Download as pdf or txt
You might also like
- General Dynamics F-111E Flight ManualDocument421 pagesGeneral Dynamics F-111E Flight ManualcjosgoodNo ratings yet
- JDM H4: Specification For O-Ring Materials and PropertiesDocument30 pagesJDM H4: Specification For O-Ring Materials and PropertiesVikash SharmaNo ratings yet
- Torque Method For AFC Plug TypeDocument7 pagesTorque Method For AFC Plug TypePranpath NarupantawartNo ratings yet
- Lifting Lug CalculationDocument5 pagesLifting Lug CalculationEm Mar100% (2)
- Calculation of Pipe Reinforcement ASME B31 3Document3 pagesCalculation of Pipe Reinforcement ASME B31 3Brant AkkanNo ratings yet
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Document7 pagesUsing The ASME VIII-1 Nozzle F Factor (UG-37)Ricardo Paz SoldanNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Pump Installation & MaintenanceDocument116 pagesPump Installation & MaintenanceMohammed El-Shahat100% (11)
- Bending FormulasDocument3 pagesBending FormulasJordan MosesNo ratings yet
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFNazir SkNo ratings yet
- TUBE Bending FormulasDocument3 pagesTUBE Bending FormulasPavan BhadarkaNo ratings yet
- Dos PPT 3Document33 pagesDos PPT 3Keerthana PNo ratings yet
- The Optimisation of Internal Gears - ScienceDirectDocument14 pagesThe Optimisation of Internal Gears - ScienceDirectjavadNo ratings yet
- Design of Flush Extended End Plate ConnectionsDocument3 pagesDesign of Flush Extended End Plate ConnectionsMai CNo ratings yet
- Sif B31 3Document10 pagesSif B31 3Sergio SmithNo ratings yet
- Design OF Flush-Extended End Plate ConnectionsDocument3 pagesDesign OF Flush-Extended End Plate Connectionskapilnandwana100% (1)
- Uplift With Moment CalculationDocument4 pagesUplift With Moment CalculationdennykvgNo ratings yet
- M2-CV-RC-D-005 (R1)Document22 pagesM2-CV-RC-D-005 (R1)ksshashidharNo ratings yet
- Optimization Technique For The Geometry of Twin Screw Cryogenic ExtruderDocument5 pagesOptimization Technique For The Geometry of Twin Screw Cryogenic ExtruderIJSTENo ratings yet
- Mathcad - 539900-050-130 Padeye Pulling Skid 9.5 TDocument7 pagesMathcad - 539900-050-130 Padeye Pulling Skid 9.5 TPablo Diego Didoné100% (1)
- 35M GRD Tower Design Report STCDocument10 pages35M GRD Tower Design Report STCEhtesham AliNo ratings yet
- Design and Analysis of An Aerial ScissorDocument4 pagesDesign and Analysis of An Aerial ScissorBảo Toàn LêNo ratings yet
- Miter B1 ADocument55 pagesMiter B1 AFarid TataNo ratings yet
- Bolted ConnectionsDocument49 pagesBolted Connectionsabhijithshettyk100% (2)
- Large Moment ExampleDocument5 pagesLarge Moment ExampleAmro Ahmad AliNo ratings yet
- Mero Connector (Steel Ball) DesignDocument3 pagesMero Connector (Steel Ball) DesignParvez KhanNo ratings yet
- AD2000 (31barg) CalculationDocument10 pagesAD2000 (31barg) CalculationMagdaline Matabang100% (1)
- DSS Overview PDFDocument13 pagesDSS Overview PDFtekula akhilNo ratings yet
- Optimization of Forming Load and Variables in Deep Drawing Process For Automotive Cup Using Genetic AlgorithmDocument10 pagesOptimization of Forming Load and Variables in Deep Drawing Process For Automotive Cup Using Genetic AlgorithmNixon AlviaNo ratings yet
- Aircraft Component Drawing Lab ManualDocument41 pagesAircraft Component Drawing Lab ManualShanmuganathan100% (1)
- Calculation of Pipe Reinforcement ASME B31.3Document9 pagesCalculation of Pipe Reinforcement ASME B31.3yhnsharma80% (5)
- Aisc Clean Columns WorksheetDocument5 pagesAisc Clean Columns WorksheetOsman Carrillo SotoNo ratings yet
- Pipe Reinforcement Calculation (ASME-B31.3)Document3 pagesPipe Reinforcement Calculation (ASME-B31.3)jenshid100% (2)
- Riveting Procedure: Riveted Pressure VesselsDocument3 pagesRiveting Procedure: Riveted Pressure VesselsAnonymous 0zrCNQNo ratings yet
- CHAPTER - 44 Design of Riveted Joints Design of Riveted Joints Design of Riveted Joints Design of Riveted JointsDocument41 pagesCHAPTER - 44 Design of Riveted Joints Design of Riveted Joints Design of Riveted Joints Design of Riveted JointsVarshaNo ratings yet
- Calculation of Pipe Reinforcement ASME B31 3Document4 pagesCalculation of Pipe Reinforcement ASME B31 3ArmandoZacariasAcosta0% (1)
- End-Plate - Beam To Beam Connection Design 3Document8 pagesEnd-Plate - Beam To Beam Connection Design 3gianniorlatiNo ratings yet
- Roughness Coefficient & Piping Schedule No22Document18 pagesRoughness Coefficient & Piping Schedule No22Joon EeoNo ratings yet
