Download as pdf or txt
You might also like
- Don Casey's Complete Illustrated Sailboat Maintenance Manual: Including Inspecting the Aging Sailboat, Sailboat Hull and Deck Repair, Sailboat Refinishing, SailboFrom EverandDon Casey's Complete Illustrated Sailboat Maintenance Manual: Including Inspecting the Aging Sailboat, Sailboat Hull and Deck Repair, Sailboat Refinishing, SailboRating: 4.5 out of 5 stars4.5/5 (12)
- Your Electronic Ticket-EMD Receipt PDFDocument3 pagesYour Electronic Ticket-EMD Receipt PDFkmsgansurai100% (2)
- Turbofan SpecificationsDocument5 pagesTurbofan SpecificationsRasoul gholinia kiviNo ratings yet
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- SEBF8068 гильзыDocument51 pagesSEBF8068 гильзыЕвгений Абрамов100% (4)
- Hydr 725 & 730 Serie AltaDocument2 pagesHydr 725 & 730 Serie Altasebastian jaramillo trujilloNo ratings yet
- 2012 ARCTIC CAT 450 ATV Service Repair Manual PDFDocument30 pages2012 ARCTIC CAT 450 ATV Service Repair Manual PDFjksmmmddNo ratings yet
- Disassembly and Assembly Procedures For Rollers With Inverted Duo-Cone SealsDocument1 pageDisassembly and Assembly Procedures For Rollers With Inverted Duo-Cone Seals----No ratings yet
- SI 5NB0A 001 00 Eng - v1 - m56577569830747488Document1 pageSI 5NB0A 001 00 Eng - v1 - m56577569830747488brassoyNo ratings yet
- Servicemanual Panasonic kv-s3065cl, kv-s3065cw s7Document4 pagesServicemanual Panasonic kv-s3065cl, kv-s3065cw s7Ralf KöhlerNo ratings yet
- 1312a00002 Hexcitador He65Document2 pages1312a00002 Hexcitador He65Henry Arrval100% (1)
- SH 0019 2 PackageDocument5 pagesSH 0019 2 PackageChiara NaderNo ratings yet
- SH 0019 2 PackageDocument5 pagesSH 0019 2 PackageChiara NaderNo ratings yet
- 2017 F-250 Brake CaliperDocument3 pages2017 F-250 Brake CaliperAlexandru NicolaNo ratings yet
- Shimano SLX HG81 Cassette Service ManualDocument1 pageShimano SLX HG81 Cassette Service ManualJose Luis GutierrezNo ratings yet
- Rotor GA DrawingDocument1 pageRotor GA DrawingcelonevesNo ratings yet
- Tohatsu MFS20D MFS30D SMDocument413 pagesTohatsu MFS20D MFS30D SMpowerserviceNo ratings yet
- DRP001 Ouf Gal 940110 K Ecr 001 003 S1Document1 pageDRP001 Ouf Gal 940110 K Ecr 001 003 S1pathanNo ratings yet
- Blind List For 31A10-VSL-001Document2 pagesBlind List For 31A10-VSL-001JITHIN VIJAYANNo ratings yet
- Presentation of Overhauling CEP Motor-B Rev-1Document16 pagesPresentation of Overhauling CEP Motor-B Rev-1aminullahsharifNo ratings yet
- Parts List For 1-056-000 Series (Rev. A & B) Manual Adjust BrakesDocument4 pagesParts List For 1-056-000 Series (Rev. A & B) Manual Adjust BrakesAnonymous QxmwZz4No ratings yet
- Installation, Operation, and Maintenance Manual: Model BCF Belt Drive Centrifugal Cabinet FansDocument6 pagesInstallation, Operation, and Maintenance Manual: Model BCF Belt Drive Centrifugal Cabinet FansStefy CarrascoNo ratings yet
- 06 Undercarriage Tools PDFDocument108 pages06 Undercarriage Tools PDFMarco BacianNo ratings yet
