Download as pdf or txt
You might also like
- 4-Cylinder TDI Engine 2 0 LTR 4-Valve Common Rail (EA 288 Gen I)Document364 pages4-Cylinder TDI Engine 2 0 LTR 4-Valve Common Rail (EA 288 Gen I)Martin hunt0% (1)
- FANUC Series 0-PC Function Connection Manual B-64153EN01 CNC ManualDocument148 pagesFANUC Series 0-PC Function Connection Manual B-64153EN01 CNC ManualMartin huntNo ratings yet
- FRCR Part 1 - Radiological Anatomy - New For 2013 - Set 02 PDFDocument109 pagesFRCR Part 1 - Radiological Anatomy - New For 2013 - Set 02 PDFmohamed100% (3)
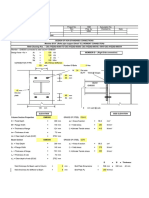
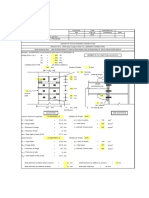
- Moment Connection Beam Column Is Bs Section For Is800Document27 pagesMoment Connection Beam Column Is Bs Section For Is800Ramesh SelvarajNo ratings yet
- Bonaire Multi Appliance Comfort ControlDocument52 pagesBonaire Multi Appliance Comfort ControlMartin huntNo ratings yet
- Ultimate Clearance: Face Milling Cutter With 8 Cutting Edge Insert ForDocument12 pagesUltimate Clearance: Face Milling Cutter With 8 Cutting Edge Insert ForVinicius Sabrina PedroNo ratings yet
- Dofeed SeriesDocument12 pagesDofeed SeriesMarcosNo ratings yet
- Threading Inserts: Now in To Conquer ISO S MaterialsDocument32 pagesThreading Inserts: Now in To Conquer ISO S MaterialsAchmad Arifudin HidayatullohNo ratings yet
- AlimasterDocument12 pagesAlimastert.meynoldsNo ratings yet
- 409 - Broca TDSDocument24 pages409 - Broca TDSVinicius Sabrina PedroNo ratings yet
- B231e VFR EnglishDocument32 pagesB231e VFR EnglishAlexandre SouzaNo ratings yet
- VF HVRBDocument12 pagesVF HVRBNAHRUDIN KOLIĆNo ratings yet
- 412 - DrillMeisterDocument28 pages412 - DrillMeisterVinicius Sabrina PedroNo ratings yet
- Continuous Inner Slab Design - Bending Moment BS 8110 Hogging Moment at Over Slab SupportDocument1 pageContinuous Inner Slab Design - Bending Moment BS 8110 Hogging Moment at Over Slab Supportklára LudínováNo ratings yet
- UJUDocument44 pagesUJUAraceli OrtizNo ratings yet
- DijetDocument8 pagesDijetsekhon875115No ratings yet
- Design For 3-Pile GroupDocument4 pagesDesign For 3-Pile GroupHemam PrasantaNo ratings yet
- 509 - Drill Force MeisterDocument16 pages509 - Drill Force MeisterVinicius Sabrina PedroNo ratings yet
- GF - 4 - GF - 6 - 790 700 337 - 01 - enDocument2 pagesGF - 4 - GF - 6 - 790 700 337 - 01 - enAdrianNo ratings yet
- PDF Moment Connection Beam Column Is Amp Bs Section For Is800xls CompressDocument29 pagesPDF Moment Connection Beam Column Is Amp Bs Section For Is800xls CompressDEVANG VIJAY SHINDENo ratings yet
- 2b. Shear Connection - BTOB (M Project) - 0618Document210 pages2b. Shear Connection - BTOB (M Project) - 0618Omprakash Khodke100% (1)
- CT375 Technical Document (100216)Document20 pagesCT375 Technical Document (100216)Vitor JVA MáquinasNo ratings yet
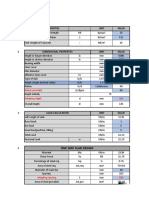
- Input ValuesDocument5 pagesInput ValuesmasoodNo ratings yet
- Summary of Cutting Data For Int. Cylindrical Surface: Material DetailsDocument3 pagesSummary of Cutting Data For Int. Cylindrical Surface: Material DetailsTurcanu ClaudiuNo ratings yet
- b205g - MS Plus - 201601Document44 pagesb205g - MS Plus - 201601Alexandre SouzaNo ratings yet
