Download as pdf or txt
You might also like
- MLI DescriptionDocument19 pagesMLI Descriptionfaisalnadim100% (1)
- Hydrodynamic Design of Planing Hulls - SavitskyDocument25 pagesHydrodynamic Design of Planing Hulls - SavitskyJuanjo Marengo100% (5)
- TM 3000 CatalogDocument12 pagesTM 3000 CatalogblgndllNo ratings yet
- Aplicatii Keyence - Digitalizari - Masuratori 2020 PDFDocument8 pagesAplicatii Keyence - Digitalizari - Masuratori 2020 PDFArjocan Emil DanNo ratings yet
- In-Line 2D: Measurement SystemDocument12 pagesIn-Line 2D: Measurement SystemZoltán SoósNo ratings yet
- KnowledgeDocument6 pagesKnowledgeZoltán SoósNo ratings yet
- Mitutoyo Rockwell Hardness TesterDocument16 pagesMitutoyo Rockwell Hardness TesterArdian ArdianNo ratings yet
- Keyence 3D MittausasemaDocument28 pagesKeyence 3D Mittausasemabee140676No ratings yet
- High Accuracy Image Dimension Measurement System LM: Allowing Anyone To Take Highly Accurate MeasurementsDocument32 pagesHigh Accuracy Image Dimension Measurement System LM: Allowing Anyone To Take Highly Accurate Measurementsaa999666aaaNo ratings yet
- Cali Opt Prox SensorDocument5 pagesCali Opt Prox SensorbehzadNo ratings yet
- Concrete Moisture Profiler: Nondestructive Moisture Profiling in Concrete With A Portable MRI SensorDocument2 pagesConcrete Moisture Profiler: Nondestructive Moisture Profiling in Concrete With A Portable MRI SensorBabak SalimifardNo ratings yet
- ExtruderDocument2 pagesExtruderVictor Alves da SilvaNo ratings yet
- Instant Measurement: Image Dimension Measurement SystemDocument44 pagesInstant Measurement: Image Dimension Measurement SystemjongoskampretosNo ratings yet
- OLS5000 en PDFDocument42 pagesOLS5000 en PDFRossie' Kumoro AldianNo ratings yet
- Quick - Vision New GenerationDocument40 pagesQuick - Vision New Generationdave judayaNo ratings yet
- VR-3200 BrochureDocument32 pagesVR-3200 BrochureAndres Melendez HernandezNo ratings yet
- Portable, Benchtop CMM: Handheld Probe Coordinate Measuring MachineDocument36 pagesPortable, Benchtop CMM: Handheld Probe Coordinate Measuring MachineDebjit GangulyNo ratings yet
- Portable, Benchtop CMM: Handheld Probe Coordinate Measuring MachineDocument36 pagesPortable, Benchtop CMM: Handheld Probe Coordinate Measuring MachineEdgar PortnoyNo ratings yet
- 2135 CV-2100Document16 pages2135 CV-2100Satendra ThakurNo ratings yet
- MIT Dowel Bar Scanning Services FlyerDocument6 pagesMIT Dowel Bar Scanning Services FlyerSandhya K100% (1)
- A Collection Of: Industry ExamplesDocument15 pagesA Collection Of: Industry Exampleslil10zinNo ratings yet
- Dowel Scan Tie Bar Alignent BrochureDocument2 pagesDowel Scan Tie Bar Alignent BrochureAjit P. SinghNo ratings yet
- Experiment No: 03 EXPERIMENT: Measurement of Different Parameters of A Machine Component Using The Optical ComparatorDocument7 pagesExperiment No: 03 EXPERIMENT: Measurement of Different Parameters of A Machine Component Using The Optical ComparatorAbienash Thangavel100% (1)
- Dimensional Measurement Using Digital Height GaugeDocument4 pagesDimensional Measurement Using Digital Height GaugeDheeraj KumarNo ratings yet
- Xslicer-SMX 160 KVDocument16 pagesXslicer-SMX 160 KVDoanh NguyenNo ratings yet
- Optris Product BrochureDocument15 pagesOptris Product BrochureAndré DupimNo ratings yet
- KDB Breimo GBDocument3 pagesKDB Breimo GBAlphaNo ratings yet
- Wide Area Coordinate Measuring Machine: SeriesDocument28 pagesWide Area Coordinate Measuring Machine: Seriesfabio speedyNo ratings yet
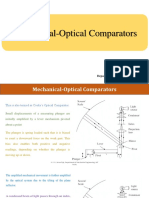
