
CH 6 Forging Process
CH 6 Forging Process
You might also like
- 0086 LED Signage Specification PDFDocument26 pages0086 LED Signage Specification PDFShailendra Arun100% (1)
- CH 5 Casting ProcessesDocument21 pagesCH 5 Casting ProcessesBassel AlshamiNo ratings yet
- Forging NDocument14 pagesForging NHAMZANo ratings yet
- Forging, Materials EngineeringDocument29 pagesForging, Materials EngineeringAna Beatriz MourãoNo ratings yet
- AMT - CastingDocument44 pagesAMT - CastingUddhav ArotheNo ratings yet
- Lec 1 - Casting and Molding ProcessDocument18 pagesLec 1 - Casting and Molding ProcessEslam MansourNo ratings yet
- Lect 3 Forging PDFDocument21 pagesLect 3 Forging PDFأحمد قطيمNo ratings yet
- ForgingDocument13 pagesForgingstallone21No ratings yet
- OSMI Orientation To Valves Part 1 Forging Vs Castings Ste1Document30 pagesOSMI Orientation To Valves Part 1 Forging Vs Castings Ste1MeoNo ratings yet
- Unit 1 - Casting-1Document17 pagesUnit 1 - Casting-1Yuvaraj SNo ratings yet
- Unit 2 - Advanced Joining ProcessesDocument49 pagesUnit 2 - Advanced Joining ProcessesVikas MaliNo ratings yet
- Dr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentDocument38 pagesDr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentomarNo ratings yet
- FIA - Forging Facts - How Ar..Document6 pagesFIA - Forging Facts - How Ar..George CharitouNo ratings yet
- Manufacturing Engineering IDocument6 pagesManufacturing Engineering Iamin ahmedNo ratings yet
- Metal Forming Processes-1Document44 pagesMetal Forming Processes-1olanrewajuhbernardNo ratings yet
- Forging Die Design and Forging DefectsDocument5 pagesForging Die Design and Forging Defectsrameshwar kaleNo ratings yet
- Foundry LabDocument50 pagesFoundry Labanon-76437486% (21)
- Experimental Research On Wolfram Inert Gas AA1050Document21 pagesExperimental Research On Wolfram Inert Gas AA1050Cristian IancuNo ratings yet
- Turn MillingDocument21 pagesTurn MillingAhmed ElmasryNo ratings yet
- Friction Stir Welding Technologyfor Marine ApplicationsDocument9 pagesFriction Stir Welding Technologyfor Marine ApplicationsDavid AzadNo ratings yet
- Aluminium Casting Techniques - Sand Casting and Die Casting ProcessesDocument7 pagesAluminium Casting Techniques - Sand Casting and Die Casting Processesrathnakara12No ratings yet
- Rapid Tooling and The LOMOLD Process: Francois JoubertDocument142 pagesRapid Tooling and The LOMOLD Process: Francois JoubertDiscord YtNo ratings yet
- 1 ForgingDocument14 pages1 Forgingadi_risingsunNo ratings yet
- Ceramic Slurry - An Overview - ScienceDirect TopicsDocument16 pagesCeramic Slurry - An Overview - ScienceDirect TopicsMusteizerNo ratings yet
- Mismatch Defect in ERW Steel Tubes: September 2014Document5 pagesMismatch Defect in ERW Steel Tubes: September 2014Riza KhanNo ratings yet
- Forging SDocument14 pagesForging SGowrisanthosh PalikaNo ratings yet
- Be Mat Vat DucDocument21 pagesBe Mat Vat DucTrung Nguyễn NgọcNo ratings yet
- Manufacturing Technologies-1Document55 pagesManufacturing Technologies-1kisitlamasizNo ratings yet
- CastingDocument17 pagesCastinghruthik hruthikNo ratings yet
- Optimization of Continuous Casting Process in Steel Manufacturing IndustryDocument5 pagesOptimization of Continuous Casting Process in Steel Manufacturing IndustryrohitNo ratings yet
