
Gage R&R-part To Part-Tolerance
Gage R&R-part To Part-Tolerance
You might also like
- Amzn1 Tortuga 3 T114A4N0CUJRW1Document52 pagesAmzn1 Tortuga 3 T114A4N0CUJRW1Rajeev SinghNo ratings yet
- ĐỊNH MỨC QUÝ III-IV 2020Document145 pagesĐỊNH MỨC QUÝ III-IV 2020TiếnTrầnHồVănNo ratings yet
- Stepsmart Fitness: Robert J. Dolan Benson P. Shapiro Alisa ZaloshDocument7 pagesStepsmart Fitness: Robert J. Dolan Benson P. Shapiro Alisa ZaloshIshan Bhatia0% (1)
- ISO 31000 Risk Management ProcessDocument20 pagesISO 31000 Risk Management ProcessammarahNo ratings yet
- Lean Six Sigma White Belt Autor University of California San DiegoDocument31 pagesLean Six Sigma White Belt Autor University of California San DiegoGoran SpasićNo ratings yet
- 02-1-Development Process-PDD PDFDocument17 pages02-1-Development Process-PDD PDFChandan MishraNo ratings yet
- 5S & Visual Workplace Management Workshop/TrainingDocument2 pages5S & Visual Workplace Management Workshop/TrainingLeanAdvisors100% (4)
- The Product Life Cycle Concept Is Based On Four PremisesDocument8 pagesThe Product Life Cycle Concept Is Based On Four Premisessubham chakrabortyNo ratings yet
- CA 1012134 Agc A01 A01 MSA GRR 3. Process Bracket AssemblyDocument25 pagesCA 1012134 Agc A01 A01 MSA GRR 3. Process Bracket AssemblyEnano000No ratings yet
- Quality Control TechniquesDocument10 pagesQuality Control Techniquesdevilunleashed090% (1)
- Value Stream MappingDocument21 pagesValue Stream MappingmpvoNo ratings yet
- Gage R&R For Attributes: InstructionsDocument31 pagesGage R&R For Attributes: InstructionsCesar ArellanoNo ratings yet
- SPCDocument49 pagesSPCJosephi_abbasNo ratings yet
- Just in Time System (2) 10000Document24 pagesJust in Time System (2) 10000John GriffiesNo ratings yet
- Lean Managemnet FinalDocument72 pagesLean Managemnet FinalmohamedNo ratings yet
- 2 - Analyze - X SiftingDocument55 pages2 - Analyze - X SiftingParaschivescu CristinaNo ratings yet
- Error Proof AssemblyDocument30 pagesError Proof AssemblySergioRiveroSalcidoNo ratings yet
- Value Stream Mapping: Dr. Syed Amir IqbalDocument41 pagesValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- Lean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Document69 pagesLean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Rajkumar VijNo ratings yet
- Paper Lean For LeadersDocument15 pagesPaper Lean For LeadersJonas LeoNo ratings yet
- Introduction To Lean and Value Stream MappingDocument37 pagesIntroduction To Lean and Value Stream MappingdeyabudesignNo ratings yet
- LdssDocument240 pagesLdssrichardlovellNo ratings yet
- What We Talk About When We Talk About Risk: Presentation OnDocument24 pagesWhat We Talk About When We Talk About Risk: Presentation OnDavid Jayson Barcelona OquendoNo ratings yet
- Spaghetti DiagramDocument7 pagesSpaghetti DiagramRicardo BalauNo ratings yet
- Toyota QCC SampleDocument24 pagesToyota QCC SamplejisungfizNo ratings yet
- Value Stream Mapping Training MaterialsDocument12 pagesValue Stream Mapping Training Materialsgandi shrtnNo ratings yet
- Quality Management and 6 Sigma-Sessions1-6Document66 pagesQuality Management and 6 Sigma-Sessions1-6prasunbnrgNo ratings yet
