
Professional Documents
Culture Documents
0 4060123002 Stator Frame Fab-Appd
0 4060123002 Stator Frame Fab-Appd
Uploaded by
Rohit choudharyCopyright:
Available Formats
You might also like
- Zandvoort PalaceDocument2 pagesZandvoort Palacenoe HudNo ratings yet
- Pendolina System For Railway ComfortDocument23 pagesPendolina System For Railway ComfortSmiley0% (1)
- Engineering in Miniature 2019-01 PDFDocument52 pagesEngineering in Miniature 2019-01 PDFrona41brNo ratings yet
- GPE Booklet Job FairDocument16 pagesGPE Booklet Job FairSriram V SwaminathanNo ratings yet
- BS en 15380-1Document26 pagesBS en 15380-1rohita kumar dah100% (1)
- Fire Force OP - InfernoDocument4 pagesFire Force OP - InfernoFederico MartínNo ratings yet
- Fire Force OP - InfernoDocument4 pagesFire Force OP - InfernoFederico MartínNo ratings yet
- WAMozart Symphony No in GM K ST MVTDocument11 pagesWAMozart Symphony No in GM K ST MVTmatthewmensah984No ratings yet
- FatherDocument2 pagesFatherSarahNo ratings yet
- 155 FANSHAWE - SD - RevO - 223Document1 page155 FANSHAWE - SD - RevO - 223Kuraba KvoRdzNo ratings yet
- Colors of The WindDocument3 pagesColors of The WindMario HarlaßNo ratings yet
- Final Base MapDocument1 pageFinal Base MapVedanshi bhattNo ratings yet
- Allegro moderato (: 阿肆 Edited, arr. Nice piano sheets (Youtube)Document3 pagesAllegro moderato (: 阿肆 Edited, arr. Nice piano sheets (Youtube)hoangshinNo ratings yet
- I Would Do Anything For Love Meat Loaf BcbffbdcafadbdDocument12 pagesI Would Do Anything For Love Meat Loaf Bcbffbdcafadbdtuplanojohn22No ratings yet
- Birou Individual de ARHITECTURÃ RÃDUCANU Samuel: Plan ParterDocument1 pageBirou Individual de ARHITECTURÃ RÃDUCANU Samuel: Plan ParterIldiko MihaiNo ratings yet
- Pfinal IcaDocument1 pagePfinal IcaAndresSantidasNo ratings yet
- 薛之谦 演员(伴奏)Document6 pages薛之谦 演员(伴奏)John PeanutbutterNo ratings yet
- Undress Me by Co Shu NieDocument2 pagesUndress Me by Co Shu NiesaltypotetNo ratings yet
- Asaykake No Starmine-2Document2 pagesAsaykake No Starmine-2BonoNo ratings yet
- Im A Believer PianoDocument4 pagesIm A Believer PianoJocey DufordNo ratings yet
- Here Comes Santa ClausDocument1 pageHere Comes Santa ClausKu Jie-YunNo ratings yet
- Wake Up - ItsokaynottobeokayDocument5 pagesWake Up - ItsokaynottobeokayJean NgNo ratings yet
- The RainDocument5 pagesThe Rainflora xuNo ratings yet
- LOTIZACION Etapa IDocument1 pageLOTIZACION Etapa IAlexis RafaelNo ratings yet
- A SENTIMENTAL REFLECTION Pno.2Document2 pagesA SENTIMENTAL REFLECTION Pno.2Sandra CuarteroNo ratings yet
- 8Document1 page8Juan Carlos Santisteban VásquezNo ratings yet
- 4Document1 page4Juan Carlos Santisteban VásquezNo ratings yet
- Chi Qing ZhongDocument3 pagesChi Qing ZhongLiliane CristineNo ratings yet
- Free Mason House - Level 1 West 17Document1 pageFree Mason House - Level 1 West 17Keelver De AsisNo ratings yet
- Passacaglia: Pedale SimileDocument3 pagesPassacaglia: Pedale SimileКалоян ТотевNo ratings yet