- Mitubishi APX PDFDocument24 pagesMitubishi APX PDFZeljko StamatovicNo ratings yet
- Vdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDocument27 pagesVdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDhimant ParmarNo ratings yet
- GM End MillsDocument48 pagesGM End MillsjosuecncNo ratings yet
- 515 Wavy CBNDocument8 pages515 Wavy CBNСергей КовальNo ratings yet
- Asme Sec 8 Div 1 - App 1-10Document11 pagesAsme Sec 8 Div 1 - App 1-10BibinBabuNo ratings yet
- RC One-Way Slab Design (Aci318-14)Document3 pagesRC One-Way Slab Design (Aci318-14)Sachin AgarwalNo ratings yet
- APX3000-4000 SeriesDocument19 pagesAPX3000-4000 Seriest.meynoldsNo ratings yet
- Mve Mvs b207gDocument44 pagesMve Mvs b207gASWIN KUMARNo ratings yet
- Technical Information For Aluminium Profiles Types I and B - ENDocument1 pageTechnical Information For Aluminium Profiles Types I and B - ENXavier MarNo ratings yet
- Cutting ConditionsDocument52 pagesCutting ConditionsIbrahimNo ratings yet
- Design Excel SheetDocument17 pagesDesign Excel SheetbuntyNo ratings yet
- 4.2.5.RS ConnectionDocument14 pages4.2.5.RS ConnectionAnh KyNo ratings yet
- Versatility: at Work in Cast Iron TurningDocument24 pagesVersatility: at Work in Cast Iron TurningAchmad Arifudin HidayatullohNo ratings yet
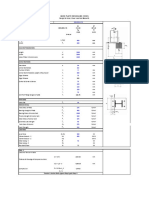
- Base Plate DesignDocument4 pagesBase Plate DesignAbhay ThakurNo ratings yet
- Grade of Concrete Grade of Steel,: LoadsDocument22 pagesGrade of Concrete Grade of Steel,: LoadsEr. Hisham Ajmal PCNo ratings yet
- Beam Column ConnectionDocument2 pagesBeam Column ConnectionHAZIRACFS SURATNo ratings yet
- VITA MillingDocument8 pagesVITA MillingGeorgi AnaNo ratings yet
- Data Sheet Strenx 700 MCDocument3 pagesData Sheet Strenx 700 MCRoger BandeiraNo ratings yet
- Circular Saw - Technical DescriptionDocument17 pagesCircular Saw - Technical DescriptionPuneeth KumarNo ratings yet
- Ws Scheda Tecnica enDocument8 pagesWs Scheda Tecnica enAnonymous KRS4mebjxYNo ratings yet
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDocument36 pages5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNo ratings yet
- Series T / TS Series TR / TRS: Short Stroke Transducer Potentiometric 10 MM Up To 150 MMDocument10 pagesSeries T / TS Series TR / TRS: Short Stroke Transducer Potentiometric 10 MM Up To 150 MMatila.cardellaNo ratings yet
- Bs Section For Is800xlsDocument1 pageBs Section For Is800xlsvkNo ratings yet
- Up 1Document2 pagesUp 1Hemam PrasantaNo ratings yet
- End Mill Series: Newly Developed "Impact Miracle Coating"Document32 pagesEnd Mill Series: Newly Developed "Impact Miracle Coating"Deepak ShekarNo ratings yet
- TDC 09 - R1 - S690 QL & Weldox 700Document2 pagesTDC 09 - R1 - S690 QL & Weldox 700Thennarasu VelloreNo ratings yet
- Cutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicDocument6 pagesCutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicAnnada Prasad MoharanaNo ratings yet
- Mitubishi AJX PDFDocument20 pagesMitubishi AJX PDFZeljko StamatovicNo ratings yet
- Spread Sheet of Plate Girder-Is800-2007Document3 pagesSpread Sheet of Plate Girder-Is800-2007yedida v r aviswanadhNo ratings yet
