Download as pdf or txt
You might also like
- YCMOU B.Com SyllabusDocument20 pagesYCMOU B.Com SyllabusPruthviraj PatilNo ratings yet
- Historical Evolution of Land Law in Uganda Lecture Notes by Chemonges Sabilla 2017 PDFDocument12 pagesHistorical Evolution of Land Law in Uganda Lecture Notes by Chemonges Sabilla 2017 PDFchemonges90% (20)
- Assessment of Mechanical Properties of Concrete Incorporated With GGBS and MSMWDocument7 pagesAssessment of Mechanical Properties of Concrete Incorporated With GGBS and MSMWEditor IJTSRDNo ratings yet
- An Experimental Investigation On Concrete Paver Block by Using PVC Plastic MaterialDocument6 pagesAn Experimental Investigation On Concrete Paver Block by Using PVC Plastic MaterialGUGANATHAN ANo ratings yet
- 3D Printing in Construction Challenges and Material: Prepered By: Ahmad Al-Nemer Ahmad FayizDocument7 pages3D Printing in Construction Challenges and Material: Prepered By: Ahmad Al-Nemer Ahmad Fayizابو النمرNo ratings yet
- 1 s2.0 S0950061823007705 MainDocument13 pages1 s2.0 S0950061823007705 MainEverton AndradeNo ratings yet
- Utilization of Waste Polythene As Low Cost and Eco-Friendly Material in PPC ConcreteDocument5 pagesUtilization of Waste Polythene As Low Cost and Eco-Friendly Material in PPC ConcreteEditor IJTSRDNo ratings yet
- 1 s2.0 S0950061821004074 MainDocument13 pages1 s2.0 S0950061821004074 MainEverton AndradeNo ratings yet
- Informe TecnoDocument10 pagesInforme TecnoFernando Piuca VilcaNo ratings yet
- International Journal of Engineering and Science Invention (IJESI)Document4 pagesInternational Journal of Engineering and Science Invention (IJESI)inventionjournalsNo ratings yet
- Studies On Strength and Durability of Concrete Made With Manufactured SandDocument5 pagesStudies On Strength and Durability of Concrete Made With Manufactured SandEditor IJTSRDNo ratings yet
- Use of Plastic Waste in Bituminous Mixes of Flexible Pavements by Wet and Dry Methods: A Comparative StudyDocument10 pagesUse of Plastic Waste in Bituminous Mixes of Flexible Pavements by Wet and Dry Methods: A Comparative StudyAjit P. SinghNo ratings yet
- LRDocument5 pagesLRShrishail KalagiNo ratings yet
- Ground Granulated Blast Furnace Slag (GGBS) : Effect of Particle Size and Dosage On Compressive Strength With Microstructural Analysis of ConcreteDocument8 pagesGround Granulated Blast Furnace Slag (GGBS) : Effect of Particle Size and Dosage On Compressive Strength With Microstructural Analysis of ConcreteIJRASETPublicationsNo ratings yet
- Study of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)Document5 pagesStudy of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)SivarajSivaNo ratings yet
- 2023 V14i260Document11 pages2023 V14i260D. AnweshNo ratings yet
- Experimental and Analytical Investigation of R.C Beam With HPC Containing Nano SilicaDocument13 pagesExperimental and Analytical Investigation of R.C Beam With HPC Containing Nano SilicaIJRASETPublicationsNo ratings yet
- Replacement of Waste Material in Concrete Using Recycled PlasticDocument6 pagesReplacement of Waste Material in Concrete Using Recycled Plasticsinghal siddhant100% (1)
- v1 CoveredDocument19 pagesv1 CoveredIbrahim Tuhin PICUNo ratings yet
- Developing A Sustainable Concrete Using Sugarcane Bagasse Ash (SBA) With Partial Replacement of Fine Aggregate and CementDocument12 pagesDeveloping A Sustainable Concrete Using Sugarcane Bagasse Ash (SBA) With Partial Replacement of Fine Aggregate and CementIJRASETPublicationsNo ratings yet
- 3D Printing Eco-Friendly Concrete Containing Under-Utilised and WasteDocument13 pages3D Printing Eco-Friendly Concrete Containing Under-Utilised and WasteShrishail KalagiNo ratings yet
- Concept of Green Concrete Using Construction Demolished Waste As Recycled Coarse AggregateDocument6 pagesConcept of Green Concrete Using Construction Demolished Waste As Recycled Coarse AggregateseventhsensegroupNo ratings yet
