Download as pdf or txt
You might also like
- 2020 WHO Classification of Soft Tissue and Bone TumoursDocument617 pages2020 WHO Classification of Soft Tissue and Bone TumoursOlteanu Dragos-Nicolae91% (11)
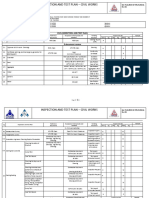
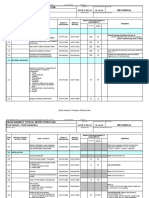
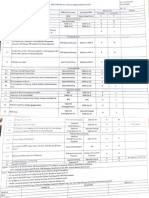
- Inspection and Test Plan For Gas Turbine PDFDocument5 pagesInspection and Test Plan For Gas Turbine PDFreza ebrahimi100% (1)
- Irvine Welsh Ecstasy Three Tales of Chemical RomanceDocument43 pagesIrvine Welsh Ecstasy Three Tales of Chemical RomanceClara RuizNo ratings yet
- Quality Assurance Plan For Austenitic Stainless Steel Welded Pipe AS PER ASTM A 312, Latest Edtion Vendor: Jindal Quality Tubular LimitedDocument2 pagesQuality Assurance Plan For Austenitic Stainless Steel Welded Pipe AS PER ASTM A 312, Latest Edtion Vendor: Jindal Quality Tubular Limitedamit rajputNo ratings yet
- ITP (Inspection Test Plan) For Tank ConstructionDocument6 pagesITP (Inspection Test Plan) For Tank ConstructionNuwan RanaweeraNo ratings yet
- Qap B7M - 2HMDocument4 pagesQap B7M - 2HMJJ VAPINo ratings yet
- Qap B16Document4 pagesQap B16JJ VAPINo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Sample Quality Assurance Plan For Welded Ss Fittings: 25% by 1 After 100% by 2Document2 pagesSample Quality Assurance Plan For Welded Ss Fittings: 25% by 1 After 100% by 2Dhvanit JoshiNo ratings yet
- Inspection and Test Plan For Gas TurbineDocument5 pagesInspection and Test Plan For Gas TurbineLiu YangtzeNo ratings yet
- Inspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Document4 pagesInspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Muthazhagan SaravananNo ratings yet
- Quality Assurance Plan FastnersDocument1 pageQuality Assurance Plan FastnersSuKHjiT SiNGhNo ratings yet
- Civil Inspection and Test PlanDocument5 pagesCivil Inspection and Test PlanWalid AmdouniNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- QAP For MS Pipes RevisedDocument3 pagesQAP For MS Pipes RevisedAnuj PandeyNo ratings yet
- Qap Sa420Document3 pagesQap Sa420Abhishek NagNo ratings yet
- With Strainer, Piston QapDocument1 pageWith Strainer, Piston QapajmainNo ratings yet
- Sample Quality Assurance Plan For Welded Cs Butt Weld Fittings (Sa 234)Document2 pagesSample Quality Assurance Plan For Welded Cs Butt Weld Fittings (Sa 234)Dhrumil ChauhanNo ratings yet
- Inspection and Test Plan For Fan and Blower PDFDocument5 pagesInspection and Test Plan For Fan and Blower PDFAulia RahmanNo ratings yet
- TSP Adaptation Project No: Q3510: Inspection and Test Plan of Shop Fabricated Stainless Steel TanksDocument2 pagesTSP Adaptation Project No: Q3510: Inspection and Test Plan of Shop Fabricated Stainless Steel TanksfbellimamNo ratings yet
- AEPCOM-QAP-3281-58548 Rev 1Document3 pagesAEPCOM-QAP-3281-58548 Rev 1VIVEK TIWARINo ratings yet
- 149-158 - Zug-Header-Malinau-Sc 12 016 Rev 1 Unit 2Document58 pages149-158 - Zug-Header-Malinau-Sc 12 016 Rev 1 Unit 2Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Inspection and Test Plan For Valve: Before ManufacturingDocument2 pagesInspection and Test Plan For Valve: Before ManufacturingkarthikNo ratings yet
- WM65AJN200Document4 pagesWM65AJN200Shasin SolankiNo ratings yet
- Inspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok ADocument7 pagesInspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok AMUHAMMAD ABHAR AMZAR BIN ZAMZURINo ratings yet
