
VVI Control Valves
VVI Control Valves
You might also like
- MIS at McDonaldsDocument17 pagesMIS at McDonaldsGreeshma Tenkanidyur77% (13)
- Physical Design PD Interview Questions PDFDocument17 pagesPhysical Design PD Interview Questions PDFVamsi Krishna100% (1)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Preventing Dynamic Instability With Rotary Control ValvesDocument3 pagesPreventing Dynamic Instability With Rotary Control ValvesAbhishek ShrivastavaNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Valve Training Presentation (Trim Revised)Document40 pagesValve Training Presentation (Trim Revised)p2pcreep100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- OI For UT of Laminations-BasicDocument8 pagesOI For UT of Laminations-Basicperogami100% (1)
- Dev ActDocument3 pagesDev ActKalilBelgoumriNo ratings yet
- Value Stream Mapping An IntroductionDocument6 pagesValue Stream Mapping An IntroductionRickey PatelNo ratings yet
- Types of ValveDocument43 pagesTypes of ValvechaitraNo ratings yet
- Ball Butterfly Check Gate Globe Plug Valves Differences Applications SuitabilityDocument4 pagesBall Butterfly Check Gate Globe Plug Valves Differences Applications Suitabilitydattu33No ratings yet
- Proces ValveDocument98 pagesProces Valvehimansh871100% (1)
- About Control ValvesDocument17 pagesAbout Control ValvesSaurabh BarangeNo ratings yet
- "Dual Plate Check Valve PDFDocument16 pages"Dual Plate Check Valve PDFMohaab NasrNo ratings yet
- Different Valve Types, Applications & SuitabilityDocument10 pagesDifferent Valve Types, Applications & SuitabilityGrazel MDNo ratings yet
- Control ValveDocument37 pagesControl ValveSagar Bhardwaj100% (4)
- How To Select The Correct Valve For Wastewater Treatment Applications PDFDocument2 pagesHow To Select The Correct Valve For Wastewater Treatment Applications PDFNicat MammadovNo ratings yet
- KB14 Valve Types and ApplicationDocument8 pagesKB14 Valve Types and ApplicationNarcisDanielPetreaNo ratings yet
- Control Valves Basics - Sizing & SelectionDocument64 pagesControl Valves Basics - Sizing & SelectionKajer quemar100% (1)
- Control Valves: Rejath Jacob ThomasDocument77 pagesControl Valves: Rejath Jacob Thomasshakti sindhuNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- Valve Types and Applications - Relia ValveDocument5 pagesValve Types and Applications - Relia Valvedattu33No ratings yet
- Introduction To Gate Valves and Gate Valve TypesDocument14 pagesIntroduction To Gate Valves and Gate Valve Typesramyatan SinghNo ratings yet
- Butterfly Valve BrochureDocument6 pagesButterfly Valve BrochureRohiNo ratings yet
- CONTROL VALVES Complete Study PDFDocument99 pagesCONTROL VALVES Complete Study PDFMubarik AliNo ratings yet
- Valve and TestingDocument40 pagesValve and TestingRizwan FaridNo ratings yet
- Valve: Final Element of ControlDocument23 pagesValve: Final Element of ControlReech Dirt EpNo ratings yet
- Fisher Control Valve Sourcebook - Power and Severe ServiceDocument220 pagesFisher Control Valve Sourcebook - Power and Severe Servicemtrj59No ratings yet
- Control Valves Basics - Sizing & SelectionDocument64 pagesControl Valves Basics - Sizing & SelectionAnonymous bZutEAphuNo ratings yet
- Basic Valve and Testing Method - 1Document37 pagesBasic Valve and Testing Method - 1Fouad OudinaNo ratings yet
- AVK Dam Reservoir Applications Glenfield PDFDocument16 pagesAVK Dam Reservoir Applications Glenfield PDFsexmanijakNo ratings yet
- Zwick Whitepaper 2 PDFDocument9 pagesZwick Whitepaper 2 PDFpsycopaulNo ratings yet