- Kanban Tutorial LESS2010 PDFDocument40 pagesKanban Tutorial LESS2010 PDFVasanth RajaNo ratings yet
- Multi Vari ChartsDocument9 pagesMulti Vari ChartsDearRed FrankNo ratings yet
- Lecture 8 PDFDocument114 pagesLecture 8 PDFanonNo ratings yet
- Lean & Green PPT 1Document14 pagesLean & Green PPT 1pmk_tvsNo ratings yet
- Value Stream Mapping (VSM) : A Workshop OnDocument12 pagesValue Stream Mapping (VSM) : A Workshop Onkushal pramanickNo ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- Six Sigma Basics: Latest ArticlesDocument2 pagesSix Sigma Basics: Latest ArticlesSabbirHasanNo ratings yet
- C & e MatrixDocument12 pagesC & e MatrixPRASHANTH B SNo ratings yet
- Jurans TrilogyDocument14 pagesJurans TrilogyJesus MhNo ratings yet
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocument26 pagesCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNo ratings yet
- Dpmo CalculatorDocument9 pagesDpmo Calculatorramani_balakrishNo ratings yet
- 8 Wastes of LeanDocument38 pages8 Wastes of LeanM MNo ratings yet
- (2012.04.28) Principles of Lean Six Sigma 2012Document88 pages(2012.04.28) Principles of Lean Six Sigma 2012JeanNo ratings yet
- W3-1 Introduction Week Three - 2014-03Document62 pagesW3-1 Introduction Week Three - 2014-03NicolaNo ratings yet
- Chapter 2 Roles and ResponsibilitiesDocument23 pagesChapter 2 Roles and ResponsibilitiesKaranShindeNo ratings yet
- Lean and Environmental Sustainability in ConstructionDocument2 pagesLean and Environmental Sustainability in ConstructionRedzwan NazlyNo ratings yet
- Workshop On Application of Lean Management: Gen-PromDocument102 pagesWorkshop On Application of Lean Management: Gen-PromMudassar NawazNo ratings yet
- ADL Digital Lean ManagementDocument4 pagesADL Digital Lean ManagementDuarte CRosaNo ratings yet
- Gemba Kaizen: by Ismail ClementDocument30 pagesGemba Kaizen: by Ismail ClementArvind SinghNo ratings yet
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- 5S Numbers GameDocument13 pages5S Numbers GameAnkurNo ratings yet
- An OverviewDocument37 pagesAn OverviewRahmat UllahNo ratings yet
- Training Material For: Easurement Ystem NalysisDocument61 pagesTraining Material For: Easurement Ystem NalysisDotecho Jzo EyNo ratings yet
- Six Sigma BasicsDocument13 pagesSix Sigma BasicsmanojpuruNo ratings yet
- Lecture Day4 Afternoon Lean Production - HandoutsDocument33 pagesLecture Day4 Afternoon Lean Production - HandoutsBust everyNo ratings yet
- 1a Quiz Kaizen OverviewDocument1 page1a Quiz Kaizen OverviewRajat SNo ratings yet
- Analyze PhaseDocument33 pagesAnalyze PhasePatricia Ann FelicianoNo ratings yet
- Understanding Six SigmaDocument147 pagesUnderstanding Six Sigmamanisankar05100% (2)
- Naa347hj (LC-01) Machine CapabilityDocument2 pagesNaa347hj (LC-01) Machine CapabilityJagadesh PNo ratings yet
- Machine Capability For Welding-Mar-2019Document2 pagesMachine Capability For Welding-Mar-2019Jagadesh PNo ratings yet
- Form / Format Gauge Repeatability & Reproducibility Report: CapacitorDocument4 pagesForm / Format Gauge Repeatability & Reproducibility Report: CapacitorhimanshuNo ratings yet
- AnalisaDocument6 pagesAnalisajokowisNo ratings yet
