Download as pdf or txt
You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- US Army Mechanic Metal Auto Body RepairDocument108 pagesUS Army Mechanic Metal Auto Body RepairSpace_Hulker100% (2)
- Var - Pai - Fun Rev - 2 PDFDocument108 pagesVar - Pai - Fun Rev - 2 PDFMaffone NumerounoNo ratings yet
- Abrasive Jet Machining (AJM) : Material RemovalDocument23 pagesAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaNo ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Abrasivejetmachining 140807145517 Phpapp02Document13 pagesAbrasivejetmachining 140807145517 Phpapp02taufiqwahyuNo ratings yet
- Abrasive Jet MachiningDocument11 pagesAbrasive Jet Machiningsoban singh negiNo ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- Abrasive Jet MachiningDocument8 pagesAbrasive Jet MachiningRanjith KaruturiNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- Chapter2 - AJMDocument13 pagesChapter2 - AJMKurniawan ChaniagoNo ratings yet
- Dept. of Aero & Auto, M.I.T, ManipalDocument138 pagesDept. of Aero & Auto, M.I.T, ManipalDpt HtegnNo ratings yet
- Abrasive Jet MachiningDocument20 pagesAbrasive Jet MachiningAman C GoudNo ratings yet
- UCMP II UnitDocument59 pagesUCMP II Unit18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Mechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMDocument31 pagesMechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMsajjad NNo ratings yet
- Ajm PDFDocument14 pagesAjm PDFvs.krishnakanthNo ratings yet
- Abrasive Jet Machining: DefinitionDocument9 pagesAbrasive Jet Machining: Definition18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Unit 1 - AMTDocument38 pagesUnit 1 - AMTLavishNo ratings yet
- AJMDocument20 pagesAJMAkshay MuleNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- Abrasive Jet Machine - AbstractDocument6 pagesAbrasive Jet Machine - AbstractManju KbNo ratings yet
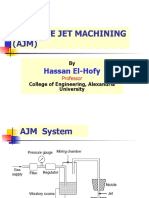
- Abrasive Jet Machining (AJM) : Hassan El-HofyDocument29 pagesAbrasive Jet Machining (AJM) : Hassan El-Hofypeci 4646No ratings yet
- (PC Me 701)Document43 pages(PC Me 701)Suvodip MaityNo ratings yet
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocument11 pagesA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaNo ratings yet
- Abrasive Jet Machining (AJM) : Unit 3Document54 pagesAbrasive Jet Machining (AJM) : Unit 3Satish SatiNo ratings yet
- Persentasi B.inggris 2Document17 pagesPersentasi B.inggris 2Mustakim AnsoriNo ratings yet
- Me2026 - Unconventional Machining ProcessesDocument77 pagesMe2026 - Unconventional Machining ProcessesRashida BegumNo ratings yet
- CH-5, Advanced (Nano-Traditional) Machining ProcessDocument22 pagesCH-5, Advanced (Nano-Traditional) Machining ProcessAbreham DerejeNo ratings yet
- Ajm - 1st Lecture Chapter2Document16 pagesAjm - 1st Lecture Chapter2KAMALJEET SINGHNo ratings yet
- USM IntroductionDocument28 pagesUSM IntroductionPuqing JiangNo ratings yet
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningTejas SuratiNo ratings yet
- Thesis On Abrasive Jet MachiningDocument4 pagesThesis On Abrasive Jet Machiningfjcz1j5g100% (2)
- Abrasive Jet MachiningDocument30 pagesAbrasive Jet MachiningMr PotatoNo ratings yet
- AJM 1 - Process ParameterDocument4 pagesAJM 1 - Process ParameterDevendra SinghNo ratings yet
- Unit 11Document28 pagesUnit 11Akash KumarNo ratings yet
- Abrasive Jet MachiningDocument29 pagesAbrasive Jet MachiningSRIKANTH PATELNo ratings yet
- Chapter Five: Non-Traditional Machining Processes Dawit DebashDocument103 pagesChapter Five: Non-Traditional Machining Processes Dawit Debashchala nigussieNo ratings yet
- Design and Fabrication of Abrasive Jet MachineDocument16 pagesDesign and Fabrication of Abrasive Jet MachineganeshNo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- AFMpptDocument9 pagesAFMpptbt21107002 Khushi YadavNo ratings yet
- Ajm Advantages, Disadvantages and ApplicationsDocument5 pagesAjm Advantages, Disadvantages and Applicationshassan31798No ratings yet
- Ajm SBPDocument28 pagesAjm SBPShrikrushna MaliNo ratings yet
- Abrasive Water Jet Machining (Awjm)Document4 pagesAbrasive Water Jet Machining (Awjm)Tanu RdNo ratings yet
- 1 - AJM Process PDFDocument11 pages1 - AJM Process PDFRaj VeerNo ratings yet
- UcmpDocument44 pagesUcmpParanthaman RamanNo ratings yet