- Mix Proportion of Cementitious Material in Pervious ConcreteDocument13 pagesMix Proportion of Cementitious Material in Pervious ConcreteMadhu Krishna0% (1)
- SilpaDocument24 pagesSilpaManu S NadesanNo ratings yet
- Study of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)Document5 pagesStudy of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)Innovative Research PublicationsNo ratings yet
- Journal of Building EngineeringDocument19 pagesJournal of Building EngineeringDaniel AlejandroNo ratings yet
- Influence of Recycled Aggregate On Slump and Bleeding of Fresh ConcreteDocument8 pagesInfluence of Recycled Aggregate On Slump and Bleeding of Fresh ConcreteAlfredo Landaverde GarcíaNo ratings yet
- IEBPaperwith ZakariaDocument8 pagesIEBPaperwith ZakariaAs ReNo ratings yet
- Batch-7 Phase - LI FinalDocument45 pagesBatch-7 Phase - LI Final19TUCV038 SHUHAIL AKTHAR.ANo ratings yet
- Construction of Plastic Roads: An Effective Way To Utilize WastesDocument3 pagesConstruction of Plastic Roads: An Effective Way To Utilize WastesGanesh BhisteNo ratings yet
- Crumb Rubber ConcreteDocument6 pagesCrumb Rubber ConcreteJamiu LateefNo ratings yet
- Replacement of Melt Densified Light WeigDocument4 pagesReplacement of Melt Densified Light WeigMILON KUMAR HORENo ratings yet
- 3d Concrete MSWDocument24 pages3d Concrete MSWManu S NadesanNo ratings yet
- Irjet V3i720Document6 pagesIrjet V3i720SHARAN PATILNo ratings yet
- Recycled Plastic Used in Concrete Paver Block PDFDocument3 pagesRecycled Plastic Used in Concrete Paver Block PDFRusel ZahrawNo ratings yet
- Partial Replacement of Fine Aggregate by Waste Tyre Crumb Rubber in Porous ConcreteDocument9 pagesPartial Replacement of Fine Aggregate by Waste Tyre Crumb Rubber in Porous ConcreteSadiya DilshadNo ratings yet
- College of Engineering, PhaltanDocument45 pagesCollege of Engineering, PhaltanU No MiNo ratings yet
- Research Paper Variation Pattern in Ingredients Quantities Due To Superplasticizer and Fly Ash in Concrete Mixes Designed As Per Is Code Address For Correspondence, CG, IndiaDocument4 pagesResearch Paper Variation Pattern in Ingredients Quantities Due To Superplasticizer and Fly Ash in Concrete Mixes Designed As Per Is Code Address For Correspondence, CG, IndiaahmedanyNo ratings yet
- Study On Behaviour of Concrete by Replacing Cement Partially With Powdered Glass and Sandling WoodDocument3 pagesStudy On Behaviour of Concrete by Replacing Cement Partially With Powdered Glass and Sandling WoodEditor IJTSRDNo ratings yet
- Author's Accepted Manuscript: Ceramics InternationalDocument26 pagesAuthor's Accepted Manuscript: Ceramics InternationalAkhwari W. PamungkasjatiNo ratings yet
- Construction and Building Materials: Mohammad Karamloo, Moosa Mazloom, Gholamhasan PayganehDocument8 pagesConstruction and Building Materials: Mohammad Karamloo, Moosa Mazloom, Gholamhasan PayganehKevin SilvaNo ratings yet
- The Effect of Surface Treatment On The Microstructure of The Skin of ConcreteDocument19 pagesThe Effect of Surface Treatment On The Microstructure of The Skin of Concretealdi sophianNo ratings yet
- Durability Study of Concrete Using Foundry Waste SandDocument4 pagesDurability Study of Concrete Using Foundry Waste SandEditor IJTSRDNo ratings yet
- Green Concrete: Using Industrial Waste of Marble Powder, Quarry Dust and Paper PulpDocument5 pagesGreen Concrete: Using Industrial Waste of Marble Powder, Quarry Dust and Paper Pulpshivanand hippargaNo ratings yet
- Chapter 01 - Introduction 1.1 EconomyDocument6 pagesChapter 01 - Introduction 1.1 EconomyShadab KhanNo ratings yet
- Feasibility of Nano Graphene Oxide Powde PDFDocument4 pagesFeasibility of Nano Graphene Oxide Powde PDFAhmed AsemNo ratings yet
- Rajinikanth ReddyDocument10 pagesRajinikanth Reddy19B61A0120 MARAMGANTI SAI NITHIN REDDYNo ratings yet
