
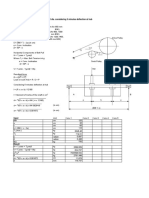
Problem Example of Pneumatic Conveying System
Problem Example of Pneumatic Conveying System
You might also like
- Logo Design GuideDocument16 pagesLogo Design GuideSyed Andrabi100% (5)
- A.Theoretical Capacity B.Power Requirements A. For, HP B. For, HP C. Power Requirement, HP C A+b Correction RequiredDocument4 pagesA.Theoretical Capacity B.Power Requirements A. For, HP B. For, HP C. Power Requirement, HP C A+b Correction RequiredIrfan AhmedNo ratings yet
- Report Helix PipeDocument1 pageReport Helix PipeBoy AlfredoNo ratings yet
- Screw Conveyor Design Calculation: ApplicationDocument4 pagesScrew Conveyor Design Calculation: ApplicationPranetr R.No ratings yet
- Static Pressure Calculation SheetDocument24 pagesStatic Pressure Calculation Sheetsam7sNo ratings yet
- Rumus BucketDocument4 pagesRumus BucketBimahsNo ratings yet
- Beam Deflection CalculationDocument2 pagesBeam Deflection CalculationAriful IslamNo ratings yet
- Twin Flue MEPL ReferenceDocument3 pagesTwin Flue MEPL ReferenceDurjoy ChakrabortyNo ratings yet
- Drive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592Document1 pageDrive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592BISWAJIT DASNo ratings yet
- Slides PPT - Chapter 5 - Pneumatic TransportDocument33 pagesSlides PPT - Chapter 5 - Pneumatic TransportSaranya Devi100% (1)
- Boru Bant Versiyon 3Document38 pagesBoru Bant Versiyon 3Hasan arif KısaalioğluNo ratings yet
- XCELDocument2 pagesXCELridanormaNo ratings yet
- Particle Size Distribution: 1. Calculating The Diameter of The CycloneDocument6 pagesParticle Size Distribution: 1. Calculating The Diameter of The CycloneNaduni RanasingheNo ratings yet
- Reference Notation Description: 1.bottom Plate ThicknessDocument6 pagesReference Notation Description: 1.bottom Plate ThicknessSakib RafeeNo ratings yet
- Madronero - Feeders and Storage SilosDocument16 pagesMadronero - Feeders and Storage SilosVince Dominich MadroneroNo ratings yet
- Bag Filter Load DesignDocument2 pagesBag Filter Load DesignPrakasam VenkatamuraliNo ratings yet
- Pneumatic ConveyingDocument18 pagesPneumatic ConveyingFaisalNo ratings yet
- Belt Conveyor: Designer's ChoiceDocument4 pagesBelt Conveyor: Designer's ChoiceAmeu CostaNo ratings yet
- Bucket Elevator Calculation: Yellow Cell To Be FilledDocument2 pagesBucket Elevator Calculation: Yellow Cell To Be FilledBùi Hắc Hải100% (1)
- Bdsa Batch Evapration Saving CalculationDocument15 pagesBdsa Batch Evapration Saving CalculationmayankNo ratings yet
- Design and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerDocument6 pagesDesign and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerMohd HafizzNo ratings yet
- Belt Conveyor CalculationDocument8 pagesBelt Conveyor CalculationFarrahxviiiNo ratings yet
- Pipes. Flow Rate and Pressure Loss EquationsDocument62 pagesPipes. Flow Rate and Pressure Loss EquationsFrancisco AlvarezNo ratings yet
- Standard Specification For Hot Insulation Piping EquipmentDocument62 pagesStandard Specification For Hot Insulation Piping EquipmentAri SupramonoNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesDocument12 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesJohn100% (2)
- Bunker DesignDocument25 pagesBunker DesignswatkoolNo ratings yet
- Design: of Shell & Tube Heat ExchangerDocument27 pagesDesign: of Shell & Tube Heat ExchangerBalamurugan SakthivelNo ratings yet
