Download as pdf or txt
You might also like
- Hazop For ReactorDocument2 pagesHazop For ReactorHuda100% (1)
- Distillation Column HAZOPDocument6 pagesDistillation Column HAZOPAhmer SohailNo ratings yet
- Methanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedDocument12 pagesMethanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedAin SyuhadaNo ratings yet
- Case Study 2Document2 pagesCase Study 2SyafiyatulMunawarahNo ratings yet
- Hazop For CSTRDocument3 pagesHazop For CSTRRomel Leo100% (1)
- HAZOP Neautralization ReactorDocument4 pagesHAZOP Neautralization ReactorIssyahira Ernie100% (1)
- HAZOP Write UpDocument3 pagesHAZOP Write UpGlacier Ramkissoon100% (1)
- Hazop EvaporatorDocument2 pagesHazop Evaporatorchemeng22033% (3)
- SB 8540.3 - 1800 and 2000 Industrial RegDocument12 pagesSB 8540.3 - 1800 and 2000 Industrial RegImam BuchairiNo ratings yet
- Hydraulic BenchDocument18 pagesHydraulic Benchchesca marasigan100% (1)
- HAZOP On Distillation ColumnDocument1 pageHAZOP On Distillation Columnmuhammad arslan100% (1)
- HAZOP Studies On Distillation ColumnDocument3 pagesHAZOP Studies On Distillation ColumnHaneen HamamNo ratings yet
- R - Set 2 HazopDocument2 pagesR - Set 2 HazopSynthia RashidNo ratings yet
- HAzopDocument2 pagesHAzopMehran IsgandarliNo ratings yet
- Figure 1 Proposed Schematic Diagram of Lotion ProcessDocument8 pagesFigure 1 Proposed Schematic Diagram of Lotion ProcessAltheaBNo ratings yet
- Hazop Study PrintDocument11 pagesHazop Study PrintKetan PatelNo ratings yet
- HAZOP and HAZANDocument7 pagesHAZOP and HAZANgh TanNo ratings yet
- Hazop Quiz 1 KPK A - 5008211044 - Terra Nanda ADocument3 pagesHazop Quiz 1 KPK A - 5008211044 - Terra Nanda AspecchioterraNo ratings yet
- FMEA Boiler PDFDocument2 pagesFMEA Boiler PDFBhavya SoamNo ratings yet
- FMEA BoilerDocument2 pagesFMEA BoilerKevin FloresNo ratings yet
- FMEA BoilerDocument2 pagesFMEA Boilersykin_fazilNo ratings yet
- 6402683ศุภนิดา พรหมมาDailycheckDocument1 page6402683ศุภนิดา พรหมมาDailychecksupantda8241No ratings yet
- FMEA BoilerDocument2 pagesFMEA Boilerraito100% (1)
- Hazorp For Shell and Tube Heat ExchangerDocument6 pagesHazorp For Shell and Tube Heat ExchangerSuraya AfriyaniNo ratings yet
- Safety and Hazard Analysis ProjectDocument16 pagesSafety and Hazard Analysis ProjectGautham Krishna KbNo ratings yet
- UntitledDocument6 pagesUntitledNour AzziNo ratings yet
- Hazard and Operability StudyDocument43 pagesHazard and Operability Studyhell oNo ratings yet
- Final AssignmentDocument14 pagesFinal Assignmentquik silvaNo ratings yet
- Hazop Gas Co UmnDocument3 pagesHazop Gas Co Umnrafia afzalNo ratings yet
- Example: HAZOP Analysis of A Fueling Terminal For A BargeDocument4 pagesExample: HAZOP Analysis of A Fueling Terminal For A BargeBharat LalNo ratings yet
- Maintenance ApproachDocument4 pagesMaintenance ApproachBarathNo ratings yet
- HAZOP Table Week 8Document2 pagesHAZOP Table Week 8Lavender Man100% (2)
- Deaerator Troubleshooting Symptom Possible Causes Comments or Possible SolutionsDocument2 pagesDeaerator Troubleshooting Symptom Possible Causes Comments or Possible SolutionsRizki DarmawanNo ratings yet
- Guide Word Deviation Causes Consequences ActionDocument1 pageGuide Word Deviation Causes Consequences ActionHisyamuddin AliahNo ratings yet
- HAZOPDocument2 pagesHAZOPKashaf JahangirNo ratings yet
- HE - Set 3Document3 pagesHE - Set 3Synthia RashidNo ratings yet