- PB04Document2 pagesPB04Jagadesh PNo ratings yet
- THI - BAI TAP MẪU - 2.1GRR - Xbar-R - METHOD - MSA - MANUADocument11 pagesTHI - BAI TAP MẪU - 2.1GRR - Xbar-R - METHOD - MSA - MANUAHung PhamNo ratings yet
- Shearing MachineDocument2 pagesShearing MachineJagadesh PNo ratings yet
- Nested Anova Study-Pp Pha Huy-SDocument4 pagesNested Anova Study-Pp Pha Huy-STiếnTrầnHồVănNo ratings yet
- YE YE NO: Dye &chemical& General Ordering ProcumentDocument2 pagesYE YE NO: Dye &chemical& General Ordering ProcumentTiếnTrầnHồVănNo ratings yet
- Tran Ho Van TienDocument2 pagesTran Ho Van TienTiếnTrầnHồVănNo ratings yet
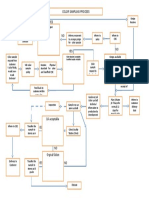
- Color Sampling Process-2Document1 pageColor Sampling Process-2TiếnTrầnHồVănNo ratings yet
- Color Sampling Process YES: QA AcceptableDocument1 pageColor Sampling Process YES: QA AcceptableTiếnTrầnHồVănNo ratings yet
- Job Application LetterDocument1 pageJob Application LetterTiếnTrầnHồVănNo ratings yet
- A Case Study of Enterprise Risk Management Implementation in Malaysian Construction CompaniesDocument8 pagesA Case Study of Enterprise Risk Management Implementation in Malaysian Construction CompaniesalkalkiaNo ratings yet
- 5434-Article Text-21114-1-10-20150107Document12 pages5434-Article Text-21114-1-10-20150107María fernandaNo ratings yet
- Prasant Kumar Rath PH No: +91Document4 pagesPrasant Kumar Rath PH No: +91poornima24No ratings yet
- Thesis On Road NepalDocument80 pagesThesis On Road Nepalsuraj bhandariNo ratings yet
- Final PPT BlinkitDocument10 pagesFinal PPT BlinkitPratha Poddar0% (1)
- Assignment 2.global Supply Chain and Manufacturing StrategyDocument6 pagesAssignment 2.global Supply Chain and Manufacturing StrategyAy KNo ratings yet
- DBM 1213 Storage and LogisticsDocument2 pagesDBM 1213 Storage and LogisticsJimmy ReeceNo ratings yet
- Risk AssessmentDocument13 pagesRisk AssessmentYJ OoiNo ratings yet
- Inventories: Principles of Financial Accounting, 11eDocument98 pagesInventories: Principles of Financial Accounting, 11elouis_alfaNo ratings yet
- UNIT IG2: Risk Assessment: Global Professional Training CentreDocument3 pagesUNIT IG2: Risk Assessment: Global Professional Training Centrevivek vNo ratings yet
- Supply Chains and Working Capital: ManagementDocument60 pagesSupply Chains and Working Capital: ManagementMarko NikolicNo ratings yet
- Strategic Management Accounting ThesisDocument4 pagesStrategic Management Accounting Thesisfjda52j0100% (2)
- PQ EQC RSPTN UniBDocument28 pagesPQ EQC RSPTN UniBastadipati ptNo ratings yet
- Toilet Supply Chain Raw ScriptDocument2 pagesToilet Supply Chain Raw ScriptThảo Nguyên TrầnNo ratings yet
- Company Competitor ListDocument20 pagesCompany Competitor Listvidhi ardeshnaNo ratings yet
- International AllianceDocument13 pagesInternational AllianceSajal SinghNo ratings yet
- Stakeholder Mapping: Step 1 - Identify Your Main StakeholdersDocument4 pagesStakeholder Mapping: Step 1 - Identify Your Main StakeholderstryasihNo ratings yet
- MRP SampleDocument115 pagesMRP SampleAbu AlAnda Gate for metal industries and Equipment.No ratings yet