- Delayed Float ValvesDocument6 pagesDelayed Float ValvesferasbushnaqNo ratings yet
- Valves 110722053925 Phpapp01Document77 pagesValves 110722053925 Phpapp01Jogi Oscar SinagaNo ratings yet
- Valves: Training Centre Wednesday, December 7, 2 016Document77 pagesValves: Training Centre Wednesday, December 7, 2 016Hoang DucNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- Control ValveDocument98 pagesControl ValveawanishupNo ratings yet
- NEA PrepationDocument21 pagesNEA Prepationaziz100% (1)
- Control Valves: by Hans D. BaumannDocument17 pagesControl Valves: by Hans D. BaumannAida PerezNo ratings yet
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- Chapter 3 Valve and Actuator TypesDocument23 pagesChapter 3 Valve and Actuator TypesDimas NugrahaNo ratings yet
- Unicon-V100 Series PDFDocument24 pagesUnicon-V100 Series PDFEduardo GarridoNo ratings yet
- ValvesDocument82 pagesValvespuru55980No ratings yet
- List The Main Features of Globe ValveDocument3 pagesList The Main Features of Globe ValveArvin Rei SanquilosNo ratings yet
- Valtek Mark One Control Valves Valtek Mark One Control ValvesDocument21 pagesValtek Mark One Control Valves Valtek Mark One Control ValvesMgc ElektronikNo ratings yet
- Valves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Document34 pagesValves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Oscar CalaNo ratings yet
- Valve & Type of ValesDocument82 pagesValve & Type of Valesvipinct83% (6)
- GEM312 - Notes - Part 11Document37 pagesGEM312 - Notes - Part 11Hamit SertkayaNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaFrom EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- HPCLDocument1 pageHPCLPRONOJIT HUNTERNo ratings yet
- MatLab ControllerDocument10 pagesMatLab ControllerPRONOJIT HUNTERNo ratings yet
- Response SheetDocument45 pagesResponse SheetPRONOJIT HUNTERNo ratings yet
- Process Control VVI PDFDocument218 pagesProcess Control VVI PDFPRONOJIT HUNTERNo ratings yet
- Induction MachinesDocument56 pagesInduction MachinesPRONOJIT HUNTERNo ratings yet
- Cyber Security State of The Art Challenges and - 2024 - Cyber Security and AppDocument9 pagesCyber Security State of The Art Challenges and - 2024 - Cyber Security and Appanshuk jirliNo ratings yet
- Department of Computing: Lab 07: Express JSDocument5 pagesDepartment of Computing: Lab 07: Express JSDanial AhmadNo ratings yet
- Digimatic Indicator: User's Manual No. 99MAH016B1 SERIES No. 543Document31 pagesDigimatic Indicator: User's Manual No. 99MAH016B1 SERIES No. 543rungNo ratings yet
- EVE GooglecloudDocument14 pagesEVE GooglecloudAnousone XomphouNo ratings yet
- Amx BatteryDocument10 pagesAmx BatteryMohsin LatifNo ratings yet
- C++ Exp 1.1 Diya 1.ADocument12 pagesC++ Exp 1.1 Diya 1.AAswinNo ratings yet
- Revised IRR of National Building Code - Why Is An Injunction Necessary ?Document56 pagesRevised IRR of National Building Code - Why Is An Injunction Necessary ?Sam garcuaNo ratings yet
- GTH 644 842 844Document282 pagesGTH 644 842 844maqvereNo ratings yet
- Autocad ElectricalDocument20 pagesAutocad ElectricaldmejiagaNo ratings yet
- RobatechDocument8 pagesRobatechDavid OnceNo ratings yet
- The Hypertext Markup Language (HTML) : Pat Morin COMP 2405Document25 pagesThe Hypertext Markup Language (HTML) : Pat Morin COMP 2405Hussam EL-DeenNo ratings yet
- (Detectron2) Application of Convolutional Neural Network (CNN) To Recognize Ship StructuresDocument16 pages(Detectron2) Application of Convolutional Neural Network (CNN) To Recognize Ship Structuresbryansantoso8585No ratings yet