- Arquitetura 1 - Teste-ModelDocument1 pageArquitetura 1 - Teste-Modelluciana de itozNo ratings yet
- Carol of The BellsPiano PDFDocument3 pagesCarol of The BellsPiano PDFDominot100% (1)
- 1 931706940195860-1 PDFDocument10 pages1 931706940195860-1 PDF清水佑一No ratings yet
- 02 Estructural Vivienda CF001Document1 page02 Estructural Vivienda CF001GERARDO PINCAY BRAWNNo ratings yet
- Updated SurveyDocument1 pageUpdated Surveymeslem.sarah2No ratings yet
- Bình Bán - Long Vân - Duyên K NGDocument2 pagesBình Bán - Long Vân - Duyên K NGKim Thoa NguyễnNo ratings yet
- Praise You: by Fatboy SlimDocument4 pagesPraise You: by Fatboy SlimPedro GomesNo ratings yet
- Palomino 1Document1 pagePalomino 1unidavid178No ratings yet
- NigthDocument2 pagesNigthAndres MendozaNo ratings yet
- A0 r02, Plan Cofraj InfraDocument1 pageA0 r02, Plan Cofraj InfraAle TankyzdutzaNo ratings yet
- Careless - Whisper Trio фортепианоDocument5 pagesCareless - Whisper Trio фортепианоmohammad odehNo ratings yet
- Gambar 2222Document1 pageGambar 2222Bagas HilmiNo ratings yet
- Denah PDF KeseluruhanDocument13 pagesDenah PDF KeseluruhanpoladwipaNo ratings yet
- Ukrainian Embroidery Ornament 143 Chart - SchemaDocument4 pagesUkrainian Embroidery Ornament 143 Chart - SchemaRima AkidNo ratings yet
- Partant Pour La SyrieDocument4 pagesPartant Pour La Syriechesstimeitis6969No ratings yet
- BLO Second Line: Josh Sperry 200Document2 pagesBLO Second Line: Josh Sperry 200Oleksandr VoloshchukNo ratings yet
- James Bond: John Barry 120 100Document3 pagesJames Bond: John Barry 120 100ATNo ratings yet
- La Vie en Rose LouiguyDocument2 pagesLa Vie en Rose LouiguyEvelin Julie100% (2)
- The Greatest of These Is Love (Piano Only)Document3 pagesThe Greatest of These Is Love (Piano Only)Hesty F. P.No ratings yet
- Twice - FancyDocument4 pagesTwice - FancyVũ SơnNo ratings yet
- Corpse Bride DuetDocument2 pagesCorpse Bride DuetVivien KohNo ratings yet
- My Memory: From Winter Sonata OSTDocument2 pagesMy Memory: From Winter Sonata OSTSanti GuitarraNo ratings yet
- Tunel Yauricocha Plot A0 1 2570 010717Document1 pageTunel Yauricocha Plot A0 1 2570 010717Nicole WardNo ratings yet
- ComposiciónDocument2 pagesComposiciónAndres MendozaNo ratings yet
- UBICACIÓNDocument1 pageUBICACIÓNMesias Celada Palomino.No ratings yet
- Pierre-Bachelet-Emmanuelle PIANO PDFDocument3 pagesPierre-Bachelet-Emmanuelle PIANO PDFmauro9601595No ratings yet
- Upper Floor Entrance: Max. Boxes SizeDocument1 pageUpper Floor Entrance: Max. Boxes SizeRaffaele ConternoNo ratings yet
- S.T.a.L.K.E.R - Bandit RadioDocument2 pagesS.T.a.L.K.E.R - Bandit RadioAmine KchoukNo ratings yet
- Altamira Implantacion Sotano-ModelDocument1 pageAltamira Implantacion Sotano-ModelAlfonso UribeNo ratings yet
- Proyecto G2Document1 pageProyecto G2ANDRES MAHECHA GALINDONo ratings yet
- Por Una CabezaDocument3 pagesPor Una CabezaBrainyNo ratings yet
- NEBB Psych Chart Sea Level 11x17Document1 pageNEBB Psych Chart Sea Level 11x17JojolasNo ratings yet