- Full Issue Six Sigma Forum Volume 15 Issue 2 PDFDocument40 pagesFull Issue Six Sigma Forum Volume 15 Issue 2 PDFdhruvil shahNo ratings yet
- Entrep12q1m3recognize and Understand The MarketDocument20 pagesEntrep12q1m3recognize and Understand The MarketChristian Carlo Sasuman100% (2)
- ANPQP Version 2 1 - ACCOMPAGNATEUR - DAY 2 ON 2 MORNING - 251108Document69 pagesANPQP Version 2 1 - ACCOMPAGNATEUR - DAY 2 ON 2 MORNING - 251108adrianNo ratings yet
- Annual/Product Quality Review (Apqr/Pqr) : Don'T Miss This Course Offered by Usp-Ghana'S Cepat FacilityDocument2 pagesAnnual/Product Quality Review (Apqr/Pqr) : Don'T Miss This Course Offered by Usp-Ghana'S Cepat Facilitylhthang1990No ratings yet
- Cornerstones: of Managerial Accounting, 6eDocument74 pagesCornerstones: of Managerial Accounting, 6ealliahnahNo ratings yet
- New Age UL Cert.Document3 pagesNew Age UL Cert.AhmedNo ratings yet
- Kalamba Games - 51% Majority Stake Investment Opportunity - July23Document17 pagesKalamba Games - 51% Majority Stake Investment Opportunity - July23Calvin LimNo ratings yet
- Ratio Analysis of InterloopDocument9 pagesRatio Analysis of InterloopSyed Usarim Ali ShahNo ratings yet
- تكامل إدارتي - الجودة الشاملة و المعرفة - و دوره في تميز المنظماتDocument20 pagesتكامل إدارتي - الجودة الشاملة و المعرفة - و دوره في تميز المنظماتTedjani DzaitNo ratings yet
- Checklist & Panduan Semakan CPM (Projek Jambatan Kg. Sungai Sol)Document8 pagesChecklist & Panduan Semakan CPM (Projek Jambatan Kg. Sungai Sol)cynthiamaydNo ratings yet
- CPCCOM1013 PresentationDocument58 pagesCPCCOM1013 PresentationSana DuraniNo ratings yet































































































Download as xls, pdf, or txt
You might also like
- Amzn1 Tortuga 3 T114A4N0CUJRW1Document52 pagesAmzn1 Tortuga 3 T114A4N0CUJRW1Rajeev SinghNo ratings yet
- ĐỊNH MỨC QUÝ III-IV 2020Document145 pagesĐỊNH MỨC QUÝ III-IV 2020TiếnTrầnHồVănNo ratings yet
- Stepsmart Fitness: Robert J. Dolan Benson P. Shapiro Alisa ZaloshDocument7 pagesStepsmart Fitness: Robert J. Dolan Benson P. Shapiro Alisa ZaloshIshan Bhatia0% (1)
- ISO 31000 Risk Management ProcessDocument20 pagesISO 31000 Risk Management ProcessammarahNo ratings yet
- Lean Six Sigma White Belt Autor University of California San DiegoDocument31 pagesLean Six Sigma White Belt Autor University of California San DiegoGoran SpasićNo ratings yet
- 02-1-Development Process-PDD PDFDocument17 pages02-1-Development Process-PDD PDFChandan MishraNo ratings yet
- 5S & Visual Workplace Management Workshop/TrainingDocument2 pages5S & Visual Workplace Management Workshop/TrainingLeanAdvisors100% (4)
- The Product Life Cycle Concept Is Based On Four PremisesDocument8 pagesThe Product Life Cycle Concept Is Based On Four Premisessubham chakrabortyNo ratings yet
- CA 1012134 Agc A01 A01 MSA GRR 3. Process Bracket AssemblyDocument25 pagesCA 1012134 Agc A01 A01 MSA GRR 3. Process Bracket AssemblyEnano000No ratings yet
- Quality Control TechniquesDocument10 pagesQuality Control Techniquesdevilunleashed090% (1)
- Value Stream MappingDocument21 pagesValue Stream MappingmpvoNo ratings yet