- Oracle Fusion HCM Benefits Benefits Fast Formula Reference GuideDocument72 pagesOracle Fusion HCM Benefits Benefits Fast Formula Reference GuidesrinivasNo ratings yet
- P.Q. For WooShin Apec at Sep. 15. 2020.Document49 pagesP.Q. For WooShin Apec at Sep. 15. 2020.vkoNo ratings yet
- Kaushlendra Sikarwar 2023 JanDocument5 pagesKaushlendra Sikarwar 2023 JanAditya MujumdarNo ratings yet
- Medios de TransmisiónDocument29 pagesMedios de TransmisiónArturo Mora AcevedoNo ratings yet
- IndexDocument19 pagesIndexGaurav GulatiNo ratings yet
- Social Media SWOT Analysis Strengths Weaknesses QuickDocument2 pagesSocial Media SWOT Analysis Strengths Weaknesses Quickapi-26227282100% (1)
- DBMS PracticalDocument16 pagesDBMS PracticalJyotiswaroop SrivastavNo ratings yet
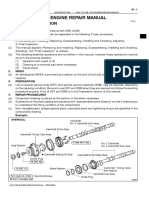
- How To Use This Engine Repair Manual: General InformationDocument3 pagesHow To Use This Engine Repair Manual: General InformationHenry SilvaNo ratings yet
- Working As A Zoologist Lesson PlansDocument23 pagesWorking As A Zoologist Lesson Plansapi-252593150No ratings yet
- Schema de Certificare FSSC 22000Document13 pagesSchema de Certificare FSSC 22000Gabriel DuicuNo ratings yet
- Nota Sobre Aplciacion L100eDocument26 pagesNota Sobre Aplciacion L100eFabiana De la HozNo ratings yet
- DRC - Magnetic Media - Frequently Asked Questions (FAQ) and RecommendationsDocument18 pagesDRC - Magnetic Media - Frequently Asked Questions (FAQ) and RecommendationsJhon MartinezNo ratings yet
- BERGKAMP - Swing-Auger-Sand-Spreader-Sales-SheetDocument4 pagesBERGKAMP - Swing-Auger-Sand-Spreader-Sales-SheetOscar MoroniNo ratings yet

























































































Download as pdf or txt
You might also like
- MIS at McDonaldsDocument17 pagesMIS at McDonaldsGreeshma Tenkanidyur77% (13)
- Physical Design PD Interview Questions PDFDocument17 pagesPhysical Design PD Interview Questions PDFVamsi Krishna100% (1)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Preventing Dynamic Instability With Rotary Control ValvesDocument3 pagesPreventing Dynamic Instability With Rotary Control ValvesAbhishek ShrivastavaNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Valve Training Presentation (Trim Revised)Document40 pagesValve Training Presentation (Trim Revised)p2pcreep100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- OI For UT of Laminations-BasicDocument8 pagesOI For UT of Laminations-Basicperogami100% (1)
- Dev ActDocument3 pagesDev ActKalilBelgoumriNo ratings yet
- Value Stream Mapping An IntroductionDocument6 pagesValue Stream Mapping An IntroductionRickey PatelNo ratings yet
- Types of ValveDocument43 pagesTypes of ValvechaitraNo ratings yet
- Ball Butterfly Check Gate Globe Plug Valves Differences Applications SuitabilityDocument4 pagesBall Butterfly Check Gate Globe Plug Valves Differences Applications Suitabilitydattu33No ratings yet
- Proces ValveDocument98 pagesProces Valvehimansh871100% (1)
- About Control ValvesDocument17 pagesAbout Control ValvesSaurabh BarangeNo ratings yet
- "Dual Plate Check Valve PDFDocument16 pages"Dual Plate Check Valve PDFMohaab NasrNo ratings yet
- Different Valve Types, Applications & SuitabilityDocument10 pagesDifferent Valve Types, Applications & SuitabilityGrazel MDNo ratings yet
- Control ValveDocument37 pagesControl ValveSagar Bhardwaj100% (4)
