Download as pdf or txt
You might also like
- Caterpillar Cat 279D COMPACT TRACK LOADER (Prefix GTL) Service Repair Manual (GTL00001 and Up) PDFDocument7 pagesCaterpillar Cat 279D COMPACT TRACK LOADER (Prefix GTL) Service Repair Manual (GTL00001 and Up) PDFfksjdnkem0% (2)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Kioti CK3310-EU Tractor Parts ManualDocument10 pagesKioti CK3310-EU Tractor Parts ManualLisakolyNo ratings yet
- Caterpillar Service Welding GuideDocument77 pagesCaterpillar Service Welding GuideGaston Gingarelli100% (1)
- Electronic Unit Injector - Install: Disassembly and AssemblyDocument5 pagesElectronic Unit Injector - Install: Disassembly and Assemblysxturbo100% (1)
- 336DL - Torque Culata 1Document4 pages336DL - Torque Culata 1Vargas Ortiz Jean DiomenesNo ratings yet
- 200D, 20200DLC Repair TM10079Document408 pages200D, 20200DLC Repair TM10079Edgar Rojas Espejo86% (7)
- Thermal Spray Procedures For OHT and WTS Rear Wheel - Bearing BoresDocument14 pagesThermal Spray Procedures For OHT and WTS Rear Wheel - Bearing Boresalan gonzalezNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Общая инструкция по сваркеDocument66 pagesОбщая инструкция по сваркеforgotten.planet.2023No ratings yet
- NITROGENODocument12 pagesNITROGENOfranNo ratings yet
- Blowby & Air Flow MeterDocument29 pagesBlowby & Air Flow MeterAsim GhoshNo ratings yet
- Mazas DDocument11 pagesMazas DMiguel FloresNo ratings yet
- Инструкция по повторному использованию шпинделей передних ступиц 785, 789Document58 pagesИнструкция по повторному использованию шпинделей передних ступиц 785, 789forgotten.planet.2023No ratings yet
- RODILLODocument35 pagesRODILLOfran100% (1)
- Medidas Del Anclaje de FrenoDocument10 pagesMedidas Del Anclaje de FrenoMiguel FloresNo ratings yet
- Roller DissassembleDocument34 pagesRoller DissassembleJorgeNo ratings yet
- 777D Cat DetectDocument99 pages777D Cat DetectAlexis ContadorNo ratings yet
- Guia Reparar CarrierDocument8 pagesGuia Reparar CarrierAnonymous tipWjHGVGNo ratings yet
- Manual de HerramientasDocument28 pagesManual de HerramientasfranNo ratings yet
- REHS4987-02 Replacing Base Edge Assemblies in Large Wheel Loader BucketsDocument19 pagesREHS4987-02 Replacing Base Edge Assemblies in Large Wheel Loader BucketsCarlosNo ratings yet
- 3116 Block Head Bolt Hole Salvage GuideDocument15 pages3116 Block Head Bolt Hole Salvage GuideChrisdian FaraniNo ratings yet
- REHS2346 - Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 Off-Highway TrucksDocument34 pagesREHS2346 - Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 Off-Highway TrucksrubenNo ratings yet
- Inspeccio Del CigueñalDocument62 pagesInspeccio Del CigueñalJavier Hector CayaNo ratings yet
- CAT Dimention Main BearingDocument16 pagesCAT Dimention Main BearingmkNo ratings yet
- Thermal Spray Prodeces OHT Brake Anchor PDFDocument11 pagesThermal Spray Prodeces OHT Brake Anchor PDFalan gonzalezNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument5 pagesUnit Injector - Install: Disassembly and AssemblyJoze 23No ratings yet
- Caterpillar Cat 305E2 CR Mini Hydraulic Excavator (Prefix BZ5) Service Repair Manual (BZ500001 and Up)Document21 pagesCaterpillar Cat 305E2 CR Mini Hydraulic Excavator (Prefix BZ5) Service Repair Manual (BZ500001 and Up)kfmuseddk100% (1)
- Rocker Arm and Shaft - InstallDocument3 pagesRocker Arm and Shaft - InstallJoze 23No ratings yet
- Valves, Valve Springs, Valve Rotocoils, and LocksDocument55 pagesValves, Valve Springs, Valve Rotocoils, and Locksbetoven8437No ratings yet
- SEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series EnginesDocument19 pagesSEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series Enginesyahmanmahira4No ratings yet