- Pencoflex Coupling Assembly and Maintenance: REXNORD S.A / PTP OperationDocument11 pagesPencoflex Coupling Assembly and Maintenance: REXNORD S.A / PTP OperationJOSE INESNo ratings yet
- Hoist DesignDocument16 pagesHoist DesignluisparedesNo ratings yet
- Padeye Design Cheekxls CompressDocument3 pagesPadeye Design Cheekxls CompressDixon Antonio MaradiagaNo ratings yet
- Chimney or SmokestackDocument6 pagesChimney or SmokestackReydin CampoamorNo ratings yet
- Screw ConveyorDocument7 pagesScrew ConveyorTots HolaresNo ratings yet
- Screw Conveyor Calcultation SheetDocument11 pagesScrew Conveyor Calcultation Sheethardik033No ratings yet
- Layout - Foundation Drawing - Air BlowerDocument2 pagesLayout - Foundation Drawing - Air BlowerBabel THIAMNo ratings yet
- Screw Conveyor Design123456789Document8 pagesScrew Conveyor Design123456789Ramsai ChigurupatiNo ratings yet
- Plant Eng Part 2 - ConveyorsDocument30 pagesPlant Eng Part 2 - ConveyorsLehlohonoloNo ratings yet
- Fan DetailDocument8 pagesFan DetailQaz ZaqNo ratings yet
- Cyclone Design Calculation Tool SimplifiedDocument6 pagesCyclone Design Calculation Tool SimplifiedKevin William100% (1)
- Ramdas Osborne Ortt 1980 PDFDocument10 pagesRamdas Osborne Ortt 1980 PDFSebastian PinzonNo ratings yet
- Design of Steel Structures IDocument32 pagesDesign of Steel Structures Ireddi.demullu007No ratings yet
- 20 TPH Bucket ElevatorDocument4 pages20 TPH Bucket ElevatorAlok NayakNo ratings yet
- Screw Conveyor RatingDocument6 pagesScrew Conveyor RatingPereiraeNo ratings yet
- 00.02 Wear Calculations Chain ConveyorDocument1 page00.02 Wear Calculations Chain ConveyorSandy DumisaniNo ratings yet
- Vertical Screw Elevators PDFDocument10 pagesVertical Screw Elevators PDFtamil vaananNo ratings yet
- Conveyor Design Summary ReportDocument1 pageConveyor Design Summary ReportAlejandro Castro0% (1)
- Bunker Calculation - R0Document3 pagesBunker Calculation - R0Sara LopezNo ratings yet
- Bag Filter & GasometerDocument9 pagesBag Filter & GasometerPoovanaan Sathiya SeelanNo ratings yet
- Equipment DesignDocument11 pagesEquipment DesignMuhammad AamirNo ratings yet
- Spur Gear DesignDocument2 pagesSpur Gear DesignRamji RaoNo ratings yet
- Pump NPSH CalculationDocument18 pagesPump NPSH CalculationDarwin100% (1)
- WWW Mechanicalengineeringblog Com 2Document6 pagesWWW Mechanicalengineeringblog Com 2Mashudi FikriNo ratings yet
- The Cement Grinding Office: Home About Us Services Mining AreaDocument3 pagesThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarNo ratings yet
- T7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFDocument4 pagesT7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFtiantaufikNo ratings yet
- Design and Development of Solar Dryer For Chilli Drying: February 2014Document17 pagesDesign and Development of Solar Dryer For Chilli Drying: February 2014Zulhambri ZulNo ratings yet
- Data Book Process Equipment DesignDocument36 pagesData Book Process Equipment DesignDevil King100% (1)
- Conveyor CapacityDocument3 pagesConveyor Capacityx30patelNo ratings yet
- ASh Silo Sizing CalculationDocument7 pagesASh Silo Sizing CalculationPascal CustonNo ratings yet
- All FormulaDocument9 pagesAll FormulaAbhishekNo ratings yet
- HP Calculation For 1000kg Cap Screw-R2Document3 pagesHP Calculation For 1000kg Cap Screw-R2Yogin Alavani0% (1)