- 4.T&Angle-Brace Connection (M Project) - 0618Document49 pages4.T&Angle-Brace Connection (M Project) - 0618Omprakash KhodkeNo ratings yet
- CoroPlusToolGuide Report 2022-01-12Document3 pagesCoroPlusToolGuide Report 2022-01-12Catalin AirineiNo ratings yet
- Strenx 700 MC: Advanced High Strength SteelDocument2 pagesStrenx 700 MC: Advanced High Strength SteeldbaNo ratings yet
- Calculation For Moment Connection - Type ADocument15 pagesCalculation For Moment Connection - Type ANitesh Singh100% (1)
- 8.0 Design For 5-Pile Group (Square Group)Document1 page8.0 Design For 5-Pile Group (Square Group)afzal taiNo ratings yet
- Hiw 120DDocument15 pagesHiw 120DIdeal Construction Solution PartnersNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- 4-Cylinder Direct Injection Engine (1 8 2 0 LTR 4-Valve TFSI - Generation III)Document315 pages4-Cylinder Direct Injection Engine (1 8 2 0 LTR 4-Valve TFSI - Generation III)Martin huntNo ratings yet
- FANUC FL-Net Board Operators Manual GFZ-63434EN02 CNC ManualDocument138 pagesFANUC FL-Net Board Operators Manual GFZ-63434EN02 CNC ManualMartin huntNo ratings yet
- Cannabis Legalisation Bill 2022.unDocument30 pagesCannabis Legalisation Bill 2022.unMartin huntNo ratings yet
- Vbe 1500Document16 pagesVbe 1500Martin huntNo ratings yet
- Endorsed Community Safety Strategy October 2019Document23 pagesEndorsed Community Safety Strategy October 2019Martin huntNo ratings yet
- Kathy - Inappropriate Sinus Tachycardia (IST)Document4 pagesKathy - Inappropriate Sinus Tachycardia (IST)Martin huntNo ratings yet
- Fanuc Controller Fanuc Controller Mechanical Fanuc Controller Mechanical LubricationDocument2 pagesFanuc Controller Fanuc Controller Mechanical Fanuc Controller Mechanical LubricationMartin huntNo ratings yet
- GWM Ute Cannon Service ScheduleDocument1 pageGWM Ute Cannon Service ScheduleMartin huntNo ratings yet
- Pne2002 Series ControlDocument16 pagesPne2002 Series ControlMartin huntNo ratings yet
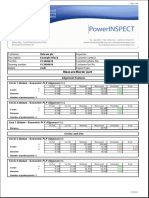
- Meas Ure:mas Ter PartDocument6 pagesMeas Ure:mas Ter PartMartin huntNo ratings yet
- Bonaire Evaporative Touch Pad ControlDocument32 pagesBonaire Evaporative Touch Pad ControlMartin huntNo ratings yet
- Sinus TachycardiaDocument87 pagesSinus TachycardiaMartin huntNo ratings yet
- Zte Blade A3: Downloaded From Manuals Search EngineDocument67 pagesZte Blade A3: Downloaded From Manuals Search EngineMartin huntNo ratings yet
- Painting Swimming Pools: UnpaintedDocument2 pagesPainting Swimming Pools: UnpaintedMartin huntNo ratings yet
- Bonaire Commercial B SeriesDocument28 pagesBonaire Commercial B SeriesMartin huntNo ratings yet
- Service: ManualDocument82 pagesService: ManualMartin huntNo ratings yet
- Rigging Manual V2Document63 pagesRigging Manual V2Martin huntNo ratings yet
- Recoating Swimming Pools: Maintenance ChallengesDocument3 pagesRecoating Swimming Pools: Maintenance ChallengesMartin huntNo ratings yet
- POEMS Syndrome - A Report of 14 Cases and Review of The LiteratureDocument6 pagesPOEMS Syndrome - A Report of 14 Cases and Review of The LiteratureHabib G. Moutran BarrosoNo ratings yet
- Research Projects JiitDocument14 pagesResearch Projects JiitSAMAIRA SINGHNo ratings yet
