planning Scheduling and ControlDocument8 pagesB. Maintenance Planning Scheduling and ControlNausheen GhansarNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
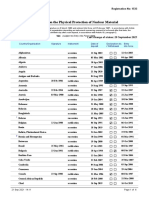
- CPPNM StatusDocument6 pagesCPPNM StatusAbdalrahman Taha (Jíɾaïya)No ratings yet
- APR1400 SSAR-Ch13-Conduct of OperationsDocument26 pagesAPR1400 SSAR-Ch13-Conduct of OperationsAbdalrahman Taha (Jíɾaïya)No ratings yet
- Egypt VTE2 Agenda v.9Document8 pagesEgypt VTE2 Agenda v.9Abdalrahman Taha (Jíɾaïya)No ratings yet
- APR1400 SSAR-Ch18-Human Factors EngineeringDocument153 pagesAPR1400 SSAR-Ch18-Human Factors EngineeringAbdalrahman Taha (Jíɾaïya)No ratings yet
- Nuclear Forensics-Beyond The ScienceDocument65 pagesNuclear Forensics-Beyond The ScienceAbdalrahman Taha (Jíɾaïya)No ratings yet
- APR1400 SSAR-Ch17-Quality Assurance ProgramDocument39 pagesAPR1400 SSAR-Ch17-Quality Assurance ProgramAbdalrahman Taha (Jíɾaïya)No ratings yet
- APR1400 SSAR-Ch14-Initial Test ProgramDocument238 pagesAPR1400 SSAR-Ch14-Initial Test ProgramAbdalrahman Taha (Jíɾaïya)No ratings yet
- International Nuclear Security Advisory Service (INSServ) GuidelinesDocument75 pagesInternational Nuclear Security Advisory Service (INSServ) GuidelinesAbdalrahman Taha (Jíɾaïya)No ratings yet
- Lessons LearnedDocument20 pagesLessons LearnedAbdalrahman Taha (Jíɾaïya)No ratings yet
- evtXXXXXXX - Form - C NewDocument1 pageevtXXXXXXX - Form - C NewAbdalrahman Taha (Jíɾaïya)No ratings yet
- W-LFR 2020Document17 pagesW-LFR 2020Abdalrahman Taha (Jíɾaïya)No ratings yet
- 英文Document7 pages英文Abdalrahman Taha (Jíɾaïya)No ratings yet
- Hgfkuygfuyglijhg, KFHVLKJHFDocument26 pagesHgfkuygfuyglijhg, KFHVLKJHFAbdalrahman Taha (Jíɾaïya)No ratings yet
- PEACERDocument2 pagesPEACERAbdalrahman Taha (Jíɾaïya)No ratings yet
- Brest Od 300Document2 pagesBrest Od 300Abdalrahman Taha (Jíɾaïya)No ratings yet
- Clear IDocument2 pagesClear IAbdalrahman Taha (Jíɾaïya)No ratings yet
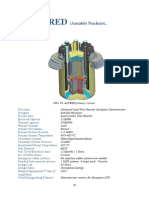
- Alfred (LMFR)Document2 pagesAlfred (LMFR)Abdalrahman Taha (Jíɾaïya)No ratings yet
- Wano Indicators 2021Document6 pagesWano Indicators 2021Abdalrahman Taha (Jíɾaïya)No ratings yet
- 2021-05-18 FORATOM IFTF ReportDocument28 pages2021-05-18 FORATOM IFTF ReportAbdalrahman Taha (Jíɾaïya)No ratings yet
- Consumer Authorization To Furnish and Release InformationDocument2 pagesConsumer Authorization To Furnish and Release InformationFoster BondNo ratings yet
- PPS Chapter 2Document7 pagesPPS Chapter 2VAISHNAVI RAJENDRA ARORANo ratings yet
- 47PFL8606D 78Document179 pages47PFL8606D 78Nelson PintoNo ratings yet
- Manual Blender 2.78 (1683 Páginas)Document2 pagesManual Blender 2.78 (1683 Páginas)Jose F CDNo ratings yet
- IS4 Switch MIS5022 User Manual Rev 1.2Document54 pagesIS4 Switch MIS5022 User Manual Rev 1.2Matteo Pio OlivieriNo ratings yet
- Career Change To Administrative Assistant Cover LetterDocument9 pagesCareer Change To Administrative Assistant Cover Letterbcqxqha3100% (1)