- Redo - ReZeroDocument3 pagesRedo - ReZeroBaptisteNo ratings yet
- SN 66324Document5 pagesSN 66324Rohit choudharyNo ratings yet
- SN 53126Document1 pageSN 53126Rohit choudharyNo ratings yet
- 4PP 1561Document1 page4PP 1561Rohit choudharyNo ratings yet
- Stainless Steel 1.4571 - 316ti: Alloy DesignationsDocument3 pagesStainless Steel 1.4571 - 316ti: Alloy DesignationsRohit choudharyNo ratings yet
- List of Registered Third Party Inspection FirmsDocument3 pagesList of Registered Third Party Inspection FirmsRohit choudharyNo ratings yet
- Alstom TrainDocument2 pagesAlstom TrainJabielMascarados0% (1)
- CXT Concrete TieDocument16 pagesCXT Concrete Tiehiginito1410No ratings yet
- Tripping FailuresDocument5 pagesTripping Failuresvenkatanarasaiah100% (2)
- MIDAS Rail-Structure Interaction Presentation 1502402914Document25 pagesMIDAS Rail-Structure Interaction Presentation 1502402914Omkar SalunkheNo ratings yet
- TH 7 at Louisiana Avenue InterchangeDocument140 pagesTH 7 at Louisiana Avenue InterchangeSyechna FlohriantiNo ratings yet
- Walkable and Bikeable Cities - PDF PENTINGDocument77 pagesWalkable and Bikeable Cities - PDF PENTINGMauliana DewiNo ratings yet
- Tsi Pantograph-ClanekDocument9 pagesTsi Pantograph-ClanekJanez GrebencNo ratings yet
- TransportDocument31 pagesTransportsubbu2raj3372No ratings yet
- Transportation Engg IIDocument2 pagesTransportation Engg IIsatish mahatoNo ratings yet
- Jurnal Tinjauan Keselamatan Perlintasan Sebidang Dampak Rencana Operasi Kereta Penumpang Di Lintas Padang-Pauh LimaDocument10 pagesJurnal Tinjauan Keselamatan Perlintasan Sebidang Dampak Rencana Operasi Kereta Penumpang Di Lintas Padang-Pauh Limahead unitNo ratings yet
- Railway Protection Code of PracticeDocument215 pagesRailway Protection Code of Practiceer.wasimqadir7654No ratings yet
- Japanese Studies On Deterioration of Ballasted TrackDocument13 pagesJapanese Studies On Deterioration of Ballasted TrackAndrew OwenNo ratings yet
- Bills 112hr7ihDocument847 pagesBills 112hr7ihccruz2754No ratings yet
- 12-20 Romney GroupDocument2 pages12-20 Romney GroupThe Salt Lake TribuneNo ratings yet
- Streetcar PDFDocument40 pagesStreetcar PDFwawinNo ratings yet
- WQA 27 EA22 Competence CriteriaDocument5 pagesWQA 27 EA22 Competence CriteriaWitara SajaNo ratings yet
- 725Document4 pages725Didier Van Der LeeNo ratings yet
- Lecture 1 Introduction To Traction SystemsDocument12 pagesLecture 1 Introduction To Traction SystemsMaalmalan KeekiyyaaNo ratings yet
- Government of India, Ministry of Railways Railway Recruitment Board BhopalDocument3 pagesGovernment of India, Ministry of Railways Railway Recruitment Board BhopalShashank SoniNo ratings yet
- 03 Handout 1Document6 pages03 Handout 1Happy PanengNo ratings yet
- Review165 04 pp17-28 151009-UnlockedDocument12 pagesReview165 04 pp17-28 151009-UnlockedBambang GunariNo ratings yet
- Huawei GSM-R Solution PDFDocument7 pagesHuawei GSM-R Solution PDFMarioSeverichZuritaNo ratings yet