- HDPE Pipe Thickness CalculationsDocument5 pagesHDPE Pipe Thickness CalculationsBudi SantonyNo ratings yet
- Pressure Design Straight Pipe (Run Pipe)Document6 pagesPressure Design Straight Pipe (Run Pipe)gembirasekaliNo ratings yet
- Beam-Column Connection To BS5950Document6 pagesBeam-Column Connection To BS5950Mitra Rampersad100% (1)
- Spur GearsDocument13 pagesSpur GearsVignesh WaranNo ratings yet
- Design of Base PlateDocument4 pagesDesign of Base PlatesanggythaNo ratings yet
- Bolted Cover Plate Splice Connection B1Document4 pagesBolted Cover Plate Splice Connection B1ikanyu79No ratings yet
- AWWA C208 Elbow enDocument4 pagesAWWA C208 Elbow enEkhtor AcostaNo ratings yet
- Fastener and Screw Torque DesignDocument6 pagesFastener and Screw Torque DesignjigneshNo ratings yet
- Wind As Per 875-2015Document33 pagesWind As Per 875-2015V.m. RajanNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Reverberation Chambers: Theory and Applications to EMC and Antenna MeasurementsFrom EverandReverberation Chambers: Theory and Applications to EMC and Antenna MeasurementsNo ratings yet
- Engineering Vibroacoustic Analysis: Methods and ApplicationsFrom EverandEngineering Vibroacoustic Analysis: Methods and ApplicationsStephen A. HambricNo ratings yet
- Bending Set UpDocument2 pagesBending Set UpVikash SharmaNo ratings yet
- Basic of SPCDocument17 pagesBasic of SPCVikash SharmaNo ratings yet
- Bending Issue & ResolutionDocument6 pagesBending Issue & ResolutionVikash SharmaNo ratings yet
- Fans and BlowersDocument19 pagesFans and BlowersBabylyn AustriaNo ratings yet
- Heat Exchanger - Effectiveness - NTU MethodDocument15 pagesHeat Exchanger - Effectiveness - NTU MethodhendiyrNo ratings yet
- Cat C175-16: Diesel Generator SetsDocument4 pagesCat C175-16: Diesel Generator SetsMiriam GaboNo ratings yet
- VZBA-4F-L-ASY-PSI-US - 3-Way Ball Valve Assembly VZBA-4F-L and VZBA-4F-TDocument2 pagesVZBA-4F-L-ASY-PSI-US - 3-Way Ball Valve Assembly VZBA-4F-L and VZBA-4F-TGigin PlusNo ratings yet
- Precautions To Avoid Barring Gear StallingDocument2 pagesPrecautions To Avoid Barring Gear StallingSrinivas Budati100% (1)
- Sr30je E02Document6 pagesSr30je E02freddy1115No ratings yet
- EXAMPLE SIZING OWS Calculation Per API 421 PDFDocument1 pageEXAMPLE SIZING OWS Calculation Per API 421 PDFKrisTian EdogawaNo ratings yet
- A518 04 WDocument10 pagesA518 04 WJustin DiMambroNo ratings yet
- 2006 Harley Davidson Vrsca V Rod 66484Document138 pages2006 Harley Davidson Vrsca V Rod 66484Thömpsöñ Témbö IñfìnìtèNo ratings yet
- Flue Gas Desulphurization: Doosan Power System Ind PVT - LTDDocument24 pagesFlue Gas Desulphurization: Doosan Power System Ind PVT - LTDIndermohan Mehta0% (1)
- CE-303 Strength of Materials DEC 2014 PDFDocument2 pagesCE-303 Strength of Materials DEC 2014 PDFNeelam BhimwaniNo ratings yet
- Sew Ka47Document2 pagesSew Ka47Andrés Tuesca Clase de inglesNo ratings yet
- Codeware, Inc.: Houston, TX, USADocument34 pagesCodeware, Inc.: Houston, TX, USAtuky10No ratings yet
- Numerical Simulation of Mixedmode Progressive Delamination in Composite MaterialsDocument24 pagesNumerical Simulation of Mixedmode Progressive Delamination in Composite Materials蕭佩杰No ratings yet
- Fluid Mechanics and Machinery - Lab ManualDocument76 pagesFluid Mechanics and Machinery - Lab ManualSiva KumarNo ratings yet
- Overview Fusion Welding Standards PDFDocument1 pageOverview Fusion Welding Standards PDFHà Việt ĐứcNo ratings yet
- Ws Etabs Manual PDFDocument32 pagesWs Etabs Manual PDFBoris Escubio100% (2)
- Shear in Reinforced Concrete BeamsDocument3 pagesShear in Reinforced Concrete Beamsksshashidhar100% (1)
- Datasheet Limit SwitchDocument21 pagesDatasheet Limit SwitchMuhammad Nasrudin LatiefNo ratings yet
- Manual CTPDocument83 pagesManual CTPDino Oporto PrudencioNo ratings yet
- Longitudinal Seam Welders BrochureDocument8 pagesLongitudinal Seam Welders Brochuregrincheu70No ratings yet
- PTE PW46 Wastegate InstructionsDocument9 pagesPTE PW46 Wastegate InstructionsAmenonFernandesRosaNo ratings yet
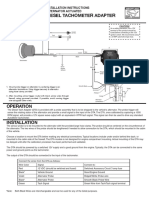
- Adaptador de Tacometro DieselDocument2 pagesAdaptador de Tacometro DieselJj ValdezNo ratings yet
- Ans To IS 800 LSM CodeDocument11 pagesAns To IS 800 LSM Codeanon_854101020% (1)
- Mold Components 5-19-17Document400 pagesMold Components 5-19-17KodhansNo ratings yet
- SUSPA Series16Document20 pagesSUSPA Series16Panzy Eli HandianaNo ratings yet
- Simple Two-Pole DC Motor: BrushedDocument10 pagesSimple Two-Pole DC Motor: BrushedanupthattaNo ratings yet