- 3 CastingDocument18 pages3 CastingQASSAH PANDITNo ratings yet
- Friction Stir Welding - Potential Used in Marine ApplicationDocument19 pagesFriction Stir Welding - Potential Used in Marine ApplicationDanangAjiNo ratings yet
- ForgingDocument2 pagesForgingraghumavathurNo ratings yet
- Casting 3Document28 pagesCasting 3Hoza EssamNo ratings yet
- Unit 3-FabricationsDocument57 pagesUnit 3-FabricationsLebi AntonyNo ratings yet
- 1 s2.0 S2212827112002776 Main PDFDocument6 pages1 s2.0 S2212827112002776 Main PDFAyuni Hadiatur RahmanNo ratings yet
- Video Disclaimer: Ume 505: Manufacturing TechnologyDocument21 pagesVideo Disclaimer: Ume 505: Manufacturing Technologykunal gargNo ratings yet
- Bulk Deformation Processes in Metal Forming: Part 1-RollingDocument53 pagesBulk Deformation Processes in Metal Forming: Part 1-RollingFirdaus Muhamad RifqiNo ratings yet
- Drilling Fluid Part 1Document31 pagesDrilling Fluid Part 1مصطفى رياض طعمة محمدNo ratings yet
- Fatigue MachineDocument11 pagesFatigue MachineAndres LopezNo ratings yet
- Module 3 (Casting 1)Document57 pagesModule 3 (Casting 1)WasteNo ratings yet
- Underwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringDocument10 pagesUnderwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringVitorHugoNo ratings yet
- m2 - U5 - Tool Grinding & FormingDocument14 pagesm2 - U5 - Tool Grinding & FormingViệt Đặng XuânNo ratings yet
- GaN For High Voltage applications-EFDS PresentationDocument40 pagesGaN For High Voltage applications-EFDS PresentationsaaddounNo ratings yet
- Welding Lecture 1 Welding IntroductionDocument42 pagesWelding Lecture 1 Welding IntroductionAdel AbdelmaboudNo ratings yet
- Friction Stir Welding 2009Document4 pagesFriction Stir Welding 2009Rodrigo ToasaNo ratings yet
- DelaminationDocument6 pagesDelaminationPraveen PravNo ratings yet
- Lecture 11 - Defects in Casting and Inspection of CastingsDocument8 pagesLecture 11 - Defects in Casting and Inspection of CastingsManan GuptaNo ratings yet
- Manufacturing Processes: ForgingDocument26 pagesManufacturing Processes: ForgingSunil KhachariyaNo ratings yet
- Bulk Deformation Processes ForgingDocument23 pagesBulk Deformation Processes ForgingIzi100% (7)
- Underwater WeldingDocument18 pagesUnderwater WeldingNikhil Kumar ChennuriNo ratings yet
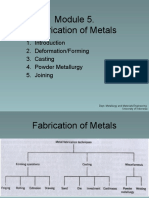
- Fabrication of Metals: 2. Deformation/Forming 3. Casting 4. Powder Metallurgy 5. JoiningDocument23 pagesFabrication of Metals: 2. Deformation/Forming 3. Casting 4. Powder Metallurgy 5. JoiningZahra KaylNo ratings yet
- Workshop Report CastingDocument6 pagesWorkshop Report CastingZaid MahboobNo ratings yet
- OM Session 3Document48 pagesOM Session 3rakshitashetty239No ratings yet
- Casting DefectsDocument16 pagesCasting DefectsAshok PradhanNo ratings yet
- Manufacturing Processes Lab ManualDocument46 pagesManufacturing Processes Lab ManualAnas AminNo ratings yet
- TVL - SM 11 - w4Document4 pagesTVL - SM 11 - w4CrisTopher L CablaidaNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Gorro Polar MoldeDocument1 pageGorro Polar MoldeCarlos Mario Moran Suarez100% (2)
- Wellhead Plug Catcher (WPC)Document2 pagesWellhead Plug Catcher (WPC)Wade DavisNo ratings yet
- ElectricityDocument16 pagesElectricitypatrick omonyNo ratings yet