- India's Leading Infrastructure Companies 2017Document192 pagesIndia's Leading Infrastructure Companies 2017Navin JollyNo ratings yet
- The Industrial RevolutionDocument9 pagesThe Industrial RevolutionMihaela OlaruNo ratings yet
- Demand No. 16 Assets-Acquisitions, Construction and ReplacementDocument3 pagesDemand No. 16 Assets-Acquisitions, Construction and ReplacementukarthikbhelNo ratings yet
- Zimbabwe Report - Chapter 10Document38 pagesZimbabwe Report - Chapter 10nhlanhla ncubeNo ratings yet


























































































0 4060123002 Stator Frame Fab-Appd
0 4060123002 Stator Frame Fab-Appd
Uploaded by
Rohit choudharyOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
0 4060123002 Stator Frame Fab-Appd
0 4060123002 Stator Frame Fab-Appd
Uploaded by
Rohit choudharyCopyright:
Available Formats
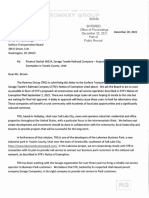
0 4060123002
SHEET 1 OF 1
189.5 155 189.5
10 2.5 150 2.5
155
X 20 110 20
30
= = 10 08
09 D A C
08 = =
12 45°
24
2.5 2.5 11 E 09
11
12 3
12
5 5 5 5
R10
B
16
16
18
76
16
= =
16
227 80 227
241
241
R220
B C
SECTION A-A
22
17 PITCH
45°
1
45°
4
200 110 200
471
32 12 12 32
F F
8.5
Ø44
6
06 06
45° 155 126 253
230
Ø40
R53
5 5
100
Ø25
SECTION B-B
40
68
48
Ø25
03
48
03
D
05
= =
12
E
534
329
05 5 105 123 105 6
SECTION D-D 46 344 144
22 490 22
16 X 45° 16 X 45°
534
11
534
367
= = 32 470 32
314
14 = =
3
13 14 12 145 145 12
13 SECTION C-C
12
15
R10 15 18
20
111
18 = =
86 490
CHMF 5 x 45°
3 110 3
01 45 45 45 45 45 40 45 45 45 45 45
241
116
R220
XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX
195 80 195 192 150 192
13
01 13 ALL FINS TO BE WELDED 3 CONTINUOUS ONE SIDE
= =
12
= =
& STAGGERED ON OTHER SIDE AS SHOWN.
12
=
=
110
10
471
Ø369
Ø393
Ø366
Ø406
86
150
R30
NOTES :-
110
=
1] WELDING PROCEDURES ARE TO BE MADE AND APPROVED
=
11 IN ACCORDANCE WITH FOLLOWING STANDARDS:
13 13 EN-ISO:15614 & EN-ISO:15609.
11 2] ALL FILLET WELDS MUST BE 5MM CONTINUOUS
UNLESS OTHERWISE SPECIFIED.
3] MUST BE STRESS RELIEVED AFTER FABRICATION.
230
07
SURFACE TREATMENT FOR CASTINGS AND CARBON STEEL PRIOR TO MACHINING / TURNING
17 1. REFERENCE STANDARD : EN ISO 12944
02 2. STEEL SURFACE CONDITION : ISO 8501 : GRADE B OR BETTER
04 02
0°
3. PREPARATION AND STEAM DEGREASING : EN ISO 12944, ISO 8502-6, ISO 8502-9: GENERAL TOL. FOR CASTING &
12 12 110 12 MAX WATER - SOLUBLE SALT CONTENT : 30mg/m²
12
04 4. AMBIENT CONDITIONS : EN ISO 12944 FABRICATION UNLESS OTHERWISE
20
47
18
12 5. BLAST / ABRASIVE CLEANING : EN ISO 12944 STATED
6. CLEANING / ROUGHNESS: ISO 8501-1: Sa 2 1/2, ISO 8503
GRADE MEDIUM G (50μm TO 85μm, R y5 ) NOTE 1 DIM. IN MM
13 16 7. AMBIENT CONDITION DURING COATING : EN ISO 12944 TOL. IN MM
OVER UPTO
16
5 5 5 5
8. COATING AND PERFORMANCE SPECIFICATION : EN ISO 12944
13
6 ± 0.3
70 285 70 FOR BLAST CLEANED SURFACES :
SECTION F-F RECOATING : NOTE 2 DRY FILM THICKNESS D.F.T (μm) 6 30 ± 0.5
80 275 80 DESCRIPTION COLOUR
DRYING TIME MIN NON/NFT MAX
VIEW 'X' SURFACE DRY 15-20 MINS.