- Tube CS179 - MPSDocument3 pagesTube CS179 - MPSgaurangNo ratings yet
- Sample Quality Assurance Plan For Cs FlangesDocument2 pagesSample Quality Assurance Plan For Cs FlangesKaran BhanotNo ratings yet
- GS Peb QapDocument4 pagesGS Peb Qapshailendr12No ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Inspection & Test Plan: For Non Slam Check Valve (Axial Type)Document4 pagesInspection & Test Plan: For Non Slam Check Valve (Axial Type)Jeroan AyamNo ratings yet
- Inspection and Test Plan-Geo-Technical Works C002Document3 pagesInspection and Test Plan-Geo-Technical Works C002Furqan0% (1)
- 100 KLPD of 2G Ethanol From Biomass at Iocl PanipatDocument7 pages100 KLPD of 2G Ethanol From Biomass at Iocl PanipatSuraj ShettyNo ratings yet
- Satip F 001 01Document3 pagesSatip F 001 01Ansar Ali VemmullyNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Inspection and Test Plan: Existing Metering System (MR/S Turbine & Rotary)Document2 pagesInspection and Test Plan: Existing Metering System (MR/S Turbine & Rotary)iwan NugrohoNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Dots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Document13 pagesDots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Moustafa AshrafNo ratings yet
- 01-Ge-Aqa-9600 Itp DMF FRP Water Trough r2Document29 pages01-Ge-Aqa-9600 Itp DMF FRP Water Trough r2Eljo AndsNo ratings yet
- Steam Trap & Piston Valve Qap PDFDocument1 pageSteam Trap & Piston Valve Qap PDFajmainNo ratings yet
- ATTACHMENTDocument10 pagesATTACHMENTAgus SuriptoNo ratings yet
- ITP-format For VesselsDocument5 pagesITP-format For VesselsHanuman RaoNo ratings yet
- QAP Roofing SheetDocument3 pagesQAP Roofing SheetAMRIT PAL SINGHNo ratings yet
- TP-WMS-05816-DAS-A4-D1-L - Swing Check Valve DatasheetDocument1 pageTP-WMS-05816-DAS-A4-D1-L - Swing Check Valve Datasheetbmanojkumar16No ratings yet
- Itp Piping PDFDocument4 pagesItp Piping PDFdashNo ratings yet
- Itp PipingDocument4 pagesItp PipingkennethNo ratings yet
- Additional Control Valve QAP (Review 07-11-22)Document4 pagesAdditional Control Valve QAP (Review 07-11-22)PRADEEP GAIKWADNo ratings yet
- Qap Wo 7 r0 (Ion Exchange)Document1 pageQap Wo 7 r0 (Ion Exchange)KailasNo ratings yet
- Draft ITP PV NEW PEP ScrubberDocument4 pagesDraft ITP PV NEW PEP Scrubberinspectionzona11No ratings yet
- Quality Assurance Plan (Qap) For L.T.C.S. FittingsDocument2 pagesQuality Assurance Plan (Qap) For L.T.C.S. FittingsVIVEK TIWARINo ratings yet
- Inspection Test PlanDocument141 pagesInspection Test PlanKoya ThangalNo ratings yet
- MDR C40 Pt. DmiDocument14 pagesMDR C40 Pt. DmiwidiNo ratings yet
- Tubacex-Prakash 10650T1 QapDocument3 pagesTubacex-Prakash 10650T1 Qaprabiprasad.iispl.comletedNo ratings yet
- Danem Engineering Works - WLL.: Quality Control & Inspection Test PlanDocument11 pagesDanem Engineering Works - WLL.: Quality Control & Inspection Test PlanRejoy babyNo ratings yet
- QAP (WO No. 58 & 59) PDFDocument3 pagesQAP (WO No. 58 & 59) PDFKailasNo ratings yet
- Tanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVDocument2 pagesTanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVUmair AwanNo ratings yet
- UNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationDocument3 pagesUNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationrakibnjtechNo ratings yet
- ValveDocument6 pagesValvetharmarajuNo ratings yet