- Screw Feeder CalculationDocument5 pagesScrew Feeder CalculationHirenNo ratings yet
- Chapter 20 - Case Study 2 A Coarse MaterialDocument11 pagesChapter 20 - Case Study 2 A Coarse Materialbardianabavi.bnNo ratings yet
- Intermeshing Co-Rotating Twin-Screw ExtrudersDocument26 pagesIntermeshing Co-Rotating Twin-Screw ExtrudersSh.nasirpurNo ratings yet
- MaterialsDocument4 pagesMaterialsSh.nasirpurNo ratings yet
- Online API 570 Training Course With Money Back GuaranteeDocument22 pagesOnline API 570 Training Course With Money Back GuaranteeSh.nasirpurNo ratings yet
- Die Plates For The Pelletizing of PlasticsDocument5 pagesDie Plates For The Pelletizing of PlasticsSh.nasirpurNo ratings yet
- Compounding and ExtrusionDocument57 pagesCompounding and ExtrusionSh.nasirpurNo ratings yet
- Coperion OverviewDocument59 pagesCoperion OverviewSh.nasirpurNo ratings yet
- Meco4000 WebDocument1 pageMeco4000 WebSh.nasirpurNo ratings yet
- Sealring Flyer ISO WEBDocument2 pagesSealring Flyer ISO WEBSh.nasirpurNo ratings yet
- ZVL Spherical Roller BearingsDocument4 pagesZVL Spherical Roller BearingsSh.nasirpurNo ratings yet
- Online API 653 Training Course With Money Back GuaranteeDocument10 pagesOnline API 653 Training Course With Money Back GuaranteeSh.nasirpurNo ratings yet
- ASME Training Course - Online Video TrainingDocument11 pagesASME Training Course - Online Video TrainingSh.nasirpurNo ratings yet
- Inspection and Test Plan For Steam Turbine - SampleDocument7 pagesInspection and Test Plan For Steam Turbine - SampleSh.nasirpur100% (1)
- I4I AcademyDocument9 pagesI4I AcademySh.nasirpurNo ratings yet
- Compressive PropertiesDocument3 pagesCompressive PropertiesSh.nasirpurNo ratings yet
- M 6141 PisDocument2 pagesM 6141 PisSh.nasirpurNo ratings yet
- Mitsubishi Steam Turbine Tops On Tops Off Internal Laser AlignmentDocument1 pageMitsubishi Steam Turbine Tops On Tops Off Internal Laser AlignmentSh.nasirpurNo ratings yet
- Rotational Speed Adjustment Due To Shaft FitDocument3 pagesRotational Speed Adjustment Due To Shaft FitSh.nasirpurNo ratings yet
- Refurbishment & Overhauling of Steam TurbineDocument1 pageRefurbishment & Overhauling of Steam TurbineSh.nasirpurNo ratings yet
- Topless AlignmentDocument2 pagesTopless AlignmentSh.nasirpurNo ratings yet
- Vertical HighThrust MotorsDocument1 pageVertical HighThrust MotorsSh.nasirpurNo ratings yet
- Steam Turbines en InteractiveDocument1 pageSteam Turbines en InteractiveSh.nasirpurNo ratings yet
- Single Stage Steam Turbine Overhauls E10679Document2 pagesSingle Stage Steam Turbine Overhauls E10679Sh.nasirpurNo ratings yet
- MN1603 - 0222 (W)Document16 pagesMN1603 - 0222 (W)Sh.nasirpurNo ratings yet
- Tensile PropertiesDocument2 pagesTensile PropertiesSh.nasirpurNo ratings yet
- 1999RIGAUD EffectsGearboxDesignParametersDocument6 pages1999RIGAUD EffectsGearboxDesignParametersSh.nasirpurNo ratings yet
- HCH BearingDocument2 pagesHCH BearingSh.nasirpurNo ratings yet
- Impact Properties of PeekDocument2 pagesImpact Properties of PeekSh.nasirpurNo ratings yet
- Rating Life of BearingsDocument5 pagesRating Life of BearingsSh.nasirpurNo ratings yet
- Flexural PropertiesDocument2 pagesFlexural PropertiesSh.nasirpurNo ratings yet
- Shear PropertiesDocument1 pageShear PropertiesSh.nasirpurNo ratings yet
- Agco - Cfsen04018 (2011 Yılı)Document6 pagesAgco - Cfsen04018 (2011 Yılı)CEMRE YAŞLINo ratings yet
- Good NotesDocument2 pagesGood NotesYousef AwartanyNo ratings yet