30 120 ± 0.8
435 LIGHT
50 60 150
EPOXY ZINC PHOSPHATE PRIMER
GREY
TACK FREE DRY
HARD DRY
1-2 HRS.
OVERNIGHT
120 400 ± 1.2
SECTION E-E NOTE 1 : WHEN SHOT BLAST TO ISO 8503 GRADE MEDIUM S ( 30-60μm), 25% GRIT TO BE ADDED. 400 1000 ± 2.0
NOTE 2 : ALWAYS USE TECHNICAL DATA SHEET FROM INTERNATIONAL PROTECTIVE COATINGS.
1000 2000 ± 3.0
2000 4000 ± 4.0
18 LIFTING BOSS 53W x 12THK x 53L 04 NOS
5
5
R10
76 17 EARTHING BOSS Ø25 x 12THK 01 NOS
12 490
4
16 FIN SUPPORT 25W x 12THK x 76L 04 NOS
16 x 45° 458 16 x 45°
15 FIN 32W x 4THK x 490L 04 NOS
25
6.5
14 FIN 26W x 4THK x 173L 04 NOS
OLD DRG. NO.: ----------
R196.5
42
110
R220 R10 13 FIN 26W x 4THK x 490L 42 NOS
42
R196.5
32
10
12 LID COVER SIDE PLATE 30W x 3THK x 110L 02 NOS
150
FIN 11 LID COVER PLATE 158W x 3THK x 165L 02 NOS
17.5 110 17.5 FIN SUPPORT
110
ITEM - 15
145 145
ITEM - 16 10 TERMINAL BOX TOP PLATE 150W x 16THK x 150L 01 NOS
R20
09 TERMINAL BOX SIDE PLATE V 45W x 5THK x 145L 02 NOS
TERMINAL BOX SIDE PLATE H TERMINAL BOX SIDE PLATE V 08 TERMINAL BOX SIDE PLATE H 45W x 5THK x 145L 02 NOS
ITEM - 08 ITEM - 09 172.5 07 FOOT SUPPORT PLATE SIDE 100W x 12THK x 102L 04 NOS
4
16 x 45° 156.5 490 06 FOOT SUPPORT COVER 126W x 3THK x 120L 02 NOS
16 x 45° 458 16 x 45° 4
150 16 05 FOOT BOTTOM PLATE 70W x 16THK x 105L 04 NOS
126
45° 04 FOOT TOP PLATE 80W x 12THK x 344L 02 NOS
03 FOOT SUPPORT PLATE 47W x 12THK x 344L 02 NOS
26
45°
26
1-HOLE Ø40 THRU
6.5
10 02 SIDE RING OD440 x ID366 x 32THK 02 NOS
TERMINAL BOX TOP PLATE
SPACED AS SHOWN
R50
FIN
ITEM - 14 FIN 01 BARREL 436W x 16THK x 1355L(DEVELOPED) 01 NOS
ITEM - 10
ITEM - 13
98
ITEM NO. DESCRIPTION MATERIAL QTY
100
45°
MATERIAL SPECIFICATION SAINI ELECTRICAL & ENGINEERING WORKS
42
40
R50 12
0°
32
MS GR. E250 BR E-08 ADDITIONAL MIDC, ANAND NAGAR
51
20
29
50
IS : 2062 AMBERNATH (E) THANE - 421506
77
3
31
R205
51
101
12
3 110
5
6
40
45°
Ø40
Ø4
66
FOOT SUPORT COVER 4
FOOT SUPPORT PLATE SIDE LID COVER SIDE PLATE
Ø3
ITEM - 06
ITEM - 07 ITEM - 12
STATOR FRAME FAB
3
20
25°
12
PRODUCT
45° R10
2
IPPS (225M)
3
20
35
10 1 --/--/---- ----
7
54
34
R220 R10
24
REV. BY APPROX. WEIGHT = 105 Kg. QTY./MACHINE = 1 EACH
16
R196.5 NO. ZONE REVISION DATE
3 110 3 18
158 R10
116 35
ECN NO. ---- ---- ---- ---- ---- DRN ASB 21/08/2019 DRAWING NO.
REV.NO.