- Design and Thermal Analysis of Disc Brake For Minimizing TemperatureDocument5 pagesDesign and Thermal Analysis of Disc Brake For Minimizing TemperatureAnonymous kw8Yrp0R5rNo ratings yet
- DR Aquaguard Geneus RO+UV+UFDocument1 pageDR Aquaguard Geneus RO+UV+UFVipul Maheshwari50% (2)
- Product Name: Aron Alpha PP Primer SeriesDocument1 pageProduct Name: Aron Alpha PP Primer SeriesAdiwarni GintingNo ratings yet
- Solar Collectors Flat Plate vs. Evacuated TubeDocument6 pagesSolar Collectors Flat Plate vs. Evacuated TubePrashant Saxena100% (1)
- EPW Baghouse 1 Ae6Document57 pagesEPW Baghouse 1 Ae6Alejandra Palma SolanoNo ratings yet
- Completion Design For Production of Bearberry Ulta-Sour Gas P.J. Williams M.R. MilliganDocument13 pagesCompletion Design For Production of Bearberry Ulta-Sour Gas P.J. Williams M.R. MilliganAnonymous VNu3ODGavNo ratings yet
- Differential Pipe Sticking: Oleh: Ernindyas Himawasti 113120051 Bahasa Inggris Teknik PerminyakanDocument11 pagesDifferential Pipe Sticking: Oleh: Ernindyas Himawasti 113120051 Bahasa Inggris Teknik PerminyakanErnindyas100% (1)
- FME Ch14Document43 pagesFME Ch14Jessica Tatiana Muñoz OrtizNo ratings yet
- Contohh Spec TrafoDocument1 pageContohh Spec Trafowatep_08No ratings yet
- Graphene/Metal Organic Framework Composites As Adsorbents For Adsorption Chiller ApplicationsDocument88 pagesGraphene/Metal Organic Framework Composites As Adsorbents For Adsorption Chiller ApplicationsNajam Ul QadirNo ratings yet
- US20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFDocument18 pagesUS20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFParikshit PaulNo ratings yet
- High Temperature Mechanical Properties of A Ceramic Matrix CompositeDocument4 pagesHigh Temperature Mechanical Properties of A Ceramic Matrix CompositebbeeNo ratings yet
- Epo-Chem RL 500PFDocument2 pagesEpo-Chem RL 500PFIya Nicole LoNo ratings yet
- SpecificationsDocument189 pagesSpecificationsFrendy Trianto100% (1)
- Manufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byDocument4 pagesManufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byIsaiahNo ratings yet
- Volume Changes of ConcreteDocument17 pagesVolume Changes of ConcreteAljawhara AlnadiraNo ratings yet
- Lab Report 2Document9 pagesLab Report 2Magloire Kekeli Segla100% (1)
- Sikarep: Multi-Purpose Patching and Repair Mortar Technical Data SheetDocument4 pagesSikarep: Multi-Purpose Patching and Repair Mortar Technical Data SheetjodemodeNo ratings yet
- Biogas: Alix Simnock Brooke Myones Carrie Senft Dan CohnDocument21 pagesBiogas: Alix Simnock Brooke Myones Carrie Senft Dan CohnNguyênVũXuânNo ratings yet
- Tumblers InstructionsDocument3 pagesTumblers Instructionsmarosnax100% (2)
- Show PubDocument8 pagesShow PubTanmay MajhiNo ratings yet
- MAVJ Catalogue (En - 0898)Document8 pagesMAVJ Catalogue (En - 0898)renjithas2005No ratings yet
- Internal Heat ExchangerDocument39 pagesInternal Heat ExchangerNeal Christian ParatoNo ratings yet
- Bluemotion TechnologyDocument19 pagesBluemotion TechnologyaciddropsNo ratings yet
- Chapter 8 - Manufacture of C2 CompoundDocument39 pagesChapter 8 - Manufacture of C2 CompoundMicrosoft GamingNo ratings yet
- Applied Chemistry MCQsDocument10 pagesApplied Chemistry MCQsiangarvins100% (1)






















































