- The Artificial Ear Dilemma: The Challenges of Modern Handset TestingDocument13 pagesThe Artificial Ear Dilemma: The Challenges of Modern Handset TestingjulianpalacinoNo ratings yet
- Sumande Cedrix Cs01ce195-2Document3 pagesSumande Cedrix Cs01ce195-2Cedrix SumandeNo ratings yet
- Diversity in The Plant KingdomDocument14 pagesDiversity in The Plant KingdomJimmy Serendip100% (1)
- Online Supplementary MaterialsDocument4 pagesOnline Supplementary MaterialsCyrus Mozart Magno BritanicoNo ratings yet
- Choose The Word (A, B, C, D) Whose Main Stress Pattern Is Not The Same As That of The Others. (0.5 PT)Document9 pagesChoose The Word (A, B, C, D) Whose Main Stress Pattern Is Not The Same As That of The Others. (0.5 PT)Bảo KhánhNo ratings yet
- CHANGES TO BLOOMs TAXONOMYDocument23 pagesCHANGES TO BLOOMs TAXONOMYMi Yu KeyNo ratings yet
- Zero Energy BuildingDocument7 pagesZero Energy BuildingIJRASETPublicationsNo ratings yet
- Freud in The PampasDocument328 pagesFreud in The Pampasparadoxe89No ratings yet
- Petron Risk ManagementDocument29 pagesPetron Risk ManagementfritzgeraldbulanNo ratings yet
- Manual PDFDocument149 pagesManual PDFCoria AndresNo ratings yet
- Mom Chapter 5 (Torsion) - 20191108082142Document69 pagesMom Chapter 5 (Torsion) - 20191108082142PHILIP LIONEL PETERNo ratings yet
- 7762075-Dreger and WielgusDocument15 pages7762075-Dreger and WielgusAlma KunicNo ratings yet
- Experiment: WE - 1 Title: Infiltration Rate and Double-Ring Infiltrometer Test Duration: 2 Hours: 1 0F 7Document6 pagesExperiment: WE - 1 Title: Infiltration Rate and Double-Ring Infiltrometer Test Duration: 2 Hours: 1 0F 7asadNo ratings yet
- Final Demo Natural ResourcesDocument16 pagesFinal Demo Natural ResourcesStephany Mae CanoyNo ratings yet
- CBC AssessmentDocument15 pagesCBC AssessmentStellaNo ratings yet
- Bachelor of Science in Agriculture BSA Major in Crop ScienceDocument2 pagesBachelor of Science in Agriculture BSA Major in Crop Sciencegloria denaqueNo ratings yet
- Machine Design Tutorials - Week 10Document51 pagesMachine Design Tutorials - Week 10Yunsu LeeNo ratings yet
- 10 App 7 Procurement Risk Register 271017Document3 pages10 App 7 Procurement Risk Register 271017zae nuddinNo ratings yet
- Bishop Cotton Women's Christian College: Rathus Assertiveness ScaleDocument14 pagesBishop Cotton Women's Christian College: Rathus Assertiveness ScaleKarthik BharadwajNo ratings yet
- PDF 221010 172935Document4 pagesPDF 221010 172935ridha shehimNo ratings yet
- Accessing The Celestial Sanctum WorkshopDocument14 pagesAccessing The Celestial Sanctum WorkshopRichard Saxton100% (1)
- Hexagon MI Romax Flyer EnduroDocument2 pagesHexagon MI Romax Flyer EnduroSanjay ShelarNo ratings yet
- El Support Lesson Cause and Effect StructureDocument16 pagesEl Support Lesson Cause and Effect Structureapi-335012938100% (1)
- (2021년 기출) 양재고등학교 (서울 서초구) 1-1 중간 영어 족보 (비상 (홍민표) ) (Q)Document12 pages(2021년 기출) 양재고등학교 (서울 서초구) 1-1 중간 영어 족보 (비상 (홍민표) ) (Q)김호연20710No ratings yet
- Resilience in The Face of Coping With A Severe Physical Injury A Study PDFDocument11 pagesResilience in The Face of Coping With A Severe Physical Injury A Study PDFOtono ExtranoNo ratings yet
- CP27 Apcom2009Document10 pagesCP27 Apcom2009Ioannis KapageridisNo ratings yet