54
REV. NO. 1 2 3 4 5 SCALE
CKD BK 0 4060123002
SIDE RING
ITEM - 02
LID COVER PLATE
ITEM - 11
LIFTING BOSS
ITEM - 18 REF.DRG.: --------
1:3
APPD AVK SHEET 1 OF 1
0
You might also like
- Zandvoort PalaceDocument2 pagesZandvoort Palacenoe HudNo ratings yet
- Pendolina System For Railway ComfortDocument23 pagesPendolina System For Railway ComfortSmiley0% (1)
- Engineering in Miniature 2019-01 PDFDocument52 pagesEngineering in Miniature 2019-01 PDFrona41brNo ratings yet
- GPE Booklet Job FairDocument16 pagesGPE Booklet Job FairSriram V SwaminathanNo ratings yet
- BS en 15380-1Document26 pagesBS en 15380-1rohita kumar dah100% (1)
- Fire Force OP - InfernoDocument4 pagesFire Force OP - InfernoFederico MartínNo ratings yet
- Fire Force OP - InfernoDocument4 pagesFire Force OP - InfernoFederico MartínNo ratings yet
- WAMozart Symphony No in GM K ST MVTDocument11 pagesWAMozart Symphony No in GM K ST MVTmatthewmensah984No ratings yet
- FatherDocument2 pagesFatherSarahNo ratings yet
- 155 FANSHAWE - SD - RevO - 223Document1 page155 FANSHAWE - SD - RevO - 223Kuraba KvoRdzNo ratings yet
- Colors of The WindDocument3 pagesColors of The WindMario HarlaßNo ratings yet
- Final Base MapDocument1 pageFinal Base MapVedanshi bhattNo ratings yet
- Allegro moderato (: 阿肆 Edited, arr. Nice piano sheets (Youtube)Document3 pagesAllegro moderato (: 阿肆 Edited, arr. Nice piano sheets (Youtube)hoangshinNo ratings yet
- I Would Do Anything For Love Meat Loaf BcbffbdcafadbdDocument12 pagesI Would Do Anything For Love Meat Loaf Bcbffbdcafadbdtuplanojohn22No ratings yet
- Birou Individual de ARHITECTURÃ RÃDUCANU Samuel: Plan ParterDocument1 pageBirou Individual de ARHITECTURÃ RÃDUCANU Samuel: Plan ParterIldiko MihaiNo ratings yet
- Pfinal IcaDocument1 pagePfinal IcaAndresSantidasNo ratings yet
- 薛之谦 演员(伴奏)Document6 pages薛之谦 演员(伴奏)John PeanutbutterNo ratings yet
- Undress Me by Co Shu NieDocument2 pagesUndress Me by Co Shu NiesaltypotetNo ratings yet
- Asaykake No Starmine-2Document2 pagesAsaykake No Starmine-2BonoNo ratings yet
- Im A Believer PianoDocument4 pagesIm A Believer PianoJocey DufordNo ratings yet
- Here Comes Santa ClausDocument1 pageHere Comes Santa ClausKu Jie-YunNo ratings yet
- Wake Up - ItsokaynottobeokayDocument5 pagesWake Up - ItsokaynottobeokayJean NgNo ratings yet
- The RainDocument5 pagesThe Rainflora xuNo ratings yet
- LOTIZACION Etapa IDocument1 pageLOTIZACION Etapa IAlexis RafaelNo ratings yet
- A SENTIMENTAL REFLECTION Pno.2Document2 pagesA SENTIMENTAL REFLECTION Pno.2Sandra CuarteroNo ratings yet
- 8Document1 page8Juan Carlos Santisteban VásquezNo ratings yet
- 4Document1 page4Juan Carlos Santisteban VásquezNo ratings yet
- Chi Qing ZhongDocument3 pagesChi Qing ZhongLiliane CristineNo ratings yet
- Free Mason House - Level 1 West 17Document1 pageFree Mason House - Level 1 West 17Keelver De AsisNo ratings yet
- Passacaglia: Pedale SimileDocument3 pagesPassacaglia: Pedale SimileКалоян ТотевNo ratings yet
- Arquitetura 1 - Teste-ModelDocument1 pageArquitetura 1 - Teste-Modelluciana de itozNo ratings yet
- Carol of The BellsPiano PDFDocument3 pagesCarol of The BellsPiano PDFDominot100% (1)