- Alfresco 0 Day PDFDocument14 pagesAlfresco 0 Day PDFlalmarosNo ratings yet
- FlexSight LS2000 Optical IR Gas Detector Instruction ManualDocument67 pagesFlexSight LS2000 Optical IR Gas Detector Instruction ManualAmmar ZulfiqarNo ratings yet
- How To Reset Password Quick Guide: Hikvision Technical Support TeamDocument15 pagesHow To Reset Password Quick Guide: Hikvision Technical Support TeamShailendra YadavNo ratings yet
- 7 Tools For The Quality Journey: Dr. Maricel Correa GalangDocument23 pages7 Tools For The Quality Journey: Dr. Maricel Correa Galangfull sunNo ratings yet
- An Observational Study of The Implications of Influencer Culture and The Rise of MisinformationDocument3 pagesAn Observational Study of The Implications of Influencer Culture and The Rise of MisinformationSarah KhurshidNo ratings yet
- Configuration For CA-7 - IBM DocumentationDocument7 pagesConfiguration For CA-7 - IBM DocumentationFedericopolidoro Polidoro NicolettiNo ratings yet
- ComcaleDocument8 pagesComcalemrparadichlorobenzeneNo ratings yet
- 10 Nutritional Tips - Top Nutritional Tips For A Stronger, Healthier and HappierDocument12 pages10 Nutritional Tips - Top Nutritional Tips For A Stronger, Healthier and HappierPhilippe DioufNo ratings yet
- Effect of Water Injection On Reservoir Performance ofDocument18 pagesEffect of Water Injection On Reservoir Performance ofKacha SmitNo ratings yet
- Hewan Tegegne Gse 7806 12Document26 pagesHewan Tegegne Gse 7806 12tsegazelalemNo ratings yet
- GXW WP Extending Analog Lines 0Document3 pagesGXW WP Extending Analog Lines 0Kmaras KsaNo ratings yet
- Pariksha Vani Jeev Vigyan Book PDFDocument130 pagesPariksha Vani Jeev Vigyan Book PDFDHUVADU JAGANATHAM100% (3)
- Cheatsheet PDFDocument2 pagesCheatsheet PDFShadhil MajeedNo ratings yet
- Basic Linear Algebra For Deep Learning and Machine Learning Python Tutorial - by Towards AI Team - Towards AI - Oct, 2020 - Medium PDFDocument33 pagesBasic Linear Algebra For Deep Learning and Machine Learning Python Tutorial - by Towards AI Team - Towards AI - Oct, 2020 - Medium PDFAbhinandan ChatterjeeNo ratings yet
- Management Review MinutesDocument5 pagesManagement Review MinutesGetahunNo ratings yet
- Sewn Products Machinery and EquipmentDocument38 pagesSewn Products Machinery and EquipmentAneesha PandaNo ratings yet
- Autonomous Car: Government College of Engineering, AmravatiDocument28 pagesAutonomous Car: Government College of Engineering, AmravatiSaritaNo ratings yet
- Employer'S Virtual Pag-Ibig Enrollment Form: Address and Contact DetailsDocument2 pagesEmployer'S Virtual Pag-Ibig Enrollment Form: Address and Contact DetailstheffNo ratings yet
- Outdoor Cloud Managed Wi-Fi 6 Access PointDocument5 pagesOutdoor Cloud Managed Wi-Fi 6 Access Pointikponmwosa olotuNo ratings yet






























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)