- ITEM: Carbon Steel Seamless PipesDocument3 pagesITEM: Carbon Steel Seamless Pipesmanoj thakkarNo ratings yet
- Automated Stream Analysis for Process Control V2From EverandAutomated Stream Analysis for Process Control V2Dan MankaNo ratings yet
- Earth Compaction EquipmentDocument15 pagesEarth Compaction EquipmentÄmî Îíţ ŚHäh100% (1)
- Risk Based SupervisionDocument22 pagesRisk Based Supervisionsakshi819863200No ratings yet
- Fides Et Veritas: Marian School of Quezon CityDocument3 pagesFides Et Veritas: Marian School of Quezon Cityprecious alcantaraNo ratings yet
- Muscle Nerds Education: Nutrient GuideDocument24 pagesMuscle Nerds Education: Nutrient GuideAle AlessandroNo ratings yet
- Amersham RPCManualDocument86 pagesAmersham RPCManualRobertoNo ratings yet
- Female Reproductive SystemDocument8 pagesFemale Reproductive SystemEfanPutraNo ratings yet
- Economic BotanyDocument27 pagesEconomic BotanyAnanth Kulkarni0% (1)
- G8010 2GR PREMIUM - Molykote - g8010Document2 pagesG8010 2GR PREMIUM - Molykote - g8010Dicky PratamaNo ratings yet
- 1-Nitocote CM210Document4 pages1-Nitocote CM210Ahmed I. GhallabNo ratings yet
- Properties of TimberDocument44 pagesProperties of TimberMary Joy RuilesNo ratings yet
- K.S.Venkatraman: Core Competencies Brief OverviewDocument3 pagesK.S.Venkatraman: Core Competencies Brief OverviewHariNo ratings yet
- Ignition System Prototype Maintenance Manual and Safety ManualDocument15 pagesIgnition System Prototype Maintenance Manual and Safety ManualangeloNo ratings yet
- 1150-1155 Haybuster Parts SN0191 and Up Aug-2020Document306 pages1150-1155 Haybuster Parts SN0191 and Up Aug-2020Jason CrowleyNo ratings yet
- G.R. No. 198501 Kestrel Shipping Inc. v. MunarDocument12 pagesG.R. No. 198501 Kestrel Shipping Inc. v. MunarJa RuNo ratings yet
- Memorial HospitalDocument4 pagesMemorial HospitalShyqyrie Baci0% (2)
- FOMAR-QTN-2019-20-117 Kamat PDFDocument1 pageFOMAR-QTN-2019-20-117 Kamat PDFPriyesh KamatNo ratings yet
- Technical Specification For Sorghum GrainsDocument6 pagesTechnical Specification For Sorghum GrainsMohd SaifulNo ratings yet
- Problems Faced in Spoken English Among Learning Disabilities StudentsDocument12 pagesProblems Faced in Spoken English Among Learning Disabilities StudentsTompok ManggisNo ratings yet
- Vulvovaginitis: Find The Cause To Treat It: ReviewDocument10 pagesVulvovaginitis: Find The Cause To Treat It: ReviewMinati Yohana SiagianNo ratings yet
- Building With Alternative MaterialsDocument10 pagesBuilding With Alternative MaterialsCharmaine R. TaylorNo ratings yet
- Raj GeographyDocument42 pagesRaj Geographyhemant.niotNo ratings yet
- Ocular Injuries and EmergenciesDocument60 pagesOcular Injuries and Emergenciesarnol3090100% (1)
- LT Adm 14Document10 pagesLT Adm 14Bayani VicencioNo ratings yet
- Astm D5963-04Document9 pagesAstm D5963-04Sampath WeragodaNo ratings yet
- Via Character Strength SurveyDocument4 pagesVia Character Strength Surveyapi-276878497No ratings yet
- Sigmatherm™ 540 / PPG Hi-Temp™ 540: Product Data SheetDocument4 pagesSigmatherm™ 540 / PPG Hi-Temp™ 540: Product Data SheetSubodh KulkarniNo ratings yet
- Ware vs. Ciba-Geigy CorpDocument2 pagesWare vs. Ciba-Geigy CorpJann RosalesNo ratings yet
- Gas Oil: Section 1 - Chemical Product and Company IdentificationDocument10 pagesGas Oil: Section 1 - Chemical Product and Company Identificationasep supriyadiNo ratings yet