- 1 931706940195860-1 PDFDocument10 pages1 931706940195860-1 PDF清水佑一No ratings yet
- 02 Estructural Vivienda CF001Document1 page02 Estructural Vivienda CF001GERARDO PINCAY BRAWNNo ratings yet
- Updated SurveyDocument1 pageUpdated Surveymeslem.sarah2No ratings yet
- Bình Bán - Long Vân - Duyên K NGDocument2 pagesBình Bán - Long Vân - Duyên K NGKim Thoa NguyễnNo ratings yet
- Praise You: by Fatboy SlimDocument4 pagesPraise You: by Fatboy SlimPedro GomesNo ratings yet
- Palomino 1Document1 pagePalomino 1unidavid178No ratings yet
- NigthDocument2 pagesNigthAndres MendozaNo ratings yet
- A0 r02, Plan Cofraj InfraDocument1 pageA0 r02, Plan Cofraj InfraAle TankyzdutzaNo ratings yet
- Careless - Whisper Trio фортепианоDocument5 pagesCareless - Whisper Trio фортепианоmohammad odehNo ratings yet
- Gambar 2222Document1 pageGambar 2222Bagas HilmiNo ratings yet
- Denah PDF KeseluruhanDocument13 pagesDenah PDF KeseluruhanpoladwipaNo ratings yet
- Ukrainian Embroidery Ornament 143 Chart - SchemaDocument4 pagesUkrainian Embroidery Ornament 143 Chart - SchemaRima AkidNo ratings yet
- Partant Pour La SyrieDocument4 pagesPartant Pour La Syriechesstimeitis6969No ratings yet
- BLO Second Line: Josh Sperry 200Document2 pagesBLO Second Line: Josh Sperry 200Oleksandr VoloshchukNo ratings yet
- James Bond: John Barry 120 100Document3 pagesJames Bond: John Barry 120 100ATNo ratings yet
- La Vie en Rose LouiguyDocument2 pagesLa Vie en Rose LouiguyEvelin Julie100% (2)
- The Greatest of These Is Love (Piano Only)Document3 pagesThe Greatest of These Is Love (Piano Only)Hesty F. P.No ratings yet
- Twice - FancyDocument4 pagesTwice - FancyVũ SơnNo ratings yet
- Corpse Bride DuetDocument2 pagesCorpse Bride DuetVivien KohNo ratings yet
- My Memory: From Winter Sonata OSTDocument2 pagesMy Memory: From Winter Sonata OSTSanti GuitarraNo ratings yet
- Tunel Yauricocha Plot A0 1 2570 010717Document1 pageTunel Yauricocha Plot A0 1 2570 010717Nicole WardNo ratings yet
- ComposiciónDocument2 pagesComposiciónAndres MendozaNo ratings yet
- UBICACIÓNDocument1 pageUBICACIÓNMesias Celada Palomino.No ratings yet
- Pierre-Bachelet-Emmanuelle PIANO PDFDocument3 pagesPierre-Bachelet-Emmanuelle PIANO PDFmauro9601595No ratings yet
- Upper Floor Entrance: Max. Boxes SizeDocument1 pageUpper Floor Entrance: Max. Boxes SizeRaffaele ConternoNo ratings yet
- S.T.a.L.K.E.R - Bandit RadioDocument2 pagesS.T.a.L.K.E.R - Bandit RadioAmine KchoukNo ratings yet
- Altamira Implantacion Sotano-ModelDocument1 pageAltamira Implantacion Sotano-ModelAlfonso UribeNo ratings yet
- Proyecto G2Document1 pageProyecto G2ANDRES MAHECHA GALINDONo ratings yet
- Por Una CabezaDocument3 pagesPor Una CabezaBrainyNo ratings yet
- NEBB Psych Chart Sea Level 11x17Document1 pageNEBB Psych Chart Sea Level 11x17JojolasNo ratings yet
- Redo - ReZeroDocument3 pagesRedo - ReZeroBaptisteNo ratings yet
- SN 66324Document5 pagesSN 66324Rohit choudharyNo ratings yet
- SN 53126Document1 pageSN 53126Rohit choudharyNo ratings yet
- 4PP 1561Document1 page4PP 1561Rohit choudharyNo ratings yet
- Stainless Steel 1.4571 - 316ti: Alloy DesignationsDocument3 pagesStainless Steel 1.4571 - 316ti: Alloy DesignationsRohit choudharyNo ratings yet
