Download as pdf or txt
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- KZ1000 KZ1100Document370 pagesKZ1000 KZ1100motomech92% (13)
- J-1175 ENGLISH Operation Manual: Finlay Hydrascreen Finlay Hydrascreens (Omagh) LTDDocument178 pagesJ-1175 ENGLISH Operation Manual: Finlay Hydrascreen Finlay Hydrascreens (Omagh) LTDcuenta1100% (2)
- Kawasaki ZX9R 98-99Document307 pagesKawasaki ZX9R 98-99motomech100% (3)
- Mikado LOGO 600SE ManualDocument13 pagesMikado LOGO 600SE Manualr521999No ratings yet
- 9y02113768 PDFDocument662 pages9y02113768 PDFJoseph Boulanger100% (9)
- Vdocuments - MX - Caterpillar Cat 320l Track Excavator Prefix 8lk Service Repair Manual 8lk00001 and Up 1586311769Document30 pagesVdocuments - MX - Caterpillar Cat 320l Track Excavator Prefix 8lk Service Repair Manual 8lk00001 and Up 1586311769Ikeo100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Pautas de Reutilización y RecuperacionDocument10 pagesPautas de Reutilización y RecuperacionfranNo ratings yet
- REHS4987-02 Replacing Base Edge Assemblies in Large Wheel Loader BucketsDocument19 pagesREHS4987-02 Replacing Base Edge Assemblies in Large Wheel Loader BucketsCarlosNo ratings yet
- 180TCD Brake ManualDocument5 pages180TCD Brake ManualJose GonzalezNo ratings yet
- Общая инструкция по сваркеDocument66 pagesОбщая инструкция по сваркеforgotten.planet.2023No ratings yet
- Montagem e Desmontagem Da Camisa 3306Document3 pagesMontagem e Desmontagem Da Camisa 3306Lucas ApostoloNo ratings yet
- YoshimuraDocument7 pagesYoshimuraNguon MadolyNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument5 pagesUnit Injector - Install: Disassembly and AssemblyJoze 23No ratings yet
- Caterpillarcat931 BDocument25 pagesCaterpillarcat931 BandrewNo ratings yet
- Suzuki GSXR 1000 2005 - 06 Anular EscapeDocument9 pagesSuzuki GSXR 1000 2005 - 06 Anular EscapeBj BenitezNo ratings yet
- Moldboard Wear Strip - Inspect Adjust ReplaceDocument3 pagesMoldboard Wear Strip - Inspect Adjust ReplaceNasrul arulNo ratings yet
- TM-80 Heat Exchanger Cleaner 5224XLDocument6 pagesTM-80 Heat Exchanger Cleaner 5224XLgshdavidNo ratings yet
- 10.piston CylinderDocument19 pages10.piston Cylinderprihartono_diasNo ratings yet
- SEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series EnginesDocument19 pagesSEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series Enginesyahmanmahira4No ratings yet
- Tiras de Desgaste RielDocument6 pagesTiras de Desgaste RielCristobal Gutierrez CarrascoNo ratings yet
- Ss185re Snorkel Toyota InstallDocument7 pagesSs185re Snorkel Toyota InstallFrancisco BeloucheNo ratings yet
- Grease Fitting PDFDocument20 pagesGrease Fitting PDFleonardsiregarNo ratings yet
- 3rd D6M TRACK-tensionerDocument5 pages3rd D6M TRACK-tensionerfaber orlandoNo ratings yet
- Remoção e Instalação Motor de EscavaçãoDocument5 pagesRemoção e Instalação Motor de EscavaçãoCássio RodriguesNo ratings yet
- Blackhawk Pump Manual 2018Document75 pagesBlackhawk Pump Manual 2018Ivan MaltsevNo ratings yet
- Pulleys TechDocument8 pagesPulleys TechashkansoheylNo ratings yet
- TM-81 Condenser Cleaner 5125Document6 pagesTM-81 Condenser Cleaner 5125gshdavidNo ratings yet
- Exhaust ManifoldDocument3 pagesExhaust ManifoldSteven Y.MNo ratings yet
- 3406 D8R Water Pump PDFDocument3 pages3406 D8R Water Pump PDFmanu luvungaNo ratings yet
- Motor 60Z02152 - 02 (1) CAT 3306Document4 pagesMotor 60Z02152 - 02 (1) CAT 3306Ismael De Jesus Andrade50% (2)
- Caterpillar Cat 330-A L Excavator (Prefix 5YM) Service Repair Manual (5YM00001 and Up)Document26 pagesCaterpillar Cat 330-A L Excavator (Prefix 5YM) Service Repair Manual (5YM00001 and Up)kfm8seuuduNo ratings yet