Download as pdf or txt
You might also like
- 0086 LED Signage Specification PDFDocument26 pages0086 LED Signage Specification PDFShailendra Arun100% (1)
- CH 5 Casting ProcessesDocument21 pagesCH 5 Casting ProcessesBassel AlshamiNo ratings yet
- Forging NDocument14 pagesForging NHAMZANo ratings yet
- Forging, Materials EngineeringDocument29 pagesForging, Materials EngineeringAna Beatriz MourãoNo ratings yet
- AMT - CastingDocument44 pagesAMT - CastingUddhav ArotheNo ratings yet
- Lec 1 - Casting and Molding ProcessDocument18 pagesLec 1 - Casting and Molding ProcessEslam MansourNo ratings yet
- Lect 3 Forging PDFDocument21 pagesLect 3 Forging PDFأحمد قطيمNo ratings yet
- ForgingDocument13 pagesForgingstallone21No ratings yet
- OSMI Orientation To Valves Part 1 Forging Vs Castings Ste1Document30 pagesOSMI Orientation To Valves Part 1 Forging Vs Castings Ste1MeoNo ratings yet
- Unit 1 - Casting-1Document17 pagesUnit 1 - Casting-1Yuvaraj SNo ratings yet
- Unit 2 - Advanced Joining ProcessesDocument49 pagesUnit 2 - Advanced Joining ProcessesVikas MaliNo ratings yet
- Dr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentDocument38 pagesDr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentomarNo ratings yet
- FIA - Forging Facts - How Ar..Document6 pagesFIA - Forging Facts - How Ar..George CharitouNo ratings yet
- Manufacturing Engineering IDocument6 pagesManufacturing Engineering Iamin ahmedNo ratings yet
- Metal Forming Processes-1Document44 pagesMetal Forming Processes-1olanrewajuhbernardNo ratings yet
- Forging Die Design and Forging DefectsDocument5 pagesForging Die Design and Forging Defectsrameshwar kaleNo ratings yet
- Foundry LabDocument50 pagesFoundry Labanon-76437486% (21)
- Experimental Research On Wolfram Inert Gas AA1050Document21 pagesExperimental Research On Wolfram Inert Gas AA1050Cristian IancuNo ratings yet
- Turn MillingDocument21 pagesTurn MillingAhmed ElmasryNo ratings yet
- Friction Stir Welding Technologyfor Marine ApplicationsDocument9 pagesFriction Stir Welding Technologyfor Marine ApplicationsDavid AzadNo ratings yet
- Aluminium Casting Techniques - Sand Casting and Die Casting ProcessesDocument7 pagesAluminium Casting Techniques - Sand Casting and Die Casting Processesrathnakara12No ratings yet
- Rapid Tooling and The LOMOLD Process: Francois JoubertDocument142 pagesRapid Tooling and The LOMOLD Process: Francois JoubertDiscord YtNo ratings yet
- 1 ForgingDocument14 pages1 Forgingadi_risingsunNo ratings yet
- Ceramic Slurry - An Overview - ScienceDirect TopicsDocument16 pagesCeramic Slurry - An Overview - ScienceDirect TopicsMusteizerNo ratings yet
- Mismatch Defect in ERW Steel Tubes: September 2014Document5 pagesMismatch Defect in ERW Steel Tubes: September 2014Riza KhanNo ratings yet
- Forging SDocument14 pagesForging SGowrisanthosh PalikaNo ratings yet
- Be Mat Vat DucDocument21 pagesBe Mat Vat DucTrung Nguyễn NgọcNo ratings yet
- Manufacturing Technologies-1Document55 pagesManufacturing Technologies-1kisitlamasizNo ratings yet
- CastingDocument17 pagesCastinghruthik hruthikNo ratings yet
- Optimization of Continuous Casting Process in Steel Manufacturing IndustryDocument5 pagesOptimization of Continuous Casting Process in Steel Manufacturing IndustryrohitNo ratings yet