- Disassembly RoHSWEEE FPS 48V Basic 1U2R (E - 2129976 - 1 - 3) - 1Document2 pagesDisassembly RoHSWEEE FPS 48V Basic 1U2R (E - 2129976 - 1 - 3) - 1v9rbqae9d7fg0wNo ratings yet
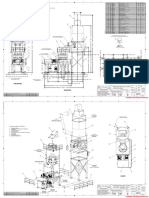
- Released: Iso View Back SCALE 1:30Document6 pagesReleased: Iso View Back SCALE 1:30Mohammed Saleem Syed KhaderNo ratings yet
- Poster g4 Druck Englisch 0718Document1 pagePoster g4 Druck Englisch 0718Dardo GoyaNo ratings yet
- Product Manual - R 3EL 125 - PO 8584Document71 pagesProduct Manual - R 3EL 125 - PO 8584Ravi RamdeoNo ratings yet
- 57sbs Modular Plant, Station 3 - 1084742.01Document2 pages57sbs Modular Plant, Station 3 - 1084742.01JaredNo ratings yet
- Plano de Blindaje 24MDocument2 pagesPlano de Blindaje 24MAndree Ayma NuñezNo ratings yet
- Diagram, P & Id 30-37KW (FS) 24435588 C: R.BookhoutDocument4 pagesDiagram, P & Id 30-37KW (FS) 24435588 C: R.BookhoutrubenkolosovasNo ratings yet
- PDF6598Document1 pagePDF6598Gabriel LeiteNo ratings yet
- Senr1788 03Document2 pagesSenr1788 03jgmanaure3105No ratings yet
- Primary Side View: Rim Confidential B Printed Wiring Board Javelin W/ GND StitchingDocument2 pagesPrimary Side View: Rim Confidential B Printed Wiring Board Javelin W/ GND StitchingRoger ValderramaNo ratings yet
- SI 6KFFB 001 ENG - v1 - m56577569830687361Document1 pageSI 6KFFB 001 ENG - v1 - m56577569830687361Onus Probandis HedonistaNo ratings yet
- PM510 31001Document3 pagesPM510 31001Bart PaumenNo ratings yet
- Shimano Front DerailleurDocument1 pageShimano Front DerailleurAndreiNo ratings yet
- 33333Document1 page33333Rafael TellezNo ratings yet
- PID - Lube Oil SkidDocument1 pagePID - Lube Oil SkidTalha AamirNo ratings yet
- Bike CalipersSI - 8C60H - en - v1 - m56577569830604598Document1 pageBike CalipersSI - 8C60H - en - v1 - m56577569830604598Stuart BaileyNo ratings yet
- Instructions and Cautions For Safe Use of AC Servos: General-Purpose AC Servo CautionDocument1 pageInstructions and Cautions For Safe Use of AC Servos: General-Purpose AC Servo CautiontadyNo ratings yet
- 1 Unitw Checksheet Digital Eng 20170407 4Document4 pages1 Unitw Checksheet Digital Eng 20170407 4Juan PerezNo ratings yet
- Servicemanual Panasonic kv-s5046h 5076h s3Document17 pagesServicemanual Panasonic kv-s5046h 5076h s3Ralf KöhlerNo ratings yet
- Atlantic Version: Applicator Data ODocument4 pagesAtlantic Version: Applicator Data OChung LeNo ratings yet
- LCD Inverter - 715t2266-1 - Oz9938gnDocument2 pagesLCD Inverter - 715t2266-1 - Oz9938gntavi100% (1)
- 17-1418 - Section 4 SchematicsDocument8 pages17-1418 - Section 4 SchematicsAlvaroNo ratings yet
- SH 0027 2 PackageDocument8 pagesSH 0027 2 PackageChiara NaderNo ratings yet
- ND BRG GuideDocument32 pagesND BRG Guidemohammed barghothiNo ratings yet
- DRP001 Ouf Gal 940110 K Ecr 001 002 S1Document1 pageDRP001 Ouf Gal 940110 K Ecr 001 002 S1pathanNo ratings yet
- Tohatsu MD 115A SMDocument353 pagesTohatsu MD 115A SMpowerserviceNo ratings yet
- Main Control Valve: 345C Excavator Hydraulic SystemDocument2 pagesMain Control Valve: 345C Excavator Hydraulic SystemPablo Luis Pérez PostigoNo ratings yet