- List of Registered Third Party Inspection FirmsDocument3 pagesList of Registered Third Party Inspection FirmsRohit choudharyNo ratings yet
- Alstom TrainDocument2 pagesAlstom TrainJabielMascarados0% (1)
- CXT Concrete TieDocument16 pagesCXT Concrete Tiehiginito1410No ratings yet
- Tripping FailuresDocument5 pagesTripping Failuresvenkatanarasaiah100% (2)
- MIDAS Rail-Structure Interaction Presentation 1502402914Document25 pagesMIDAS Rail-Structure Interaction Presentation 1502402914Omkar SalunkheNo ratings yet
- TH 7 at Louisiana Avenue InterchangeDocument140 pagesTH 7 at Louisiana Avenue InterchangeSyechna FlohriantiNo ratings yet
- Walkable and Bikeable Cities - PDF PENTINGDocument77 pagesWalkable and Bikeable Cities - PDF PENTINGMauliana DewiNo ratings yet
- Tsi Pantograph-ClanekDocument9 pagesTsi Pantograph-ClanekJanez GrebencNo ratings yet
- TransportDocument31 pagesTransportsubbu2raj3372No ratings yet
- Transportation Engg IIDocument2 pagesTransportation Engg IIsatish mahatoNo ratings yet
- Jurnal Tinjauan Keselamatan Perlintasan Sebidang Dampak Rencana Operasi Kereta Penumpang Di Lintas Padang-Pauh LimaDocument10 pagesJurnal Tinjauan Keselamatan Perlintasan Sebidang Dampak Rencana Operasi Kereta Penumpang Di Lintas Padang-Pauh Limahead unitNo ratings yet
- Railway Protection Code of PracticeDocument215 pagesRailway Protection Code of Practiceer.wasimqadir7654No ratings yet
- Japanese Studies On Deterioration of Ballasted TrackDocument13 pagesJapanese Studies On Deterioration of Ballasted TrackAndrew OwenNo ratings yet
- Bills 112hr7ihDocument847 pagesBills 112hr7ihccruz2754No ratings yet
- 12-20 Romney GroupDocument2 pages12-20 Romney GroupThe Salt Lake TribuneNo ratings yet
- Streetcar PDFDocument40 pagesStreetcar PDFwawinNo ratings yet
- WQA 27 EA22 Competence CriteriaDocument5 pagesWQA 27 EA22 Competence CriteriaWitara SajaNo ratings yet
- 725Document4 pages725Didier Van Der LeeNo ratings yet
- Lecture 1 Introduction To Traction SystemsDocument12 pagesLecture 1 Introduction To Traction SystemsMaalmalan KeekiyyaaNo ratings yet
- Government of India, Ministry of Railways Railway Recruitment Board BhopalDocument3 pagesGovernment of India, Ministry of Railways Railway Recruitment Board BhopalShashank SoniNo ratings yet
- 03 Handout 1Document6 pages03 Handout 1Happy PanengNo ratings yet
- Review165 04 pp17-28 151009-UnlockedDocument12 pagesReview165 04 pp17-28 151009-UnlockedBambang GunariNo ratings yet
- Huawei GSM-R Solution PDFDocument7 pagesHuawei GSM-R Solution PDFMarioSeverichZuritaNo ratings yet
- India's Leading Infrastructure Companies 2017Document192 pagesIndia's Leading Infrastructure Companies 2017Navin JollyNo ratings yet
- The Industrial RevolutionDocument9 pagesThe Industrial RevolutionMihaela OlaruNo ratings yet
- Demand No. 16 Assets-Acquisitions, Construction and ReplacementDocument3 pagesDemand No. 16 Assets-Acquisitions, Construction and ReplacementukarthikbhelNo ratings yet
- Zimbabwe Report - Chapter 10Document38 pagesZimbabwe Report - Chapter 10nhlanhla ncubeNo ratings yet