- Making The Switch To Inline Optical ComparatorsDocument8 pagesMaking The Switch To Inline Optical ComparatorslucaNo ratings yet
- Manual Termómetro Infrarrojo TASI 8601 y 8602Document1 pageManual Termómetro Infrarrojo TASI 8601 y 8602AndreniNo ratings yet
- Methods and Results MicroscopeDocument4 pagesMethods and Results Microscopemarylen martinNo ratings yet
- Optical ComparatorsDocument10 pagesOptical ComparatorsAmanNo ratings yet
- Final Module 2Document32 pagesFinal Module 2RachnaNo ratings yet
- As 116920 TG 601049 WW GB 2021 1Document12 pagesAs 116920 TG 601049 WW GB 2021 1Social Unpriority OnleyhNo ratings yet
- RangefinderDocument13 pagesRangefinderRabi khanNo ratings yet
- As 94456 Im-7000 C 611G17 Us 1028-1 PDFDocument36 pagesAs 94456 Im-7000 C 611G17 Us 1028-1 PDFrishi sharmaNo ratings yet
- 1 s2.0 S2665917421000726 MainDocument4 pages1 s2.0 S2665917421000726 MainArfania LailyNo ratings yet
- Precision Engineering & MetrologyDocument58 pagesPrecision Engineering & MetrologyAsad KhanNo ratings yet
- MCT Series Catalogue PDFDocument12 pagesMCT Series Catalogue PDFHari PrasathNo ratings yet
- Digisix: Exposure Meter For Ambient LightDocument16 pagesDigisix: Exposure Meter For Ambient LightdigibillNo ratings yet
- Impulse and Continuous Vibration MeasurementDocument8 pagesImpulse and Continuous Vibration MeasurementMalick Sungu100% (1)
- MAP1250 (1) LinearH600Document8 pagesMAP1250 (1) LinearH600jaysar manapatNo ratings yet
- Unit 3 Linear and Angular MeasurementsDocument22 pagesUnit 3 Linear and Angular Measurementsbhuyanuttam7No ratings yet
- Geometric Form Measurements Roundness Straightness Cylindricity Flatness, EtcDocument39 pagesGeometric Form Measurements Roundness Straightness Cylindricity Flatness, EtcBHOOMINo ratings yet
- Ficha Técnica CM-2300DDocument2 pagesFicha Técnica CM-2300DFany BacNo ratings yet
- Probes E4292Document52 pagesProbes E4292moonstarNo ratings yet
- MI Tool Makers MicroscopeDocument9 pagesMI Tool Makers MicroscopeGurpreet KaurNo ratings yet
- Unsurpassed Accuracy and Durability: High-Accuracy Digital Contact SensorDocument32 pagesUnsurpassed Accuracy and Durability: High-Accuracy Digital Contact Sensormark luigi SarmientoNo ratings yet
- Measurement of Basic Constants (Length, Weight & Time)Document4 pagesMeasurement of Basic Constants (Length, Weight & Time)Alishan JavaidNo ratings yet
- A New Type Seismic Intensity MeterDocument6 pagesA New Type Seismic Intensity MeterSherling GanzNo ratings yet
- MLR Institute of Technology - Lab Manual Engineering MetrologyDocument25 pagesMLR Institute of Technology - Lab Manual Engineering MetrologyVallik TadNo ratings yet
- Surfcom1900dx3sd3 eDocument2 pagesSurfcom1900dx3sd3 edadiNo ratings yet
- GoniophotometerDocument4 pagesGoniophotometerAbhilash Krishnan TkNo ratings yet
- Expert Vision System TechniquesDocument4 pagesExpert Vision System TechniquesRachiahi TarikNo ratings yet
- Uv Vis Lineup ModelDocument1 pageUv Vis Lineup Modelhiren maruNo ratings yet
- Instant Measurement: Image Dimension Measurement SystemDocument20 pagesInstant Measurement: Image Dimension Measurement Systemmanduong0403No ratings yet
- Iare Ics PPT 0Document252 pagesIare Ics PPT 0mailasheeshNo ratings yet
- Ultrasonic Sensors: Ultimate Ultrasonic Sensor Solution From SickDocument44 pagesUltrasonic Sensors: Ultimate Ultrasonic Sensor Solution From SickDener Bustamante PerezNo ratings yet
- High-Accuracy Interferometric Measurements of FlatDocument5 pagesHigh-Accuracy Interferometric Measurements of FlatfghdNo ratings yet