- How To Select The Correct Valve For Wastewater Treatment Applications PDFDocument2 pagesHow To Select The Correct Valve For Wastewater Treatment Applications PDFNicat MammadovNo ratings yet
- KB14 Valve Types and ApplicationDocument8 pagesKB14 Valve Types and ApplicationNarcisDanielPetreaNo ratings yet
- Control Valves Basics - Sizing & SelectionDocument64 pagesControl Valves Basics - Sizing & SelectionKajer quemar100% (1)
- Control Valves: Rejath Jacob ThomasDocument77 pagesControl Valves: Rejath Jacob Thomasshakti sindhuNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- Valve Types and Applications - Relia ValveDocument5 pagesValve Types and Applications - Relia Valvedattu33No ratings yet
- Introduction To Gate Valves and Gate Valve TypesDocument14 pagesIntroduction To Gate Valves and Gate Valve Typesramyatan SinghNo ratings yet
- Butterfly Valve BrochureDocument6 pagesButterfly Valve BrochureRohiNo ratings yet
- CONTROL VALVES Complete Study PDFDocument99 pagesCONTROL VALVES Complete Study PDFMubarik AliNo ratings yet
- Valve and TestingDocument40 pagesValve and TestingRizwan FaridNo ratings yet
- Valve: Final Element of ControlDocument23 pagesValve: Final Element of ControlReech Dirt EpNo ratings yet
- Fisher Control Valve Sourcebook - Power and Severe ServiceDocument220 pagesFisher Control Valve Sourcebook - Power and Severe Servicemtrj59No ratings yet
- Control Valves Basics - Sizing & SelectionDocument64 pagesControl Valves Basics - Sizing & SelectionAnonymous bZutEAphuNo ratings yet
- Basic Valve and Testing Method - 1Document37 pagesBasic Valve and Testing Method - 1Fouad OudinaNo ratings yet
- AVK Dam Reservoir Applications Glenfield PDFDocument16 pagesAVK Dam Reservoir Applications Glenfield PDFsexmanijakNo ratings yet
- Zwick Whitepaper 2 PDFDocument9 pagesZwick Whitepaper 2 PDFpsycopaulNo ratings yet
- Delayed Float ValvesDocument6 pagesDelayed Float ValvesferasbushnaqNo ratings yet
- Valves 110722053925 Phpapp01Document77 pagesValves 110722053925 Phpapp01Jogi Oscar SinagaNo ratings yet
- Valves: Training Centre Wednesday, December 7, 2 016Document77 pagesValves: Training Centre Wednesday, December 7, 2 016Hoang DucNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- Control ValveDocument98 pagesControl ValveawanishupNo ratings yet
- NEA PrepationDocument21 pagesNEA Prepationaziz100% (1)
- Control Valves: by Hans D. BaumannDocument17 pagesControl Valves: by Hans D. BaumannAida PerezNo ratings yet
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- Chapter 3 Valve and Actuator TypesDocument23 pagesChapter 3 Valve and Actuator TypesDimas NugrahaNo ratings yet
- Unicon-V100 Series PDFDocument24 pagesUnicon-V100 Series PDFEduardo GarridoNo ratings yet
- ValvesDocument82 pagesValvespuru55980No ratings yet
- List The Main Features of Globe ValveDocument3 pagesList The Main Features of Globe ValveArvin Rei SanquilosNo ratings yet
- Valtek Mark One Control Valves Valtek Mark One Control ValvesDocument21 pagesValtek Mark One Control Valves Valtek Mark One Control ValvesMgc ElektronikNo ratings yet
- Valves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Document34 pagesValves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Oscar CalaNo ratings yet
- Valve & Type of ValesDocument82 pagesValve & Type of Valesvipinct83% (6)
- GEM312 - Notes - Part 11Document37 pagesGEM312 - Notes - Part 11Hamit SertkayaNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaFrom EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- HPCLDocument1 pageHPCLPRONOJIT HUNTERNo ratings yet