- Gage R&R For Attributes: InstructionsDocument31 pagesGage R&R For Attributes: InstructionsCesar ArellanoNo ratings yet
- SPCDocument49 pagesSPCJosephi_abbasNo ratings yet
- Just in Time System (2) 10000Document24 pagesJust in Time System (2) 10000John GriffiesNo ratings yet
- Lean Managemnet FinalDocument72 pagesLean Managemnet FinalmohamedNo ratings yet
- 2 - Analyze - X SiftingDocument55 pages2 - Analyze - X SiftingParaschivescu CristinaNo ratings yet
- Error Proof AssemblyDocument30 pagesError Proof AssemblySergioRiveroSalcidoNo ratings yet
- Value Stream Mapping: Dr. Syed Amir IqbalDocument41 pagesValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- Lean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Document69 pagesLean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Rajkumar VijNo ratings yet
- Paper Lean For LeadersDocument15 pagesPaper Lean For LeadersJonas LeoNo ratings yet
- Introduction To Lean and Value Stream MappingDocument37 pagesIntroduction To Lean and Value Stream MappingdeyabudesignNo ratings yet
- LdssDocument240 pagesLdssrichardlovellNo ratings yet
- What We Talk About When We Talk About Risk: Presentation OnDocument24 pagesWhat We Talk About When We Talk About Risk: Presentation OnDavid Jayson Barcelona OquendoNo ratings yet
- Spaghetti DiagramDocument7 pagesSpaghetti DiagramRicardo BalauNo ratings yet
- Toyota QCC SampleDocument24 pagesToyota QCC SamplejisungfizNo ratings yet
- Value Stream Mapping Training MaterialsDocument12 pagesValue Stream Mapping Training Materialsgandi shrtnNo ratings yet
- Quality Management and 6 Sigma-Sessions1-6Document66 pagesQuality Management and 6 Sigma-Sessions1-6prasunbnrgNo ratings yet
- Kanban Tutorial LESS2010 PDFDocument40 pagesKanban Tutorial LESS2010 PDFVasanth RajaNo ratings yet
- Multi Vari ChartsDocument9 pagesMulti Vari ChartsDearRed FrankNo ratings yet
- Lecture 8 PDFDocument114 pagesLecture 8 PDFanonNo ratings yet
- Lean & Green PPT 1Document14 pagesLean & Green PPT 1pmk_tvsNo ratings yet
- Value Stream Mapping (VSM) : A Workshop OnDocument12 pagesValue Stream Mapping (VSM) : A Workshop Onkushal pramanickNo ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- Six Sigma Basics: Latest ArticlesDocument2 pagesSix Sigma Basics: Latest ArticlesSabbirHasanNo ratings yet
- C & e MatrixDocument12 pagesC & e MatrixPRASHANTH B SNo ratings yet
- Jurans TrilogyDocument14 pagesJurans TrilogyJesus MhNo ratings yet
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocument26 pagesCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNo ratings yet
- Dpmo CalculatorDocument9 pagesDpmo Calculatorramani_balakrishNo ratings yet
- 8 Wastes of LeanDocument38 pages8 Wastes of LeanM MNo ratings yet
- (2012.04.28) Principles of Lean Six Sigma 2012Document88 pages(2012.04.28) Principles of Lean Six Sigma 2012JeanNo ratings yet
- W3-1 Introduction Week Three - 2014-03Document62 pagesW3-1 Introduction Week Three - 2014-03NicolaNo ratings yet
- Chapter 2 Roles and ResponsibilitiesDocument23 pagesChapter 2 Roles and ResponsibilitiesKaranShindeNo ratings yet
- Lean and Environmental Sustainability in ConstructionDocument2 pagesLean and Environmental Sustainability in ConstructionRedzwan NazlyNo ratings yet