- Steering Clutch Control Group ADJUSTMENTDocument4 pagesSteering Clutch Control Group ADJUSTMENTPepe AlNo ratings yet
- 777D Cat DetectDocument99 pages777D Cat DetectAlexis ContadorNo ratings yet
- Api Plan 11Document6 pagesApi Plan 11johnsaballaNo ratings yet
- Injector InstalacionDocument6 pagesInjector Instalacionjose luis herreraNo ratings yet
- AV Industrial Products LTD Catalogue Anti Vibration MountsDocument52 pagesAV Industrial Products LTD Catalogue Anti Vibration MountsAV Industrial Products LtdNo ratings yet
- Konica C451 Fuser Unit Noise SolutionsDocument21 pagesKonica C451 Fuser Unit Noise Solutionsroosterman4ever100% (1)
- Installation Guide For Cat Terrain For Drilling On The MD6250Document64 pagesInstallation Guide For Cat Terrain For Drilling On The MD6250Sain MezaNo ratings yet
- Bomba de Lubricação Automatca de MarteloDocument53 pagesBomba de Lubricação Automatca de MarteloDaniel F BarrosNo ratings yet
- 2006 Radium - Metal Shock Service ManualDocument16 pages2006 Radium - Metal Shock Service ManualJesus Francisco MorenoNo ratings yet
- Mikado LOGO 550SE ManualDocument13 pagesMikado LOGO 550SE Manualr521999No ratings yet
- Crankshaft - InstallDocument5 pagesCrankshaft - InstallalonsoNo ratings yet
- Manual Taller ARN 125 CC (Idioma Ingles)Document85 pagesManual Taller ARN 125 CC (Idioma Ingles)Cordobessa50% (2)
- SKF Bearing Fitting Tool TMFT 33Document2 pagesSKF Bearing Fitting Tool TMFT 33Nang Dapi100% (1)
- Procedures For Collision RepairDocument10 pagesProcedures For Collision Repairvinhquangbk10No ratings yet
- Humvee Service 2Document953 pagesHumvee Service 2Gara PedrazaNo ratings yet
- d348 - M.serviceDocument1,704 pagesd348 - M.serviceMarcos Vinicius BinottoNo ratings yet
- Manitou Tower ServiceDocument35 pagesManitou Tower ServiceKélio Wolfrane Santos MachadoNo ratings yet
- Steam TrapTD55Document3 pagesSteam TrapTD55Avneet MaanNo ratings yet
- Motor 60Z02152 - 08 (1) CAT 3306 Liner ProjectionDocument2 pagesMotor 60Z02152 - 08 (1) CAT 3306 Liner ProjectionIsmael De Jesus Andrade0% (1)
- 180TCD Metric ManualDocument6 pages180TCD Metric ManualJose GonzalezNo ratings yet
- John Deere CT322 Compact Track Loader Service Repair Manual (TM2152)Document17 pagesJohn Deere CT322 Compact Track Loader Service Repair Manual (TM2152)laopaodunNo ratings yet
- Ta27 Tier3 - 8681Document380 pagesTa27 Tier3 - 8681Marcoglm100% (5)
- Instructions To Mod. Zyt5402tzj Mobile Drilling RigDocument135 pagesInstructions To Mod. Zyt5402tzj Mobile Drilling RigYimmy Alexander Parra MarulandaNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Toaz - Info Perkins 1106c Reparacionpdf PRDocument197 pagesToaz - Info Perkins 1106c Reparacionpdf PRfranNo ratings yet
- NITROGENODocument12 pagesNITROGENOfranNo ratings yet
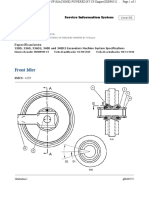
- Front IdlerDocument2 pagesFront IdlerfranNo ratings yet
- Manual de HerramientasDocument28 pagesManual de HerramientasfranNo ratings yet
- ESPECIFICACIONESDocument3 pagesESPECIFICACIONESfranNo ratings yet
- RODILLODocument35 pagesRODILLOfran100% (1)
- Pautas de Reutilización y RecuperacionDocument10 pagesPautas de Reutilización y RecuperacionfranNo ratings yet
- Measuring Vibration DT9837 MATLABDocument4 pagesMeasuring Vibration DT9837 MATLABfranNo ratings yet
- MHD Flasher N54 User Guide: Program Creator/Developer: Martial Hesse-Dreville Guide Creator: Twisted Tuning DescriptionDocument24 pagesMHD Flasher N54 User Guide: Program Creator/Developer: Martial Hesse-Dreville Guide Creator: Twisted Tuning DescriptionmunkarobertNo ratings yet