- Cement Rotary Kiln Questions & AnswersDocument37 pagesCement Rotary Kiln Questions & AnswersNael95% (19)






















































































































Download as pdf or txt
You might also like
- Logo Design GuideDocument16 pagesLogo Design GuideSyed Andrabi100% (5)
- A.Theoretical Capacity B.Power Requirements A. For, HP B. For, HP C. Power Requirement, HP C A+b Correction RequiredDocument4 pagesA.Theoretical Capacity B.Power Requirements A. For, HP B. For, HP C. Power Requirement, HP C A+b Correction RequiredIrfan AhmedNo ratings yet
- Report Helix PipeDocument1 pageReport Helix PipeBoy AlfredoNo ratings yet
- Screw Conveyor Design Calculation: ApplicationDocument4 pagesScrew Conveyor Design Calculation: ApplicationPranetr R.No ratings yet
- Static Pressure Calculation SheetDocument24 pagesStatic Pressure Calculation Sheetsam7sNo ratings yet
- Rumus BucketDocument4 pagesRumus BucketBimahsNo ratings yet
- Beam Deflection CalculationDocument2 pagesBeam Deflection CalculationAriful IslamNo ratings yet
- Twin Flue MEPL ReferenceDocument3 pagesTwin Flue MEPL ReferenceDurjoy ChakrabortyNo ratings yet
- Drive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592Document1 pageDrive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592BISWAJIT DASNo ratings yet
- Slides PPT - Chapter 5 - Pneumatic TransportDocument33 pagesSlides PPT - Chapter 5 - Pneumatic TransportSaranya Devi100% (1)
- Boru Bant Versiyon 3Document38 pagesBoru Bant Versiyon 3Hasan arif KısaalioğluNo ratings yet
- XCELDocument2 pagesXCELridanormaNo ratings yet
- Particle Size Distribution: 1. Calculating The Diameter of The CycloneDocument6 pagesParticle Size Distribution: 1. Calculating The Diameter of The CycloneNaduni RanasingheNo ratings yet
- Reference Notation Description: 1.bottom Plate ThicknessDocument6 pagesReference Notation Description: 1.bottom Plate ThicknessSakib RafeeNo ratings yet
- Madronero - Feeders and Storage SilosDocument16 pagesMadronero - Feeders and Storage SilosVince Dominich MadroneroNo ratings yet
- Bag Filter Load DesignDocument2 pagesBag Filter Load DesignPrakasam VenkatamuraliNo ratings yet
- Pneumatic ConveyingDocument18 pagesPneumatic ConveyingFaisalNo ratings yet
- Belt Conveyor: Designer's ChoiceDocument4 pagesBelt Conveyor: Designer's ChoiceAmeu CostaNo ratings yet
- Bucket Elevator Calculation: Yellow Cell To Be FilledDocument2 pagesBucket Elevator Calculation: Yellow Cell To Be FilledBùi Hắc Hải100% (1)
- Bdsa Batch Evapration Saving CalculationDocument15 pagesBdsa Batch Evapration Saving CalculationmayankNo ratings yet
- Design and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerDocument6 pagesDesign and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerMohd HafizzNo ratings yet
- Belt Conveyor CalculationDocument8 pagesBelt Conveyor CalculationFarrahxviiiNo ratings yet
- Pipes. Flow Rate and Pressure Loss EquationsDocument62 pagesPipes. Flow Rate and Pressure Loss EquationsFrancisco AlvarezNo ratings yet
- Standard Specification For Hot Insulation Piping EquipmentDocument62 pagesStandard Specification For Hot Insulation Piping EquipmentAri SupramonoNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesDocument12 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesJohn100% (2)
- Bunker DesignDocument25 pagesBunker DesignswatkoolNo ratings yet
- Design: of Shell & Tube Heat ExchangerDocument27 pagesDesign: of Shell & Tube Heat ExchangerBalamurugan SakthivelNo ratings yet