- Workshop On Application of Lean Management: Gen-PromDocument102 pagesWorkshop On Application of Lean Management: Gen-PromMudassar NawazNo ratings yet
- ADL Digital Lean ManagementDocument4 pagesADL Digital Lean ManagementDuarte CRosaNo ratings yet
- Gemba Kaizen: by Ismail ClementDocument30 pagesGemba Kaizen: by Ismail ClementArvind SinghNo ratings yet
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- 5S Numbers GameDocument13 pages5S Numbers GameAnkurNo ratings yet
- An OverviewDocument37 pagesAn OverviewRahmat UllahNo ratings yet
- Training Material For: Easurement Ystem NalysisDocument61 pagesTraining Material For: Easurement Ystem NalysisDotecho Jzo EyNo ratings yet
- Six Sigma BasicsDocument13 pagesSix Sigma BasicsmanojpuruNo ratings yet
- Lecture Day4 Afternoon Lean Production - HandoutsDocument33 pagesLecture Day4 Afternoon Lean Production - HandoutsBust everyNo ratings yet
- 1a Quiz Kaizen OverviewDocument1 page1a Quiz Kaizen OverviewRajat SNo ratings yet
- Analyze PhaseDocument33 pagesAnalyze PhasePatricia Ann FelicianoNo ratings yet
- Understanding Six SigmaDocument147 pagesUnderstanding Six Sigmamanisankar05100% (2)
- Naa347hj (LC-01) Machine CapabilityDocument2 pagesNaa347hj (LC-01) Machine CapabilityJagadesh PNo ratings yet
- Machine Capability For Welding-Mar-2019Document2 pagesMachine Capability For Welding-Mar-2019Jagadesh PNo ratings yet
- Form / Format Gauge Repeatability & Reproducibility Report: CapacitorDocument4 pagesForm / Format Gauge Repeatability & Reproducibility Report: CapacitorhimanshuNo ratings yet
- AnalisaDocument6 pagesAnalisajokowisNo ratings yet
- PB04Document2 pagesPB04Jagadesh PNo ratings yet
- THI - BAI TAP MẪU - 2.1GRR - Xbar-R - METHOD - MSA - MANUADocument11 pagesTHI - BAI TAP MẪU - 2.1GRR - Xbar-R - METHOD - MSA - MANUAHung PhamNo ratings yet
- Shearing MachineDocument2 pagesShearing MachineJagadesh PNo ratings yet
- Nested Anova Study-Pp Pha Huy-SDocument4 pagesNested Anova Study-Pp Pha Huy-STiếnTrầnHồVănNo ratings yet
- YE YE NO: Dye &chemical& General Ordering ProcumentDocument2 pagesYE YE NO: Dye &chemical& General Ordering ProcumentTiếnTrầnHồVănNo ratings yet
- Tran Ho Van TienDocument2 pagesTran Ho Van TienTiếnTrầnHồVănNo ratings yet
- Color Sampling Process-2Document1 pageColor Sampling Process-2TiếnTrầnHồVănNo ratings yet
- Color Sampling Process YES: QA AcceptableDocument1 pageColor Sampling Process YES: QA AcceptableTiếnTrầnHồVănNo ratings yet
- Job Application LetterDocument1 pageJob Application LetterTiếnTrầnHồVănNo ratings yet
- A Case Study of Enterprise Risk Management Implementation in Malaysian Construction CompaniesDocument8 pagesA Case Study of Enterprise Risk Management Implementation in Malaysian Construction CompaniesalkalkiaNo ratings yet
- 5434-Article Text-21114-1-10-20150107Document12 pages5434-Article Text-21114-1-10-20150107María fernandaNo ratings yet
- Prasant Kumar Rath PH No: +91Document4 pagesPrasant Kumar Rath PH No: +91poornima24No ratings yet
- Thesis On Road NepalDocument80 pagesThesis On Road Nepalsuraj bhandariNo ratings yet
- Final PPT BlinkitDocument10 pagesFinal PPT BlinkitPratha Poddar0% (1)