- Blind 1: Location: Rabigh, Saudi Arabia Rabigh Ii Refining and Petrochemical ProjectDocument1 pageBlind 1: Location: Rabigh, Saudi Arabia Rabigh Ii Refining and Petrochemical Projectaravind81931996No ratings yet
- KV-S2065L KV-S2065W: High Speed ScannerDocument157 pagesKV-S2065L KV-S2065W: High Speed ScannerGroza Alexandru ClaudiuNo ratings yet
- Factory Cat 34-5 Gtx-P-En Part ManualDocument70 pagesFactory Cat 34-5 Gtx-P-En Part ManualMelwyn FernandesNo ratings yet
- 0420 - 118T3440 - Cooling WaterDocument2 pages0420 - 118T3440 - Cooling WaterfaisalnadimNo ratings yet
- BTI PlanosDocument18 pagesBTI PlanosHache Reyk KhanNo ratings yet
- 248В гидр PDFDocument2 pages248В гидр PDFmuftah76No ratings yet
- 980H PDFDocument2 pages980H PDFIgnacio Lazo JhsúsNo ratings yet
- Operating Instructions SENSICK WL250 en FR de Da NL It ZH PT Es IM0010281Document2 pagesOperating Instructions SENSICK WL250 en FR de Da NL It ZH PT Es IM0010281Maria TzagarakiNo ratings yet
- Preventive Maintenance PM-Freq (Q/H/Y) : - Check Points Checked Remarks Action Taken Status YES NODocument1 pagePreventive Maintenance PM-Freq (Q/H/Y) : - Check Points Checked Remarks Action Taken Status YES NOGnanavel GNo ratings yet
- SCH Srm450v2 Schematics Amp (0029446-Xx Revh00)Document5 pagesSCH Srm450v2 Schematics Amp (0029446-Xx Revh00)John CasasNo ratings yet
- R81596, Air SchematicDocument4 pagesR81596, Air SchematicDXvikoNo ratings yet
- Senr1788 03Document2 pagesSenr1788 03jgmanaure3105No ratings yet
- Renr9697 01 01 AllDocument2 pagesRenr9697 01 01 Alljgmanaure3105No ratings yet
- Senr6834-00 SpecificationsDocument1 pageSenr6834-00 Specificationsjgmanaure3105No ratings yet
- Sepd2006 00Document26 pagesSepd2006 00jgmanaure3105No ratings yet
- Senr6834-00 AssemblyDocument1 pageSenr6834-00 Assemblyjgmanaure3105No ratings yet
- Sepd1862 00Document26 pagesSepd1862 00jgmanaure3105No ratings yet
- Sepd1807 00Document12 pagesSepd1807 00jgmanaure3105No ratings yet
- Test Spec (T2P02347)Document7 pagesTest Spec (T2P02347)jgmanaure3105No ratings yet
- Systems Data (T2P02347)Document3 pagesSystems Data (T2P02347)jgmanaure3105No ratings yet
- Engine Test (T2P02347)Document2 pagesEngine Test (T2P02347)jgmanaure3105No ratings yet
- Marine Test (T2P02347)Document2 pagesMarine Test (T2P02347)jgmanaure3105No ratings yet
- DA30 40 EN 150128 LowDocument16 pagesDA30 40 EN 150128 Lowjgmanaure3105No ratings yet
- Fast Fill Fuel KitsDocument8 pagesFast Fill Fuel Kitsjgmanaure3105No ratings yet
- Goods ReceiptDocument7 pagesGoods ReceiptghNo ratings yet
- Performance Management Chapter 3 EvaDocument27 pagesPerformance Management Chapter 3 EvaYasichalew sefinehNo ratings yet
- Po PCitesDocument26 pagesPo PCiteshesfacultyNo ratings yet
- 11 D Inventory Management Problems KEYDocument3 pages11 D Inventory Management Problems KEYCharisse BuquidNo ratings yet
- PDFDocument104 pagesPDFMarks P20HDNo ratings yet
- NTCEnglishReport2017 PDFDocument183 pagesNTCEnglishReport2017 PDFDavid WebNo ratings yet