- I. Brief On Process Unit Description Including Design Intents.Document6 pagesI. Brief On Process Unit Description Including Design Intents.izzhamizmNo ratings yet
- 10 Common Wastewater Pump Issues-20141014Document77 pages10 Common Wastewater Pump Issues-20141014Manoj NairNo ratings yet
- Trouble Shooting of Screw Sludge DehydratorDocument3 pagesTrouble Shooting of Screw Sludge Dehydratorbresler_linNo ratings yet
- Tutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredDocument3 pagesTutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredSyafiyatulMunawarahNo ratings yet
- HAZOP Reactor AutosavedDocument9 pagesHAZOP Reactor Autosavedmiza adlinNo ratings yet
- Operating & Maintenance Instructions: Type of Damage Cause Response External Leakage From Gas ValveDocument2 pagesOperating & Maintenance Instructions: Type of Damage Cause Response External Leakage From Gas ValveBill MurrayNo ratings yet
- Missioning Report - Sprinkler SystemDocument1 pageMissioning Report - Sprinkler SystemRaj KamalNo ratings yet
- Missioning Report - WLD SystemDocument1 pageMissioning Report - WLD SystemRaj KamalNo ratings yet
- Commonly Missed Overpressure Scenarios - SmithBurgess, Wahid WakilDocument40 pagesCommonly Missed Overpressure Scenarios - SmithBurgess, Wahid WakilJacekNo ratings yet
- Qegu HazopDocument3 pagesQegu HazopYonelaNo ratings yet
- Glosar TehnicDocument6 pagesGlosar TehnicAndreea IvanNo ratings yet
- SHM Practical 11 - Apply HAZOP Method Using A Case StudyDocument5 pagesSHM Practical 11 - Apply HAZOP Method Using A Case StudyBhaliya AadityaNo ratings yet
- Maintenance of Mechanical Systems in Buildings: Defects in Building ServicesDocument8 pagesMaintenance of Mechanical Systems in Buildings: Defects in Building ServicesPriyankaNo ratings yet
- Hazop Assignment FullDocument8 pagesHazop Assignment FullNhut NguyenNo ratings yet
- Hazard and Operability Study (Hazop)Document16 pagesHazard and Operability Study (Hazop)Usman KhalidNo ratings yet
- 4.SMP Boiler Feed Pump (BFP)Document10 pages4.SMP Boiler Feed Pump (BFP)Abdullatif umatiyaNo ratings yet
- WW Flyer WELLSHARP Oil Gas Operator Representative OGORDocument3 pagesWW Flyer WELLSHARP Oil Gas Operator Representative OGORNeemias TavaresNo ratings yet
- Semiautomated Analyzers Basics: Dr. Wahid Ali Dept. of Pathology, KGMUDocument18 pagesSemiautomated Analyzers Basics: Dr. Wahid Ali Dept. of Pathology, KGMUAditya SrivastavaNo ratings yet
- Vinyl Chloride ProductionDocument11 pagesVinyl Chloride ProductionHabib Maulana YasmintoNo ratings yet
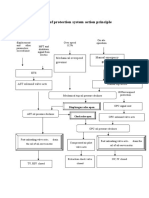
- Brief Summary of Protection System Action Principle: Mechanical Overspeed Governor Manual Emergency GovernorDocument1 pageBrief Summary of Protection System Action Principle: Mechanical Overspeed Governor Manual Emergency GovernorKARTHIKEYANNo ratings yet
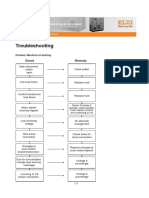
- Compressor Trouble ShoutingDocument7 pagesCompressor Trouble ShoutingDhiraj ShrivastavNo ratings yet
- Why It Pays To Maintain Your BoilerDocument2 pagesWhy It Pays To Maintain Your BoilerOmar KhaledNo ratings yet
- ValvesDocument86 pagesValvesJeffrey CaparasNo ratings yet
- Plant Hazard Identification and Worst Case Scenario 2022Document6 pagesPlant Hazard Identification and Worst Case Scenario 2022Andreia BrandaoNo ratings yet
- Carta PsicrométricaDocument2 pagesCarta PsicrométricaAndreia BrandaoNo ratings yet
