Download as pdf or txt
You might also like
- Wang in Love and Bondage by Wang XiaoboDocument172 pagesWang in Love and Bondage by Wang XiaoboAndy Rapt100% (2)
- RF 265 266 Ab Samsung Refri PDFDocument107 pagesRF 265 266 Ab Samsung Refri PDFaderlochNo ratings yet
- Meat Inspection in The Abattoir in CameroonDocument122 pagesMeat Inspection in The Abattoir in CameroonKevine Kenmoe MocheNo ratings yet
- Specialty ConnectorsDocument62 pagesSpecialty ConnectorsLuis David Concha CastilloNo ratings yet
- FMCTI 1505 Brochure081414200Document6 pagesFMCTI 1505 Brochure081414200Zohaib MaqboolNo ratings yet
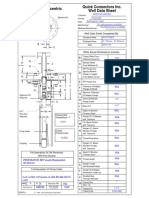
- Iso 13679 Connection Testing: Test DatasheetDocument2 pagesIso 13679 Connection Testing: Test DatasheetMostafa HashemiNo ratings yet
- AS71051BDocument27 pagesAS71051Braviraj londhe100% (1)
- THD3602 ExaminationDocument13 pagesTHD3602 ExaminationGarry Van der Beek100% (1)
- ARCHITECT PHILIPPINES Outline Spec For ArkiDocument39 pagesARCHITECT PHILIPPINES Outline Spec For ArkiBenjie LatrizNo ratings yet
- Mil R 83248CDocument20 pagesMil R 83248C이형주No ratings yet
- Chanjot ReportDocument18 pagesChanjot ReportKumud BadoniNo ratings yet
- JY7903 Series Oil-Resistant Sealing GreaseDocument2 pagesJY7903 Series Oil-Resistant Sealing GreaseilkerkozturkNo ratings yet
- Metallurgical Factors Influencing The Machinability of Inconel 718 - SchirraDocument12 pagesMetallurgical Factors Influencing The Machinability of Inconel 718 - SchirraAntonioNo ratings yet
- DRAFT IEEE Recommended Practice For Field Testing Electric Submersible Pump CableDocument28 pagesDRAFT IEEE Recommended Practice For Field Testing Electric Submersible Pump CableJairo Jaramillo100% (1)
- Astm F 541-04Document6 pagesAstm F 541-04Jorge ToribioNo ratings yet
- 28.GOMA Pump T-8000 CatalougeDocument2 pages28.GOMA Pump T-8000 Catalougeramesh babuNo ratings yet
- Acme Thread 29 Formulas Depth 0.5/N+0.01Document6 pagesAcme Thread 29 Formulas Depth 0.5/N+0.01Dhanraj VasanthNo ratings yet
- 731 AaDocument101 pages731 AaasdasdNo ratings yet
- Gasket Application and Material Selection GuideDocument10 pagesGasket Application and Material Selection GuideTieu KakaNo ratings yet
- P3000-2 Data Sheet Rev.1Document1 pageP3000-2 Data Sheet Rev.1Omar Alexander PerazaNo ratings yet
- P6E BB 6000psig-CDIDocument4 pagesP6E BB 6000psig-CDIJavier EspinosaNo ratings yet
- Crouse Hint PDFDocument180 pagesCrouse Hint PDFJEFFERSON ALEJANDRO MURILLO CAPERANo ratings yet
- Iso 21630-2007Document28 pagesIso 21630-2007sleiman shokrNo ratings yet
- Jars Accelerators Hydraulic NS 1 A4 2watermarkedDocument15 pagesJars Accelerators Hydraulic NS 1 A4 2watermarkedislam atifNo ratings yet
- JFE CasingDocument40 pagesJFE CasingezrawongNo ratings yet
- Flange Design: Welding UnitsDocument0 pagesFlange Design: Welding Unitsabhi1648665No ratings yet
- 6328 Stoody Hardbanding Manual 62-1216Document12 pages6328 Stoody Hardbanding Manual 62-1216Cesar ObesoNo ratings yet
- Erifon CLS Series: Key Benefits DescriptionDocument2 pagesErifon CLS Series: Key Benefits DescriptionEsdras Albuquerque100% (1)
- Enviando DS-Cameron-In-Service Condition of Cameron® D-DL Annular BOPDocument2 pagesEnviando DS-Cameron-In-Service Condition of Cameron® D-DL Annular BOPcarlosorizabaNo ratings yet
- Mil STD 2193C PDFDocument23 pagesMil STD 2193C PDFJoaquina_JoaquinaNo ratings yet