- 3 CastingDocument18 pages3 CastingQASSAH PANDITNo ratings yet
- Friction Stir Welding - Potential Used in Marine ApplicationDocument19 pagesFriction Stir Welding - Potential Used in Marine ApplicationDanangAjiNo ratings yet
- ForgingDocument2 pagesForgingraghumavathurNo ratings yet
- Casting 3Document28 pagesCasting 3Hoza EssamNo ratings yet
- Unit 3-FabricationsDocument57 pagesUnit 3-FabricationsLebi AntonyNo ratings yet
- 1 s2.0 S2212827112002776 Main PDFDocument6 pages1 s2.0 S2212827112002776 Main PDFAyuni Hadiatur RahmanNo ratings yet
- Video Disclaimer: Ume 505: Manufacturing TechnologyDocument21 pagesVideo Disclaimer: Ume 505: Manufacturing Technologykunal gargNo ratings yet
- Bulk Deformation Processes in Metal Forming: Part 1-RollingDocument53 pagesBulk Deformation Processes in Metal Forming: Part 1-RollingFirdaus Muhamad RifqiNo ratings yet
- Drilling Fluid Part 1Document31 pagesDrilling Fluid Part 1مصطفى رياض طعمة محمدNo ratings yet
- Fatigue MachineDocument11 pagesFatigue MachineAndres LopezNo ratings yet
- Module 3 (Casting 1)Document57 pagesModule 3 (Casting 1)WasteNo ratings yet
- Underwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringDocument10 pagesUnderwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringVitorHugoNo ratings yet
- m2 - U5 - Tool Grinding & FormingDocument14 pagesm2 - U5 - Tool Grinding & FormingViệt Đặng XuânNo ratings yet
- GaN For High Voltage applications-EFDS PresentationDocument40 pagesGaN For High Voltage applications-EFDS PresentationsaaddounNo ratings yet
- Welding Lecture 1 Welding IntroductionDocument42 pagesWelding Lecture 1 Welding IntroductionAdel AbdelmaboudNo ratings yet
- Friction Stir Welding 2009Document4 pagesFriction Stir Welding 2009Rodrigo ToasaNo ratings yet
- DelaminationDocument6 pagesDelaminationPraveen PravNo ratings yet
- Lecture 11 - Defects in Casting and Inspection of CastingsDocument8 pagesLecture 11 - Defects in Casting and Inspection of CastingsManan GuptaNo ratings yet
- Manufacturing Processes: ForgingDocument26 pagesManufacturing Processes: ForgingSunil KhachariyaNo ratings yet
- Bulk Deformation Processes ForgingDocument23 pagesBulk Deformation Processes ForgingIzi100% (7)
- Underwater WeldingDocument18 pagesUnderwater WeldingNikhil Kumar ChennuriNo ratings yet
- Fabrication of Metals: 2. Deformation/Forming 3. Casting 4. Powder Metallurgy 5. JoiningDocument23 pagesFabrication of Metals: 2. Deformation/Forming 3. Casting 4. Powder Metallurgy 5. JoiningZahra KaylNo ratings yet
- Workshop Report CastingDocument6 pagesWorkshop Report CastingZaid MahboobNo ratings yet
- OM Session 3Document48 pagesOM Session 3rakshitashetty239No ratings yet
- Casting DefectsDocument16 pagesCasting DefectsAshok PradhanNo ratings yet
- Manufacturing Processes Lab ManualDocument46 pagesManufacturing Processes Lab ManualAnas AminNo ratings yet
- TVL - SM 11 - w4Document4 pagesTVL - SM 11 - w4CrisTopher L CablaidaNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Gorro Polar MoldeDocument1 pageGorro Polar MoldeCarlos Mario Moran Suarez100% (2)
- Wellhead Plug Catcher (WPC)Document2 pagesWellhead Plug Catcher (WPC)Wade DavisNo ratings yet
- ElectricityDocument16 pagesElectricitypatrick omonyNo ratings yet