- TLQV Ethyl LactateDocument1 pageTLQV Ethyl LactateAndreia BrandaoNo ratings yet
- Abstract LCADocument1 pageAbstract LCAAndreia BrandaoNo ratings yet
- Centrifugal CompressorsDocument121 pagesCentrifugal Compressorsjdgh1986No ratings yet
- Pedal Operated Water Filtration System (Mobifilt) : Research ArticleDocument5 pagesPedal Operated Water Filtration System (Mobifilt) : Research ArticleGajanan MaliNo ratings yet
- SGBP-I0-DWI-001 Instrument Index Asbuilt Rev.0Document5 pagesSGBP-I0-DWI-001 Instrument Index Asbuilt Rev.0anis.fuad2501No ratings yet
- C.O.P Derivation and Thermodynamic Calculation of Ammonia-Water Vapor Absorption Refrigeration System-2 PDFDocument10 pagesC.O.P Derivation and Thermodynamic Calculation of Ammonia-Water Vapor Absorption Refrigeration System-2 PDFErGiteshAroraNo ratings yet
- Thermoquations SummarryDocument2 pagesThermoquations Summarryhthaier4062No ratings yet
- Euro-Composites Panel Datasheet EC-PA Aviation PanelsDocument1 pageEuro-Composites Panel Datasheet EC-PA Aviation PanelsWurstNo ratings yet
- BrochureDocument28 pagesBrochurePapa100% (1)
- Turbo MachineryDocument4 pagesTurbo MachineryRoshan ShanmughanNo ratings yet
- FLuid LabDocument7 pagesFLuid LabArik EthanNo ratings yet
- (1B) Gaseous FuelsDocument41 pages(1B) Gaseous FuelsJadin Zam DoctoleroNo ratings yet
- VCR Theory NewDocument18 pagesVCR Theory NewPranay TinkuNo ratings yet
- Pressure Reducing Valve - Test and AdjustDocument4 pagesPressure Reducing Valve - Test and AdjustHendra MonoNo ratings yet
- So PL AdoresDocument12 pagesSo PL AdorescarlosNo ratings yet
- Activity 4. Lab ReportDocument8 pagesActivity 4. Lab ReportMIGUEL ANGEL MORALES ESTRADANo ratings yet
- UOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationDocument30 pagesUOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationKevin DrummNo ratings yet
- Toaz - Info Gas Laws Lesson Plan PRDocument10 pagesToaz - Info Gas Laws Lesson Plan PRRaj ChauhanNo ratings yet
- Data, Calculation and GraphDocument14 pagesData, Calculation and GraphJonathon JohnNo ratings yet
- Manual Instalator Smart CAIDocument36 pagesManual Instalator Smart CAIIoan-ovidiu PusaNo ratings yet
- Condensate GuidelinesDocument54 pagesCondensate GuidelinesMajid Hamidi DadgarNo ratings yet
- TRANSPORT PHENOMENA - Unit 2 NotesDocument128 pagesTRANSPORT PHENOMENA - Unit 2 NotesRathi ManiNo ratings yet
- 198 - SAEP-352 Welding Code PDFDocument3 pages198 - SAEP-352 Welding Code PDFMustak Roja100% (1)
- Flare Gas Recovery - Olefin Plants PDFDocument5 pagesFlare Gas Recovery - Olefin Plants PDFChem.EnggNo ratings yet
- Ce 370 - Centrifugal Pump CharacteristicsDocument29 pagesCe 370 - Centrifugal Pump CharacteristicsMohamed Abd El RahmanNo ratings yet
- WWW - Manaresults.Co - In: II B. Tech II Semester Supplementary Examinations, November - 2018 Thermal Engineering-IDocument2 pagesWWW - Manaresults.Co - In: II B. Tech II Semester Supplementary Examinations, November - 2018 Thermal Engineering-Iashoku24007No ratings yet
- Atkins Chapter 4Document41 pagesAtkins Chapter 4Anonymous Su5mGPPMNo ratings yet
- NGL CT 1 0000 Pi SP 2013 D1 PDFDocument21 pagesNGL CT 1 0000 Pi SP 2013 D1 PDFAnonymous cVnKDdhNo ratings yet
- Advanced Pump DiagnosticsDocument8 pagesAdvanced Pump DiagnosticsSteven A McMurrayNo ratings yet
- Ultra Frac TraysDocument4 pagesUltra Frac TraysAhmed Al-HashmiNo ratings yet