- CT-80 BrochureDocument4 pagesCT-80 BrochureCAM BiomedicalNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Position Sensing: Angle and Distance Measurement for EngineersFrom EverandPosition Sensing: Angle and Distance Measurement for EngineersNo ratings yet
- ReleaselogDocument11 pagesReleaselogVasilescu CristianNo ratings yet
- Manual Wamit 6.2Document314 pagesManual Wamit 6.2rbmehlerNo ratings yet
- Design For Isolated Footing 22Document6 pagesDesign For Isolated Footing 22Jose CacdacNo ratings yet
- CISCO Built-In Wireshark Capability White Paper c11-554444Document10 pagesCISCO Built-In Wireshark Capability White Paper c11-554444Ramaswamy PeriaswamyNo ratings yet
- Ethernet Module For Use With C441 Motor Insight and S611 RVSSDocument4 pagesEthernet Module For Use With C441 Motor Insight and S611 RVSSErick MerinoNo ratings yet
- Catalysts 09 00722Document21 pagesCatalysts 09 00722daraj darajNo ratings yet
- 215MW HFO Power Plant of Dhaka Northern: Manikganj, BangladeshDocument48 pages215MW HFO Power Plant of Dhaka Northern: Manikganj, BangladeshKhan MohhammadNo ratings yet
- Experiment No.2: Objective: Study of Characteristics of Silicon DiodeDocument5 pagesExperiment No.2: Objective: Study of Characteristics of Silicon DiodeUday BhartiyaNo ratings yet
- Ai-900 3df695e8afa1Document61 pagesAi-900 3df695e8afa1shaharpi24No ratings yet
- Concrete Hollow BlocksDocument6 pagesConcrete Hollow Blocksaljilen hernandezNo ratings yet
- RuggedDirector User GuideDocument38 pagesRuggedDirector User GuideBairon Alvira ManiosNo ratings yet
- Fibrlok 2540 Data SheetDocument2 pagesFibrlok 2540 Data SheetSven BaeldenNo ratings yet
- Summit Doppler Vista Avs User ManualDocument68 pagesSummit Doppler Vista Avs User Manualdrdk1No ratings yet
- Generators Portable Ultrasilent DCA125USI Rev 1 60 HZ Manual DataId 19064 Version 1Document90 pagesGenerators Portable Ultrasilent DCA125USI Rev 1 60 HZ Manual DataId 19064 Version 1Duy Kha100% (2)
- High Energy Ball Mill SpecsDocument10 pagesHigh Energy Ball Mill SpecsRanveer ShekhawatNo ratings yet
- Module 2 Fluiid StaticsDocument4 pagesModule 2 Fluiid StaticsVanvan BitonNo ratings yet
- 5 Minor Projects - Dr. Ankit - Doc - Ankit ShrivastavaDocument14 pages5 Minor Projects - Dr. Ankit - Doc - Ankit ShrivastavaKashish GoelNo ratings yet
- Spectrum Handbook Multipin ConnectorsDocument72 pagesSpectrum Handbook Multipin ConnectorsMark SimmonsNo ratings yet
- LG 65uj670v 655V 701V Ud74q PDFDocument31 pagesLG 65uj670v 655V 701V Ud74q PDFady_gligor798771% (7)
- Dif CalDocument9 pagesDif CalHazel Grace del MonteNo ratings yet
- CycloalkanesDocument18 pagesCycloalkanesJohn Mark PolisticoNo ratings yet
- Basic Oracle SQL CoursewareDocument214 pagesBasic Oracle SQL Coursewareanushav06030% (1)
- Thermochemical Surface Engineering of Steels Improving Materials Performance 1st Edition Eric J. MittemeijerDocument43 pagesThermochemical Surface Engineering of Steels Improving Materials Performance 1st Edition Eric J. Mittemeijerchristopher.lemus529100% (8)
- P4Mdm/P4Mdmp P4Mdut/P4Mdpt User'S Manual: M/B For Socket 478 Pentium 4 ProcessorDocument48 pagesP4Mdm/P4Mdmp P4Mdut/P4Mdpt User'S Manual: M/B For Socket 478 Pentium 4 ProcessorJonathan Beverly JaneNo ratings yet
- Performance Analysis of NB-IoT Uplink in Low EarthDocument22 pagesPerformance Analysis of NB-IoT Uplink in Low Earthyehia.mahmoud02No ratings yet
- WeatherDocument17 pagesWeatherKiley FernandoNo ratings yet
- Agile Life CycleDocument41 pagesAgile Life Cyclestudboy100% (2)
- Measures of DispersionDocument28 pagesMeasures of DispersionMaria Jessa BruzaNo ratings yet