- Pencoflex Coupling Assembly and Maintenance: REXNORD S.A / PTP OperationDocument11 pagesPencoflex Coupling Assembly and Maintenance: REXNORD S.A / PTP OperationJOSE INESNo ratings yet
- Hoist DesignDocument16 pagesHoist DesignluisparedesNo ratings yet
- Padeye Design Cheekxls CompressDocument3 pagesPadeye Design Cheekxls CompressDixon Antonio MaradiagaNo ratings yet
- Chimney or SmokestackDocument6 pagesChimney or SmokestackReydin CampoamorNo ratings yet
- Screw ConveyorDocument7 pagesScrew ConveyorTots HolaresNo ratings yet
- Screw Conveyor Calcultation SheetDocument11 pagesScrew Conveyor Calcultation Sheethardik033No ratings yet
- Layout - Foundation Drawing - Air BlowerDocument2 pagesLayout - Foundation Drawing - Air BlowerBabel THIAMNo ratings yet
- Screw Conveyor Design123456789Document8 pagesScrew Conveyor Design123456789Ramsai ChigurupatiNo ratings yet
- Plant Eng Part 2 - ConveyorsDocument30 pagesPlant Eng Part 2 - ConveyorsLehlohonoloNo ratings yet
- Fan DetailDocument8 pagesFan DetailQaz ZaqNo ratings yet
- Cyclone Design Calculation Tool SimplifiedDocument6 pagesCyclone Design Calculation Tool SimplifiedKevin William100% (1)
- Ramdas Osborne Ortt 1980 PDFDocument10 pagesRamdas Osborne Ortt 1980 PDFSebastian PinzonNo ratings yet
- Design of Steel Structures IDocument32 pagesDesign of Steel Structures Ireddi.demullu007No ratings yet
- 20 TPH Bucket ElevatorDocument4 pages20 TPH Bucket ElevatorAlok NayakNo ratings yet
- Screw Conveyor RatingDocument6 pagesScrew Conveyor RatingPereiraeNo ratings yet
- 00.02 Wear Calculations Chain ConveyorDocument1 page00.02 Wear Calculations Chain ConveyorSandy DumisaniNo ratings yet
- Vertical Screw Elevators PDFDocument10 pagesVertical Screw Elevators PDFtamil vaananNo ratings yet
- Conveyor Design Summary ReportDocument1 pageConveyor Design Summary ReportAlejandro Castro0% (1)
- Bunker Calculation - R0Document3 pagesBunker Calculation - R0Sara LopezNo ratings yet
- Bag Filter & GasometerDocument9 pagesBag Filter & GasometerPoovanaan Sathiya SeelanNo ratings yet
- Equipment DesignDocument11 pagesEquipment DesignMuhammad AamirNo ratings yet
- Spur Gear DesignDocument2 pagesSpur Gear DesignRamji RaoNo ratings yet
- Pump NPSH CalculationDocument18 pagesPump NPSH CalculationDarwin100% (1)
- WWW Mechanicalengineeringblog Com 2Document6 pagesWWW Mechanicalengineeringblog Com 2Mashudi FikriNo ratings yet
- The Cement Grinding Office: Home About Us Services Mining AreaDocument3 pagesThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarNo ratings yet
- T7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFDocument4 pagesT7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFtiantaufikNo ratings yet
- Design and Development of Solar Dryer For Chilli Drying: February 2014Document17 pagesDesign and Development of Solar Dryer For Chilli Drying: February 2014Zulhambri ZulNo ratings yet
- Data Book Process Equipment DesignDocument36 pagesData Book Process Equipment DesignDevil King100% (1)
- Conveyor CapacityDocument3 pagesConveyor Capacityx30patelNo ratings yet
- ASh Silo Sizing CalculationDocument7 pagesASh Silo Sizing CalculationPascal CustonNo ratings yet
- All FormulaDocument9 pagesAll FormulaAbhishekNo ratings yet
- HP Calculation For 1000kg Cap Screw-R2Document3 pagesHP Calculation For 1000kg Cap Screw-R2Yogin Alavani0% (1)