- MatLab ControllerDocument10 pagesMatLab ControllerPRONOJIT HUNTERNo ratings yet
- Response SheetDocument45 pagesResponse SheetPRONOJIT HUNTERNo ratings yet
- Process Control VVI PDFDocument218 pagesProcess Control VVI PDFPRONOJIT HUNTERNo ratings yet
- Induction MachinesDocument56 pagesInduction MachinesPRONOJIT HUNTERNo ratings yet
- Cyber Security State of The Art Challenges and - 2024 - Cyber Security and AppDocument9 pagesCyber Security State of The Art Challenges and - 2024 - Cyber Security and Appanshuk jirliNo ratings yet
- Department of Computing: Lab 07: Express JSDocument5 pagesDepartment of Computing: Lab 07: Express JSDanial AhmadNo ratings yet
- Digimatic Indicator: User's Manual No. 99MAH016B1 SERIES No. 543Document31 pagesDigimatic Indicator: User's Manual No. 99MAH016B1 SERIES No. 543rungNo ratings yet
- EVE GooglecloudDocument14 pagesEVE GooglecloudAnousone XomphouNo ratings yet
- Amx BatteryDocument10 pagesAmx BatteryMohsin LatifNo ratings yet
- C++ Exp 1.1 Diya 1.ADocument12 pagesC++ Exp 1.1 Diya 1.AAswinNo ratings yet
- Revised IRR of National Building Code - Why Is An Injunction Necessary ?Document56 pagesRevised IRR of National Building Code - Why Is An Injunction Necessary ?Sam garcuaNo ratings yet
- GTH 644 842 844Document282 pagesGTH 644 842 844maqvereNo ratings yet
- Autocad ElectricalDocument20 pagesAutocad ElectricaldmejiagaNo ratings yet
- RobatechDocument8 pagesRobatechDavid OnceNo ratings yet
- The Hypertext Markup Language (HTML) : Pat Morin COMP 2405Document25 pagesThe Hypertext Markup Language (HTML) : Pat Morin COMP 2405Hussam EL-DeenNo ratings yet
- (Detectron2) Application of Convolutional Neural Network (CNN) To Recognize Ship StructuresDocument16 pages(Detectron2) Application of Convolutional Neural Network (CNN) To Recognize Ship Structuresbryansantoso8585No ratings yet
- Oracle Fusion HCM Benefits Benefits Fast Formula Reference GuideDocument72 pagesOracle Fusion HCM Benefits Benefits Fast Formula Reference GuidesrinivasNo ratings yet
- P.Q. For WooShin Apec at Sep. 15. 2020.Document49 pagesP.Q. For WooShin Apec at Sep. 15. 2020.vkoNo ratings yet
- Kaushlendra Sikarwar 2023 JanDocument5 pagesKaushlendra Sikarwar 2023 JanAditya MujumdarNo ratings yet
- Medios de TransmisiónDocument29 pagesMedios de TransmisiónArturo Mora AcevedoNo ratings yet
- IndexDocument19 pagesIndexGaurav GulatiNo ratings yet
- Social Media SWOT Analysis Strengths Weaknesses QuickDocument2 pagesSocial Media SWOT Analysis Strengths Weaknesses Quickapi-26227282100% (1)
- DBMS PracticalDocument16 pagesDBMS PracticalJyotiswaroop SrivastavNo ratings yet
- How To Use This Engine Repair Manual: General InformationDocument3 pagesHow To Use This Engine Repair Manual: General InformationHenry SilvaNo ratings yet
- Working As A Zoologist Lesson PlansDocument23 pagesWorking As A Zoologist Lesson Plansapi-252593150No ratings yet
- Schema de Certificare FSSC 22000Document13 pagesSchema de Certificare FSSC 22000Gabriel DuicuNo ratings yet
- Nota Sobre Aplciacion L100eDocument26 pagesNota Sobre Aplciacion L100eFabiana De la HozNo ratings yet
- DRC - Magnetic Media - Frequently Asked Questions (FAQ) and RecommendationsDocument18 pagesDRC - Magnetic Media - Frequently Asked Questions (FAQ) and RecommendationsJhon MartinezNo ratings yet
- BERGKAMP - Swing-Auger-Sand-Spreader-Sales-SheetDocument4 pagesBERGKAMP - Swing-Auger-Sand-Spreader-Sales-SheetOscar MoroniNo ratings yet