- Aspects of Pharmacology in The Neonatal FoalDocument26 pagesAspects of Pharmacology in The Neonatal FoalAristoteles Esteban Cine VelazquezNo ratings yet
- Eu 998 PDFDocument2 pagesEu 998 PDFJeanNo ratings yet
- Chapter - 03 - PPT (Supplementary To ISpace)Document43 pagesChapter - 03 - PPT (Supplementary To ISpace)kjw 2No ratings yet
- Test Glo-Qc-Tm-0744Document6 pagesTest Glo-Qc-Tm-0744rx bafnaNo ratings yet
- Samsung 2009 VRF DVMDocument60 pagesSamsung 2009 VRF DVMe_mumcik100% (2)
- Manual Panel SimplexDocument10 pagesManual Panel Simplexprofesional7002No ratings yet
- Bomba Hidráulica FestoDocument8 pagesBomba Hidráulica FestoAlex TamayoNo ratings yet
- Assessment Explanation of The Problem Objectives Nursing Interventions Rationale Evaluation Subjective: STO: Within 4 Hour of DX: DX: Sto: Goal MetDocument5 pagesAssessment Explanation of The Problem Objectives Nursing Interventions Rationale Evaluation Subjective: STO: Within 4 Hour of DX: DX: Sto: Goal MetRussel SantosNo ratings yet
- Ibrahim AbdulateefDocument289 pagesIbrahim AbdulateefkayboiNo ratings yet
- Care CertificateDocument6 pagesCare CertificateBridget GumboNo ratings yet
- Biology MALNUTRITION ProjectDocument17 pagesBiology MALNUTRITION ProjectEbin Off16No ratings yet
- Driving Exam NotesDocument7 pagesDriving Exam Notesreach2ashish5065No ratings yet
- Safety Data Sheet: Armohib 31Document12 pagesSafety Data Sheet: Armohib 31Dr. Pushkar ShuklaNo ratings yet
- Nucleobase: Nucleobases, Also Known As Nitrogenous BasesDocument5 pagesNucleobase: Nucleobases, Also Known As Nitrogenous BasesLuis Felipe Mera GrandasNo ratings yet
- by The Radisson Hotel Group, Managed by Sarovar Hotels: Park Plaza, LudhianaDocument14 pagesby The Radisson Hotel Group, Managed by Sarovar Hotels: Park Plaza, Ludhianasaurabh kumarNo ratings yet
- Work Book Unit 2 Proforma Variation - SolvedDocument12 pagesWork Book Unit 2 Proforma Variation - SolvedZaheer SwatiNo ratings yet
- Marathonnorco Aerospace, Inc.: Operating and Maintenance Manual For Nickel-Cadmium Aircraft BatteriesDocument59 pagesMarathonnorco Aerospace, Inc.: Operating and Maintenance Manual For Nickel-Cadmium Aircraft Batteriestmuthukumar100% (1)
- Visitors GuideDocument16 pagesVisitors GuideisraelvaiNo ratings yet
- NABL Certificate & NABL ScopeDocument10 pagesNABL Certificate & NABL ScopeAruneshNo ratings yet
- Compressed Air System Design, Operating and MaintenanceDocument29 pagesCompressed Air System Design, Operating and Maintenanceibrahim1961No ratings yet
- Victory Driller SpecificationDocument1 pageVictory Driller SpecificationGriffithNo ratings yet
- Abg-Semca S.A Toulouse: September 1974Document22 pagesAbg-Semca S.A Toulouse: September 1974jackNo ratings yet
- Argument Ac I On at Rasad AsDocument10 pagesArgument Ac I On at Rasad AsGLADYS NÚÑEZ GUZMÁNNo ratings yet
- PriceSmart FoodsDocument12 pagesPriceSmart FoodsPraneet BatwarNo ratings yet
- Irrigation Manual FAO Module 7Document169 pagesIrrigation Manual FAO Module 7Zac Mweb86% (7)
- Form Hasil Pemeriksaan Laboratorium 2Document5 pagesForm Hasil Pemeriksaan Laboratorium 2puskesmas sarijadiNo ratings yet
- Vitamins PowerpointDocument37 pagesVitamins Powerpointerika paduaNo ratings yet