- Screw Feeder CalculationDocument5 pagesScrew Feeder CalculationHirenNo ratings yet
- Chapter 20 - Case Study 2 A Coarse MaterialDocument11 pagesChapter 20 - Case Study 2 A Coarse Materialbardianabavi.bnNo ratings yet
- Intermeshing Co-Rotating Twin-Screw ExtrudersDocument26 pagesIntermeshing Co-Rotating Twin-Screw ExtrudersSh.nasirpurNo ratings yet
- MaterialsDocument4 pagesMaterialsSh.nasirpurNo ratings yet
- Online API 570 Training Course With Money Back GuaranteeDocument22 pagesOnline API 570 Training Course With Money Back GuaranteeSh.nasirpurNo ratings yet
- Die Plates For The Pelletizing of PlasticsDocument5 pagesDie Plates For The Pelletizing of PlasticsSh.nasirpurNo ratings yet
- Compounding and ExtrusionDocument57 pagesCompounding and ExtrusionSh.nasirpurNo ratings yet
- Coperion OverviewDocument59 pagesCoperion OverviewSh.nasirpurNo ratings yet
- Meco4000 WebDocument1 pageMeco4000 WebSh.nasirpurNo ratings yet
- Sealring Flyer ISO WEBDocument2 pagesSealring Flyer ISO WEBSh.nasirpurNo ratings yet
- ZVL Spherical Roller BearingsDocument4 pagesZVL Spherical Roller BearingsSh.nasirpurNo ratings yet
- Online API 653 Training Course With Money Back GuaranteeDocument10 pagesOnline API 653 Training Course With Money Back GuaranteeSh.nasirpurNo ratings yet
- ASME Training Course - Online Video TrainingDocument11 pagesASME Training Course - Online Video TrainingSh.nasirpurNo ratings yet
- Inspection and Test Plan For Steam Turbine - SampleDocument7 pagesInspection and Test Plan For Steam Turbine - SampleSh.nasirpur100% (1)
- I4I AcademyDocument9 pagesI4I AcademySh.nasirpurNo ratings yet
- Compressive PropertiesDocument3 pagesCompressive PropertiesSh.nasirpurNo ratings yet
- M 6141 PisDocument2 pagesM 6141 PisSh.nasirpurNo ratings yet
- Mitsubishi Steam Turbine Tops On Tops Off Internal Laser AlignmentDocument1 pageMitsubishi Steam Turbine Tops On Tops Off Internal Laser AlignmentSh.nasirpurNo ratings yet
- Rotational Speed Adjustment Due To Shaft FitDocument3 pagesRotational Speed Adjustment Due To Shaft FitSh.nasirpurNo ratings yet
- Refurbishment & Overhauling of Steam TurbineDocument1 pageRefurbishment & Overhauling of Steam TurbineSh.nasirpurNo ratings yet
- Topless AlignmentDocument2 pagesTopless AlignmentSh.nasirpurNo ratings yet
- Vertical HighThrust MotorsDocument1 pageVertical HighThrust MotorsSh.nasirpurNo ratings yet
- Steam Turbines en InteractiveDocument1 pageSteam Turbines en InteractiveSh.nasirpurNo ratings yet
- Single Stage Steam Turbine Overhauls E10679Document2 pagesSingle Stage Steam Turbine Overhauls E10679Sh.nasirpurNo ratings yet
- MN1603 - 0222 (W)Document16 pagesMN1603 - 0222 (W)Sh.nasirpurNo ratings yet
- Tensile PropertiesDocument2 pagesTensile PropertiesSh.nasirpurNo ratings yet
- 1999RIGAUD EffectsGearboxDesignParametersDocument6 pages1999RIGAUD EffectsGearboxDesignParametersSh.nasirpurNo ratings yet
- HCH BearingDocument2 pagesHCH BearingSh.nasirpurNo ratings yet
- Impact Properties of PeekDocument2 pagesImpact Properties of PeekSh.nasirpurNo ratings yet
- Rating Life of BearingsDocument5 pagesRating Life of BearingsSh.nasirpurNo ratings yet
- Flexural PropertiesDocument2 pagesFlexural PropertiesSh.nasirpurNo ratings yet
- Shear PropertiesDocument1 pageShear PropertiesSh.nasirpurNo ratings yet
- Agco - Cfsen04018 (2011 Yılı)Document6 pagesAgco - Cfsen04018 (2011 Yılı)CEMRE YAŞLINo ratings yet
- Good NotesDocument2 pagesGood NotesYousef AwartanyNo ratings yet