- Maverick Valves CatalogueDocument84 pagesMaverick Valves Cataloguer4mms3sNo ratings yet
- Viking: Product ManualDocument26 pagesViking: Product ManualMailson Apaza KatataNo ratings yet
- Netzsch BOPDocument2 pagesNetzsch BOPrps1977No ratings yet
- Grasa para Tuberia Bestolife 2000Document4 pagesGrasa para Tuberia Bestolife 2000Haiber BurgosNo ratings yet
- SPT Cynara Co2 BrochureDocument2 pagesSPT Cynara Co2 BrochurexaxaxNo ratings yet
- FED-STD-H28-23 Screw Thread Standards For Federal Services Section 23 Class 5 Interference-Fit SDocument8 pagesFED-STD-H28-23 Screw Thread Standards For Federal Services Section 23 Class 5 Interference-Fit Sahmed AwadNo ratings yet
- Bridon Service Procedure 1Document5 pagesBridon Service Procedure 1Ahmed ButtNo ratings yet
- Catalogo 511Document4 pagesCatalogo 511Luis Oswaldo R PNo ratings yet
- Hempel's Decorative Manual PDFDocument91 pagesHempel's Decorative Manual PDFBalasubramanian AnanthNo ratings yet
- Mckissick RJ Style Drilling BlocksDocument1 pageMckissick RJ Style Drilling BlocksRichard EVNo ratings yet
- SEALINE Catalog 2021Document20 pagesSEALINE Catalog 2021ddNo ratings yet
- James Walker o Ring Catalogue PDFDocument32 pagesJames Walker o Ring Catalogue PDFVinayNo ratings yet
- Iso 16028 1999Document9 pagesIso 16028 1999MussardNo ratings yet
- Deadline AnchorDocument1 pageDeadline AnchorVijay KotiNo ratings yet
- Sferova API6 Ball Valve CatalogueDocument27 pagesSferova API6 Ball Valve CatalogueWong JowoNo ratings yet
- IECEx CML 14.0047X 0 PDFDocument7 pagesIECEx CML 14.0047X 0 PDFINSTECH ServicesNo ratings yet
- Knife Gate Valve - AVKCMSDocument2 pagesKnife Gate Valve - AVKCMSjuantamad02No ratings yet
- KyokutoDocument39 pagesKyokutomuslimtelkompolsriNo ratings yet
- 5CRA Errata PDFDocument1 page5CRA Errata PDFParewa ScorpNo ratings yet
- Hydraulics CurriculumDocument8 pagesHydraulics CurriculumChris ChrisNo ratings yet
- 39GC C12 1PD 1 - CarrierDocument27 pages39GC C12 1PD 1 - Carrierks aksNo ratings yet
- Supplementary Specification To API 17D Subsea Trees: DecemberDocument42 pagesSupplementary Specification To API 17D Subsea Trees: DecemberAlejandro Sánchez LópezNo ratings yet
- DPI 610 / 615 IS: Intrinsically Safe Portable Pressure CalibratorDocument76 pagesDPI 610 / 615 IS: Intrinsically Safe Portable Pressure Calibratorengineer080602No ratings yet
- As 3791-1991 Hydraulic HoseDocument7 pagesAs 3791-1991 Hydraulic HoseSAI Global - APAC50% (2)
- CamesaEMC Catalog 12-2013 7Document1 pageCamesaEMC Catalog 12-2013 7Gerardo LizardoNo ratings yet
- GPT - Honeywell Pressure SensorDocument10 pagesGPT - Honeywell Pressure SensorKaran Bir SinghNo ratings yet
- Teesing Type of ThreadDocument13 pagesTeesing Type of ThreadVic Blázquez100% (1)
- Fed-Std-H28-14a-1983+notice 2019Document12 pagesFed-Std-H28-14a-1983+notice 2019Anthony WeaverNo ratings yet
- Ico3s Iom ManualDocument2 pagesIco3s Iom ManualAditya B. RyantoNo ratings yet
- FH18 35(21)英文说明书Document16 pagesFH18 35(21)英文说明书ADM MTCNo ratings yet
- Sae J122-2017Document12 pagesSae J122-2017phan hoai nam PhanNo ratings yet
- SAE J940-2019-07 - (Glossary-Carbon Steel Sheet-Strip-Terms)Document11 pagesSAE J940-2019-07 - (Glossary-Carbon Steel Sheet-Strip-Terms)Silverio AcuñaNo ratings yet
- Sae J33-2017Document6 pagesSae J33-2017Vedpal Singh ChoudharyNo ratings yet