- Installation of The 314-7815 Auxiliary Hydraulic Lines GP On Certain Hydraulic Excavators (5057)Document7 pagesInstallation of The 314-7815 Auxiliary Hydraulic Lines GP On Certain Hydraulic Excavators (5057)Flávio da silva carvalhoNo ratings yet
- Reuse & Salvage Guidelines (Valve & Valve Spring Spec)Document25 pagesReuse & Salvage Guidelines (Valve & Valve Spring Spec)carlos angelNo ratings yet
- Procedimento de Retirada - 3054Document6 pagesProcedimento de Retirada - 3054carlos nogueiraNo ratings yet
- Turbine Wheel For Torque Converters Used With Power Shift Transmissions (3101, 3131)Document23 pagesTurbine Wheel For Torque Converters Used With Power Shift Transmissions (3101, 3131)Danny MauricioNo ratings yet
- Using Lock-N-Stitch Procedures For Casting Repair InsertosDocument32 pagesUsing Lock-N-Stitch Procedures For Casting Repair InsertosAlan GonzalezNo ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument5 pagesCylinder Head - Install: Disassembly and AssemblyJoze 23No ratings yet
- Turbo D5GDocument3 pagesTurbo D5GjulianmatabajoyNo ratings yet
- SEBF8054 - Procedure To Measure and Straighten Bent CrankshaftsDocument28 pagesSEBF8054 - Procedure To Measure and Straighten Bent Crankshaftsyahmanmahira4No ratings yet
- 325D and 325D L Excavator: Service Repair ManualDocument28 pages325D and 325D L Excavator: Service Repair ManualDana CarvajalNo ratings yet
- Caterpillar Cat 305E2 CR Mini Hydraulic Excavator (Prefix DF5) Service Repair Manual (DF500001 and Up)Document23 pagesCaterpillar Cat 305E2 CR Mini Hydraulic Excavator (Prefix DF5) Service Repair Manual (DF500001 and Up)kfmuseddkNo ratings yet
- Techdoc - Print - Page 3Document4 pagesTechdoc - Print - Page 3franNo ratings yet
- Injector InstalacionDocument6 pagesInjector Instalacionjose luis herreraNo ratings yet
- Espesificaciones de EngranesDocument13 pagesEspesificaciones de EngranesMiguel GutierrezNo ratings yet
- Bomba de Aceite D5GDocument3 pagesBomba de Aceite D5GjulianmatabajoyNo ratings yet
- PlatoDocument10 pagesPlatorichard castañedaNo ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 32K) Service Repair Manual (32K00789-01300)Document27 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 32K) Service Repair Manual (32K00789-01300)rpoy9396615No ratings yet
- Avof CilindrosDocument18 pagesAvof CilindrosMiguel FloresNo ratings yet
- SEBF2171Document10 pagesSEBF2171carlos2387No ratings yet
- Planetary 789 Salvage ProcedureDocument9 pagesPlanetary 789 Salvage ProcedureAlan GonzalezNo ratings yet
- Sony Klv-32s400a Chassis Eg1l-GaDocument81 pagesSony Klv-32s400a Chassis Eg1l-GaMohamed Salah80% (5)
- Caterpillar Cat 226D SKID STEER LOADER (Prefix HRD) Service Repair Manual (HRD00001 and Up)Document26 pagesCaterpillar Cat 226D SKID STEER LOADER (Prefix HRD) Service Repair Manual (HRD00001 and Up)rpoy9396615No ratings yet
- Armado de Valvula de Salida Del ConvertidorDocument2 pagesArmado de Valvula de Salida Del ConvertidorKerbin Enrique NuñezNo ratings yet
- Cigueñal 3500Document40 pagesCigueñal 3500Richard Miranda MedinaNo ratings yet
- Water-Coold ExDocument6 pagesWater-Coold ExAmin1234No ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R00596-01257)Document24 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R00596-01257)rpoy9396615No ratings yet
- 336DL - Torque Culata 1 PDFDocument4 pages336DL - Torque Culata 1 PDFVargas Ortiz Jean DiomenesNo ratings yet
- 120g - Service ManualDocument2,569 pages120g - Service ManualFilipe Da Silva NascimentoNo ratings yet
- Valve SpringDocument16 pagesValve SpringAmin1234No ratings yet
- HEX Track RollerDocument32 pagesHEX Track RollerFelipe CubillosNo ratings yet