- H04 System CablesDocument18 pagesH04 System CablesHoucinos TzNo ratings yet
- Managerial Economics 8th Edition Samuelson Test BankDocument22 pagesManagerial Economics 8th Edition Samuelson Test Bankstarfishcomposero5cglt100% (30)
- Sectional Plan, HFD, Ga Drawing of Bypass Line 1 - 1 of 5 - 11.10.2022Document1 pageSectional Plan, HFD, Ga Drawing of Bypass Line 1 - 1 of 5 - 11.10.2022Anirban MukherjeeNo ratings yet
- Edited ShortiesDocument12 pagesEdited ShortieszianaNo ratings yet
- Invoice To Mohammed Salman - #10-3896975Document1 pageInvoice To Mohammed Salman - #10-3896975Web TreamicsNo ratings yet
- So N Unit 9Document8 pagesSo N Unit 9Lam TrúcNo ratings yet
- Question EnglishDocument67 pagesQuestion Englishfirdausauliya1No ratings yet
- Stats Medic - Transforming Random VariablesDocument2 pagesStats Medic - Transforming Random VariablesLexia DemersNo ratings yet
- Hydropower Development Policy of NepalDocument26 pagesHydropower Development Policy of NepalManoj BishtNo ratings yet
- Unit 19Document24 pagesUnit 19Mais OmerNo ratings yet
- Behavioural Finance: A Review Behavioural Finance: A Review: SciencedirectDocument5 pagesBehavioural Finance: A Review Behavioural Finance: A Review: SciencedirectTuấn KiệtNo ratings yet
- WIKI-Impact of MR11Document6 pagesWIKI-Impact of MR11RehmanAhmedSiddiqui100% (1)
- Textbook Collaborative Research in Economics The Wisdom of Working Together 1St Edition Michael Szenberg Ebook All Chapter PDFDocument53 pagesTextbook Collaborative Research in Economics The Wisdom of Working Together 1St Edition Michael Szenberg Ebook All Chapter PDFdanny.hardy307100% (15)
- Decision Theory Comparison of Payoff Distributions in Terms or Return and RiskDocument16 pagesDecision Theory Comparison of Payoff Distributions in Terms or Return and RiskvaisagarNo ratings yet
- L-Bolt Anchor Bolts: Simpson Strong-Tie Wood Construction Connectors - Canadian Limit States DesignDocument1 pageL-Bolt Anchor Bolts: Simpson Strong-Tie Wood Construction Connectors - Canadian Limit States DesignHakan EzcanNo ratings yet
- REAL SPSS Data SahamDocument6 pagesREAL SPSS Data SahamandirifaqguttupataloNo ratings yet
- Trugo, Karluz BT - SW1 - C9Document15 pagesTrugo, Karluz BT - SW1 - C9moreNo ratings yet
- Technical Rate of SubstitutionDocument3 pagesTechnical Rate of SubstitutionSunu 3670No ratings yet
- University of Dhaka Department of International Business: Course Name & Code: Research Methods (IB-406)Document4 pagesUniversity of Dhaka Department of International Business: Course Name & Code: Research Methods (IB-406)সৃজনশীলশুভNo ratings yet
- A04 - EcoDev TheoriesofEcoGrowth&DevDocument2 pagesA04 - EcoDev TheoriesofEcoGrowth&DevcamillaNo ratings yet
- Law - Activity 2Document1 pageLaw - Activity 2Arlene Diane OrozcoNo ratings yet
- Valuation Report Nepal PDF FreeDocument18 pagesValuation Report Nepal PDF FreeSopan GochheNo ratings yet
- Q1. (10 Marks) : Regdno. 21900010330Document6 pagesQ1. (10 Marks) : Regdno. 21900010330Shashank SrivastavaNo ratings yet