- The Artificial Ear Dilemma: The Challenges of Modern Handset TestingDocument13 pagesThe Artificial Ear Dilemma: The Challenges of Modern Handset TestingjulianpalacinoNo ratings yet
- Sumande Cedrix Cs01ce195-2Document3 pagesSumande Cedrix Cs01ce195-2Cedrix SumandeNo ratings yet
- Diversity in The Plant KingdomDocument14 pagesDiversity in The Plant KingdomJimmy Serendip100% (1)
- Online Supplementary MaterialsDocument4 pagesOnline Supplementary MaterialsCyrus Mozart Magno BritanicoNo ratings yet
- Choose The Word (A, B, C, D) Whose Main Stress Pattern Is Not The Same As That of The Others. (0.5 PT)Document9 pagesChoose The Word (A, B, C, D) Whose Main Stress Pattern Is Not The Same As That of The Others. (0.5 PT)Bảo KhánhNo ratings yet
- CHANGES TO BLOOMs TAXONOMYDocument23 pagesCHANGES TO BLOOMs TAXONOMYMi Yu KeyNo ratings yet
- Zero Energy BuildingDocument7 pagesZero Energy BuildingIJRASETPublicationsNo ratings yet
- Freud in The PampasDocument328 pagesFreud in The Pampasparadoxe89No ratings yet
- Petron Risk ManagementDocument29 pagesPetron Risk ManagementfritzgeraldbulanNo ratings yet
- Manual PDFDocument149 pagesManual PDFCoria AndresNo ratings yet
- Mom Chapter 5 (Torsion) - 20191108082142Document69 pagesMom Chapter 5 (Torsion) - 20191108082142PHILIP LIONEL PETERNo ratings yet
- 7762075-Dreger and WielgusDocument15 pages7762075-Dreger and WielgusAlma KunicNo ratings yet
- Experiment: WE - 1 Title: Infiltration Rate and Double-Ring Infiltrometer Test Duration: 2 Hours: 1 0F 7Document6 pagesExperiment: WE - 1 Title: Infiltration Rate and Double-Ring Infiltrometer Test Duration: 2 Hours: 1 0F 7asadNo ratings yet
- Final Demo Natural ResourcesDocument16 pagesFinal Demo Natural ResourcesStephany Mae CanoyNo ratings yet
- CBC AssessmentDocument15 pagesCBC AssessmentStellaNo ratings yet
- Bachelor of Science in Agriculture BSA Major in Crop ScienceDocument2 pagesBachelor of Science in Agriculture BSA Major in Crop Sciencegloria denaqueNo ratings yet
- Machine Design Tutorials - Week 10Document51 pagesMachine Design Tutorials - Week 10Yunsu LeeNo ratings yet
- 10 App 7 Procurement Risk Register 271017Document3 pages10 App 7 Procurement Risk Register 271017zae nuddinNo ratings yet
- Bishop Cotton Women's Christian College: Rathus Assertiveness ScaleDocument14 pagesBishop Cotton Women's Christian College: Rathus Assertiveness ScaleKarthik BharadwajNo ratings yet
- PDF 221010 172935Document4 pagesPDF 221010 172935ridha shehimNo ratings yet
- Accessing The Celestial Sanctum WorkshopDocument14 pagesAccessing The Celestial Sanctum WorkshopRichard Saxton100% (1)
- Hexagon MI Romax Flyer EnduroDocument2 pagesHexagon MI Romax Flyer EnduroSanjay ShelarNo ratings yet
- El Support Lesson Cause and Effect StructureDocument16 pagesEl Support Lesson Cause and Effect Structureapi-335012938100% (1)
- (2021년 기출) 양재고등학교 (서울 서초구) 1-1 중간 영어 족보 (비상 (홍민표) ) (Q)Document12 pages(2021년 기출) 양재고등학교 (서울 서초구) 1-1 중간 영어 족보 (비상 (홍민표) ) (Q)김호연20710No ratings yet
- Resilience in The Face of Coping With A Severe Physical Injury A Study PDFDocument11 pagesResilience in The Face of Coping With A Severe Physical Injury A Study PDFOtono ExtranoNo ratings yet
- CP27 Apcom2009Document10 pagesCP27 Apcom2009Ioannis KapageridisNo ratings yet
- Cement Rotary Kiln Questions & AnswersDocument37 pagesCement Rotary Kiln Questions & AnswersNael95% (19)