- Aerospace Material SpecificationDocument8 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Dick de Graaf, Beyond Borders. Broadening The Artistic Palette of (Composing) Improvisers in Jazz., Academy of Creative and Performing Arts, 2017Document47 pagesDick de Graaf, Beyond Borders. Broadening The Artistic Palette of (Composing) Improvisers in Jazz., Academy of Creative and Performing Arts, 2017Daniel FischlinNo ratings yet
- Vxflex Data SheetDocument5 pagesVxflex Data SheetJesus SantiagoNo ratings yet
- Pengaruh Pendidikan Kesehatan Tentang Kekerasan DalamDocument10 pagesPengaruh Pendidikan Kesehatan Tentang Kekerasan DalamDhaveFebby PapuanaNo ratings yet
- Ibpm 4Document64 pagesIbpm 4Miguel Angel HernandezNo ratings yet
- Senator Jinggoy Ejercito EstradaDocument7 pagesSenator Jinggoy Ejercito EstradaNatsudeeNo ratings yet
- Extended Abstract Comparison of Effectiveness of The Various Species of Citrus' Peels As Styrofoam DecomposerDocument3 pagesExtended Abstract Comparison of Effectiveness of The Various Species of Citrus' Peels As Styrofoam DecomposerKen EzekielNo ratings yet
- Learning Activity Sheet in Mapeh 9: Science and Technology Education CenterDocument5 pagesLearning Activity Sheet in Mapeh 9: Science and Technology Education CenterRuisriseNo ratings yet
- 09 PDFDocument20 pages09 PDFEr R K MehtaNo ratings yet
- Guia de Instalacion MinioDocument18 pagesGuia de Instalacion MinioComercializadora MK ComunicacionesNo ratings yet
- Practical Research 1 5Document36 pagesPractical Research 1 5Maria Cristina AldasNo ratings yet
- Quality Assurance (QA) Management Procedures: SOP ListDocument9 pagesQuality Assurance (QA) Management Procedures: SOP ListPranav UppadhyayNo ratings yet
- Psych HX MSE DMHBS PGMI 2020Document7 pagesPsych HX MSE DMHBS PGMI 2020Mariana B.No ratings yet
- Rman Standby Copy-2Document8 pagesRman Standby Copy-2SHAHID FAROOQNo ratings yet
- Name: Waguma Leticia: Jomo Kenyatta University of Agriculture and Technology Nakuru CampusDocument9 pagesName: Waguma Leticia: Jomo Kenyatta University of Agriculture and Technology Nakuru CampusWaguma LeticiaNo ratings yet
- PO Lifecycle in SAPDocument76 pagesPO Lifecycle in SAPadwankarparagNo ratings yet
- Ignition Characteristics of Cracked JP-7 FuelDocument4 pagesIgnition Characteristics of Cracked JP-7 Fuelfahrul3xNo ratings yet
- Build RC Rect SectionDocument3 pagesBuild RC Rect SectionOmar NajmNo ratings yet
- IETE Template JRDocument7 pagesIETE Template JRAshish Kumar0% (1)
- Step 5 and 6Document6 pagesStep 5 and 6Diana Rose MitoNo ratings yet
- AHU Air Handling Unit FundamentalsDocument48 pagesAHU Air Handling Unit Fundamentalsniakinezhad50% (2)
- SYNAGIS Example Letter of Medical NecessityDocument1 pageSYNAGIS Example Letter of Medical NecessitynpNo ratings yet
- Rabies: Dr. Paul Bartlett, MPH., DVM., PH.DDocument45 pagesRabies: Dr. Paul Bartlett, MPH., DVM., PH.DnfrnufaNo ratings yet
- Procedure For HORCM and RAIDCOMDocument4 pagesProcedure For HORCM and RAIDCOMdennisNo ratings yet
- Critical Care EEG Basics-Rapid Bedside EEG Reading For Acute Care Providers (Feb 29, 2024) - (1009261169) - (Cambridge University Press) JadejaDocument70 pagesCritical Care EEG Basics-Rapid Bedside EEG Reading For Acute Care Providers (Feb 29, 2024) - (1009261169) - (Cambridge University Press) Jadejazahajslamic100% (6)
- B P S U: Ataan Eninsula Tate NiversityDocument10 pagesB P S U: Ataan Eninsula Tate NiversityCharles Vincent DavidNo ratings yet