- Water Jet Cutting: V.Loganathan M-Tech (PDM)Document34 pagesWater Jet Cutting: V.Loganathan M-Tech (PDM)Hemanth KumarNo ratings yet
- Non Traditional MachiningDocument57 pagesNon Traditional MachiningHARSH MALVIYANo ratings yet
- Abrasive CuttingDocument7 pagesAbrasive CuttinggaborodcNo ratings yet
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- GGGGDocument6 pagesGGGGhimanshuchaudhary5No ratings yet
- Chapter 1 - 012010Document93 pagesChapter 1 - 012010muhamadsaidiNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Chapter # 2Document31 pagesChapter # 2Anonymous N73Nk4RwsNo ratings yet
- Chapter # 1Document27 pagesChapter # 1Anonymous N73Nk4RwsNo ratings yet
- 8: Potential Energy & Conservation of EnergyDocument1 page8: Potential Energy & Conservation of EnergyAnonymous N73Nk4RwsNo ratings yet
- Quiz No. 1Document1 pageQuiz No. 1Anonymous N73Nk4RwsNo ratings yet
- Industrial Cleaning - Source Book PDFDocument58 pagesIndustrial Cleaning - Source Book PDFJhony LopesNo ratings yet
- Application Guide Barrier 80Document8 pagesApplication Guide Barrier 80adeoye_okunoyeNo ratings yet
- ISO 11126-1 1998R Surface PrepDocument12 pagesISO 11126-1 1998R Surface PrepRejo V. MathewNo ratings yet
- Dod P 16232F PDFDocument24 pagesDod P 16232F PDFMichael SkrableNo ratings yet
- Coating Reference HandbookDocument145 pagesCoating Reference HandbookJessie Pimentel100% (4)
- Mechanism of Wear in HSS Cutting ToolsDocument31 pagesMechanism of Wear in HSS Cutting ToolsRamanand YadavNo ratings yet
- A-Z Terms Related To Footware ProductionDocument80 pagesA-Z Terms Related To Footware ProductionSharoon S RaoNo ratings yet
- Inspection HandbookDocument126 pagesInspection Handbooksteffy18295% (21)
- Standard Test Methods For Abrasion Resistance of Organic Coatings by Falling AbrasiveDocument5 pagesStandard Test Methods For Abrasion Resistance of Organic Coatings by Falling AbrasiveMaria Paulina Holguin PatiñoNo ratings yet
- 1A BasfDocument19 pages1A BasfMIGUEL ARRIAGADANo ratings yet
- CatalogDocument10 pagesCataloglangtu2011No ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Grinding and FinishingDocument84 pagesGrinding and FinishingAjay PundirNo ratings yet
- W-c-ss-014 Steel Coating Works SpecificationsDocument23 pagesW-c-ss-014 Steel Coating Works SpecificationswanroselanNo ratings yet
- Mini Belt Grinder Project Jounal 4Document3 pagesMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarNo ratings yet
- Get TRDocDocument185 pagesGet TRDockfrisch1229No ratings yet
- ME 006-ME41S1 - Materials Engineering: Ceramics 1. DefinitionDocument7 pagesME 006-ME41S1 - Materials Engineering: Ceramics 1. Definitionashley bendanaNo ratings yet
- US20010024927A1Document7 pagesUS20010024927A1MahnooshNo ratings yet
- O247894v21 160992A2V8 201611Document97 pagesO247894v21 160992A2V8 201611Dandung Yunianto123No ratings yet
- t15b03-0102 - 0painting Specification For Whb&Steam DrumDocument36 pagest15b03-0102 - 0painting Specification For Whb&Steam DrumMuhammedHafisNo ratings yet
- 47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11Document22 pages47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11dimitrisNo ratings yet
- Engineering ManualDocument59 pagesEngineering ManualHuiFrankyNo ratings yet
- Instruction Manual Guide D'Utilisation Manual de InstruccionesDocument48 pagesInstruction Manual Guide D'Utilisation Manual de InstruccionesKeops MontealegreNo ratings yet
- Abrasive Jet Machining (AJM), Water Jet Machining (WJM), Abrasive Water Jet Machining (AWJM)Document24 pagesAbrasive Jet Machining (AJM), Water Jet Machining (WJM), Abrasive Water Jet Machining (AWJM)Shubham BorseNo ratings yet
- Perform Foot Spa: Learning OutcomesDocument12 pagesPerform Foot Spa: Learning OutcomesDonna GauiranNo ratings yet
- Name: Bharat Ratna Mishra REGD. 0901341092 Guide: Er. Bijay JaiswalDocument17 pagesName: Bharat Ratna Mishra REGD. 0901341092 Guide: Er. Bijay JaiswalSuhana MishraNo ratings yet
- Lapping Process - Definition, Working Principle, Types, Material, Advantages, Application (Notes With PDF) - Learn MechanicalDocument13 pagesLapping Process - Definition, Working Principle, Types, Material, Advantages, Application (Notes With PDF) - Learn MechanicalMirko DujmićNo ratings yet
- 8206 PDFDocument74 pages8206 PDFbahabahabahaNo ratings yet