- Assignment 2.global Supply Chain and Manufacturing StrategyDocument6 pagesAssignment 2.global Supply Chain and Manufacturing StrategyAy KNo ratings yet
- DBM 1213 Storage and LogisticsDocument2 pagesDBM 1213 Storage and LogisticsJimmy ReeceNo ratings yet
- Risk AssessmentDocument13 pagesRisk AssessmentYJ OoiNo ratings yet
- Inventories: Principles of Financial Accounting, 11eDocument98 pagesInventories: Principles of Financial Accounting, 11elouis_alfaNo ratings yet
- UNIT IG2: Risk Assessment: Global Professional Training CentreDocument3 pagesUNIT IG2: Risk Assessment: Global Professional Training Centrevivek vNo ratings yet
- Supply Chains and Working Capital: ManagementDocument60 pagesSupply Chains and Working Capital: ManagementMarko NikolicNo ratings yet
- Strategic Management Accounting ThesisDocument4 pagesStrategic Management Accounting Thesisfjda52j0100% (2)
- PQ EQC RSPTN UniBDocument28 pagesPQ EQC RSPTN UniBastadipati ptNo ratings yet
- Toilet Supply Chain Raw ScriptDocument2 pagesToilet Supply Chain Raw ScriptThảo Nguyên TrầnNo ratings yet
- Company Competitor ListDocument20 pagesCompany Competitor Listvidhi ardeshnaNo ratings yet
- International AllianceDocument13 pagesInternational AllianceSajal SinghNo ratings yet
- Stakeholder Mapping: Step 1 - Identify Your Main StakeholdersDocument4 pagesStakeholder Mapping: Step 1 - Identify Your Main StakeholderstryasihNo ratings yet
- MRP SampleDocument115 pagesMRP SampleAbu AlAnda Gate for metal industries and Equipment.No ratings yet
- Full Issue Six Sigma Forum Volume 15 Issue 2 PDFDocument40 pagesFull Issue Six Sigma Forum Volume 15 Issue 2 PDFdhruvil shahNo ratings yet
- Entrep12q1m3recognize and Understand The MarketDocument20 pagesEntrep12q1m3recognize and Understand The MarketChristian Carlo Sasuman100% (2)
- ANPQP Version 2 1 - ACCOMPAGNATEUR - DAY 2 ON 2 MORNING - 251108Document69 pagesANPQP Version 2 1 - ACCOMPAGNATEUR - DAY 2 ON 2 MORNING - 251108adrianNo ratings yet
- Annual/Product Quality Review (Apqr/Pqr) : Don'T Miss This Course Offered by Usp-Ghana'S Cepat FacilityDocument2 pagesAnnual/Product Quality Review (Apqr/Pqr) : Don'T Miss This Course Offered by Usp-Ghana'S Cepat Facilitylhthang1990No ratings yet
- Cornerstones: of Managerial Accounting, 6eDocument74 pagesCornerstones: of Managerial Accounting, 6ealliahnahNo ratings yet
- New Age UL Cert.Document3 pagesNew Age UL Cert.AhmedNo ratings yet
- Kalamba Games - 51% Majority Stake Investment Opportunity - July23Document17 pagesKalamba Games - 51% Majority Stake Investment Opportunity - July23Calvin LimNo ratings yet
- Ratio Analysis of InterloopDocument9 pagesRatio Analysis of InterloopSyed Usarim Ali ShahNo ratings yet
- تكامل إدارتي - الجودة الشاملة و المعرفة - و دوره في تميز المنظماتDocument20 pagesتكامل إدارتي - الجودة الشاملة و المعرفة - و دوره في تميز المنظماتTedjani DzaitNo ratings yet
- Checklist & Panduan Semakan CPM (Projek Jambatan Kg. Sungai Sol)Document8 pagesChecklist & Panduan Semakan CPM (Projek Jambatan Kg. Sungai Sol)cynthiamaydNo ratings yet
- CPCCOM1013 PresentationDocument58 pagesCPCCOM1013 PresentationSana DuraniNo ratings yet