- Toaz - Info Perkins 1106c Reparacionpdf PRDocument197 pagesToaz - Info Perkins 1106c Reparacionpdf PRfranNo ratings yet
- NITROGENODocument12 pagesNITROGENOfranNo ratings yet
- Manual de HerramientasDocument28 pagesManual de HerramientasfranNo ratings yet
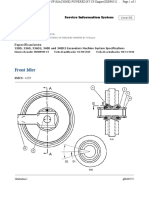
- Front IdlerDocument2 pagesFront IdlerfranNo ratings yet
- ESPECIFICACIONESDocument3 pagesESPECIFICACIONESfranNo ratings yet
- Techdoc - Print - Page 3Document4 pagesTechdoc - Print - Page 3franNo ratings yet
- RODILLODocument35 pagesRODILLOfran100% (1)
- Measuring Vibration DT9837 MATLABDocument4 pagesMeasuring Vibration DT9837 MATLABfranNo ratings yet
- Bearings Chart 2015Document1 pageBearings Chart 2015Vennia PapadipoulouNo ratings yet
- Portico Design 1Document5 pagesPortico Design 1Asr FlowerNo ratings yet
- Transfer CaseDocument43 pagesTransfer CasePopescu Vasile IonNo ratings yet
- The Fabrication of A Sandboni: A Coastal Cleaning SystemDocument57 pagesThe Fabrication of A Sandboni: A Coastal Cleaning SystemColeen TorresNo ratings yet
- Txtopper List of MaterialsDocument1 pageTxtopper List of Materialsfox7878No ratings yet
- Manpower & Equipment Deployment Rev 0Document345 pagesManpower & Equipment Deployment Rev 0syedahmad3950% (2)
- Geronimo Z. Velasco - IOMDocument4 pagesGeronimo Z. Velasco - IOMGazelle Joy UlalanNo ratings yet
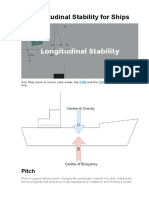
- Longitudinal Stability For ShipsDocument4 pagesLongitudinal Stability For ShipsGiorgi Kandelaki100% (1)
- Visvesvaraya Technological University: Department of Civil EngineeringDocument5 pagesVisvesvaraya Technological University: Department of Civil EngineeringAkshay HalyalNo ratings yet
- mt9m032 FlyerDocument2 pagesmt9m032 FlyerbschusteNo ratings yet
- Catalogo BiMe Eng RusDocument12 pagesCatalogo BiMe Eng RusabnicolescuNo ratings yet
- Trident Range Oil RMUEnglishDocument1 pageTrident Range Oil RMUEnglishdip461No ratings yet
- Short Circuit Current CalculationDocument5 pagesShort Circuit Current CalculationIdham A. DjufriNo ratings yet
- WebADM ManualDocument76 pagesWebADM Manualgeorges17100% (1)
- Welding Map and Monitoring Field Weld Actifity Bbe Tahap 2Document13 pagesWelding Map and Monitoring Field Weld Actifity Bbe Tahap 2Cak NhassNo ratings yet
- CYME Solar Impact Study ModulesDocument8 pagesCYME Solar Impact Study ModulesclicknagpalNo ratings yet
- Mercedes Vito Viano 2005Document110 pagesMercedes Vito Viano 2005bruteforce200075% (4)
- Fassi F210a.25Document78 pagesFassi F210a.25Aleixandre GomezNo ratings yet
- Grade 10 Science PointersDocument2 pagesGrade 10 Science PointersHendrix Antonni AmanteNo ratings yet
- TCAD Workshop Volume IDocument69 pagesTCAD Workshop Volume IVipan SharmaNo ratings yet
- Fundamentals in Cavity PreprationDocument42 pagesFundamentals in Cavity PreprationNamrataNo ratings yet
- 1828 1Document16 pages1828 1Hamid NaveedNo ratings yet
- CASSEL Metal Detector GF DS EN 200702Document6 pagesCASSEL Metal Detector GF DS EN 200702geor77No ratings yet
- Ray SplatDocument9 pagesRay SplatMark Anthony Rodado MuncadaNo ratings yet
- Move Into Life, by Anat Baniel - ExcerptDocument32 pagesMove Into Life, by Anat Baniel - ExcerptCrown Publishing Group100% (9)
- 008 - CAT-6040 - RH170B - Travel SystemDocument28 pages008 - CAT-6040 - RH170B - Travel SystemJorby Cuadros100% (2)
- القائمة الالزامية لمنتجات التشييد والبناءDocument13 pagesالقائمة الالزامية لمنتجات التشييد والبناءm.thurwiNo ratings yet
- 6.project Implementation Approach - DR .HasliDocument44 pages6.project Implementation Approach - DR .HasliNoordin Abdul MajidNo ratings yet
- ABB FilterDocument7 pagesABB FilterKaiser IqbalNo ratings yet