- Design and Thermal Analysis of Disc Brake For Minimizing TemperatureDocument5 pagesDesign and Thermal Analysis of Disc Brake For Minimizing TemperatureAnonymous kw8Yrp0R5rNo ratings yet
- DR Aquaguard Geneus RO+UV+UFDocument1 pageDR Aquaguard Geneus RO+UV+UFVipul Maheshwari50% (2)
- Product Name: Aron Alpha PP Primer SeriesDocument1 pageProduct Name: Aron Alpha PP Primer SeriesAdiwarni GintingNo ratings yet
- Solar Collectors Flat Plate vs. Evacuated TubeDocument6 pagesSolar Collectors Flat Plate vs. Evacuated TubePrashant Saxena100% (1)
- EPW Baghouse 1 Ae6Document57 pagesEPW Baghouse 1 Ae6Alejandra Palma SolanoNo ratings yet
- Completion Design For Production of Bearberry Ulta-Sour Gas P.J. Williams M.R. MilliganDocument13 pagesCompletion Design For Production of Bearberry Ulta-Sour Gas P.J. Williams M.R. MilliganAnonymous VNu3ODGavNo ratings yet
- Differential Pipe Sticking: Oleh: Ernindyas Himawasti 113120051 Bahasa Inggris Teknik PerminyakanDocument11 pagesDifferential Pipe Sticking: Oleh: Ernindyas Himawasti 113120051 Bahasa Inggris Teknik PerminyakanErnindyas100% (1)
- FME Ch14Document43 pagesFME Ch14Jessica Tatiana Muñoz OrtizNo ratings yet
- Contohh Spec TrafoDocument1 pageContohh Spec Trafowatep_08No ratings yet
- Graphene/Metal Organic Framework Composites As Adsorbents For Adsorption Chiller ApplicationsDocument88 pagesGraphene/Metal Organic Framework Composites As Adsorbents For Adsorption Chiller ApplicationsNajam Ul QadirNo ratings yet
- US20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFDocument18 pagesUS20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFParikshit PaulNo ratings yet
- High Temperature Mechanical Properties of A Ceramic Matrix CompositeDocument4 pagesHigh Temperature Mechanical Properties of A Ceramic Matrix CompositebbeeNo ratings yet
- Epo-Chem RL 500PFDocument2 pagesEpo-Chem RL 500PFIya Nicole LoNo ratings yet
- SpecificationsDocument189 pagesSpecificationsFrendy Trianto100% (1)
- Manufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byDocument4 pagesManufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byIsaiahNo ratings yet
- Volume Changes of ConcreteDocument17 pagesVolume Changes of ConcreteAljawhara AlnadiraNo ratings yet
- Lab Report 2Document9 pagesLab Report 2Magloire Kekeli Segla100% (1)
- Sikarep: Multi-Purpose Patching and Repair Mortar Technical Data SheetDocument4 pagesSikarep: Multi-Purpose Patching and Repair Mortar Technical Data SheetjodemodeNo ratings yet
- Biogas: Alix Simnock Brooke Myones Carrie Senft Dan CohnDocument21 pagesBiogas: Alix Simnock Brooke Myones Carrie Senft Dan CohnNguyênVũXuânNo ratings yet
- Tumblers InstructionsDocument3 pagesTumblers Instructionsmarosnax100% (2)
- Show PubDocument8 pagesShow PubTanmay MajhiNo ratings yet
- MAVJ Catalogue (En - 0898)Document8 pagesMAVJ Catalogue (En - 0898)renjithas2005No ratings yet
- Internal Heat ExchangerDocument39 pagesInternal Heat ExchangerNeal Christian ParatoNo ratings yet
- Bluemotion TechnologyDocument19 pagesBluemotion TechnologyaciddropsNo ratings yet
- Chapter 8 - Manufacture of C2 CompoundDocument39 pagesChapter 8 - Manufacture of C2 CompoundMicrosoft GamingNo ratings yet
- Applied Chemistry MCQsDocument10 pagesApplied Chemistry MCQsiangarvins100% (1)