- Proposal For: Slurry Water and Sludge Processing UnitDocument7 pagesProposal For: Slurry Water and Sludge Processing Unitshakib nazmusNo ratings yet
- DS1004 SV Series FM-200 System Revision 02-17-16 PDFDocument10 pagesDS1004 SV Series FM-200 System Revision 02-17-16 PDFDanny DukeranNo ratings yet
- Model 727/731 Hydraulic Feed Chipper Operation & Maintenance ManualDocument28 pagesModel 727/731 Hydraulic Feed Chipper Operation & Maintenance ManualJimNo ratings yet
- Crane N RiggingDocument34 pagesCrane N RiggingRajuNo ratings yet
- Computer Bus Architecture: Von Neumann Computer ModelDocument19 pagesComputer Bus Architecture: Von Neumann Computer ModelJoshua AyoolaNo ratings yet
- WH1602BDocument5 pagesWH1602BKhaled ZakariaNo ratings yet
- Embedded Lab Manual FinalDocument51 pagesEmbedded Lab Manual FinalFrancis SachinNo ratings yet
- rfg040208 PDFDocument2,372 pagesrfg040208 PDFMr DungNo ratings yet
- Presented By: Manisha KhuranaDocument28 pagesPresented By: Manisha Khuranamanisha khuranaNo ratings yet
- Faculty of Natural and Applied Sciences Department of Physics PHY 108 Electricity and Magnetism Experiment 4: TransformerDocument7 pagesFaculty of Natural and Applied Sciences Department of Physics PHY 108 Electricity and Magnetism Experiment 4: TransformerChukwunomso UnaoguNo ratings yet
- Cushcraft A50-A3 6m Beam ManualDocument7 pagesCushcraft A50-A3 6m Beam ManualTom JobNo ratings yet
- VW - tb.01!05!02 Diagnostic Trouble Code DTC P1603 Stored in DTCDocument3 pagesVW - tb.01!05!02 Diagnostic Trouble Code DTC P1603 Stored in DTCSlobodanNo ratings yet
- Abracon ABLSDocument2 pagesAbracon ABLSJoseph Abou El OulaNo ratings yet
- LG Commercial MonitorDocument35 pagesLG Commercial MonitorNATHANNo ratings yet
- Basic Instruments and Setpoints For FermentationDocument15 pagesBasic Instruments and Setpoints For FermentationJoseph KellyNo ratings yet
- Technical Data Sheet: High Pressure Dry System: 1. DescriptionDocument7 pagesTechnical Data Sheet: High Pressure Dry System: 1. DescriptionDjapaNo ratings yet
- CM-UFD.M33: Grid Feeding Monitoring For Generating Plants Connected To Distribution SystemsDocument17 pagesCM-UFD.M33: Grid Feeding Monitoring For Generating Plants Connected To Distribution SystemspetrarcabNo ratings yet
- PB Acc en WW - LDocument138 pagesPB Acc en WW - LLombe MutonoNo ratings yet
- Micro Bit ManualDocument30 pagesMicro Bit ManualleefyNo ratings yet
- XMD Mobile App User ManualDocument31 pagesXMD Mobile App User ManualPiero Fabrizzio Mendoza FuenteNo ratings yet
- Belt DrivesDocument3 pagesBelt DrivesBibek DevNo ratings yet
- INTCV385 - HV and MV Switchgear (CB, CT, CVT, DC and SA) Operaion, Maintenance - L2 - v1Document3 pagesINTCV385 - HV and MV Switchgear (CB, CT, CVT, DC and SA) Operaion, Maintenance - L2 - v1PMG Bhuswal ProjectNo ratings yet
- Varistor 10-391Document5 pagesVaristor 10-391Carlos R A CostaNo ratings yet
- Patterson Services, Inc.: BOP Information Sheet Shaffer Spherical BOP Wedge Cover BOP 21-1/4" 5KDocument2 pagesPatterson Services, Inc.: BOP Information Sheet Shaffer Spherical BOP Wedge Cover BOP 21-1/4" 5KLuis Roberto Dominguez MorenoNo ratings yet
- VD4 Breaker SparesDocument5 pagesVD4 Breaker Spareskarthik achudhanNo ratings yet
- List MSDSDocument2 pagesList MSDSiffah nurfaizNo ratings yet
- Nissan Leaf 2014 Workshop Manual - General PrecautionsDocument3 pagesNissan Leaf 2014 Workshop Manual - General PrecautionsyogapostNo ratings yet
- Clientop Catalogue 2023Document66 pagesClientop Catalogue 2023Al Madaen Al HijaziahNo ratings yet