- Behaviour of Reinforced Soil Under Unconfined Axial Compression LoadingDocument11 pagesBehaviour of Reinforced Soil Under Unconfined Axial Compression LoadingPranavi YeruvaNo ratings yet
- Study On The Performance of Concrete Using Waste Glass and Sugarcane Bagasse AshDocument8 pagesStudy On The Performance of Concrete Using Waste Glass and Sugarcane Bagasse AshDharma banothuNo ratings yet
- WINTER INTERN REPORT by VARSHINIDocument36 pagesWINTER INTERN REPORT by VARSHINIMadhavi LathaNo ratings yet
- Cost and Quality Analysis of Bio-Deposited Recycled Aggregates ConcreteDocument6 pagesCost and Quality Analysis of Bio-Deposited Recycled Aggregates ConcreteIJRASETPublicationsNo ratings yet
- Effect of Types of Fine Aggregate On Mechanical Properties of Cement ConcreteDocument4 pagesEffect of Types of Fine Aggregate On Mechanical Properties of Cement ConcreteKiranSDNo ratings yet
- Evaluation of Stabilized Soil Blocks With The Inclusion of Plastic Fibre As Sustainable Building MaterialDocument6 pagesEvaluation of Stabilized Soil Blocks With The Inclusion of Plastic Fibre As Sustainable Building Materialolivierm197No ratings yet
- Experimental Investigation On The Use of Sugarcane Bagasse Ash Granite Waste As Fine Aggregate in ConcreteDocument11 pagesExperimental Investigation On The Use of Sugarcane Bagasse Ash Granite Waste As Fine Aggregate in ConcreteIJRASETPublicationsNo ratings yet
- Utilization of Ceramic Waste by Partial Replacement ofDocument12 pagesUtilization of Ceramic Waste by Partial Replacement ofDhandapany Arun50% (2)
- The Incorporation of Crumb Rubber in Construction ReinforcementDocument10 pagesThe Incorporation of Crumb Rubber in Construction Reinforcemental ichlasNo ratings yet
- Effects of Slag Addition On Bond Strength of 3d PrintedDocument7 pagesEffects of Slag Addition On Bond Strength of 3d Printedhamed sadaghianNo ratings yet
- Ijsrdv3i110384 PDFDocument5 pagesIjsrdv3i110384 PDFtonydisojaNo ratings yet
- Ijsrdv3i110384 PDFDocument5 pagesIjsrdv3i110384 PDFtonydisojaNo ratings yet
- Functionalization of Crumb Rubber Surface For TheDocument22 pagesFunctionalization of Crumb Rubber Surface For ThePablo Alfonso PaganiNo ratings yet
- Lime Hemp and Rice Husk-Based Concretes for Building EnvelopesFrom EverandLime Hemp and Rice Husk-Based Concretes for Building EnvelopesNo ratings yet
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- 3d ConcreteDocument20 pages3d ConcreteManu S NadesanNo ratings yet
- 3d Concrete MSWDocument24 pages3d Concrete MSWManu S NadesanNo ratings yet
- 3d Concrete Copper TrailDocument22 pages3d Concrete Copper TrailManu S NadesanNo ratings yet
- Conprint 3DDocument30 pagesConprint 3DManu S NadesanNo ratings yet
- Alan Shaju - Seminar FinallDocument20 pagesAlan Shaju - Seminar FinallManu S NadesanNo ratings yet
- SilpaDocument24 pagesSilpaManu S NadesanNo ratings yet
- Alan Shaju - SeminarDocument28 pagesAlan Shaju - SeminarManu S NadesanNo ratings yet
- Fahad PPT Seminar FinalDocument22 pagesFahad PPT Seminar FinalManu S NadesanNo ratings yet
- 7.7.1 PROFIBUS FMS With SIMATIC NET Software 05/2000 + SP2Document56 pages7.7.1 PROFIBUS FMS With SIMATIC NET Software 05/2000 + SP2SaasiNo ratings yet
- Mainboard Biosta Model P4M8P M7ADocument34 pagesMainboard Biosta Model P4M8P M7ARommel LoayzaNo ratings yet
- Jadual Final Exam - 2 Mei 2024Document6 pagesJadual Final Exam - 2 Mei 2024amirularifkbrNo ratings yet
- 8M 12M Working Height Crawler Scissor Lift - 2Document5 pages8M 12M Working Height Crawler Scissor Lift - 2TSM36 confremarcaNo ratings yet
- 02 Chapter 2Document48 pages02 Chapter 2Pranay PandeyNo ratings yet
- Entertainment QuestionnaireDocument18 pagesEntertainment QuestionnairermtadtadNo ratings yet
- Middlesex v. QuestDocument12 pagesMiddlesex v. QuestJustin OkunNo ratings yet
- Instrumentation Group1Document16 pagesInstrumentation Group1Aruna KumbukageNo ratings yet
- Superannuation Splitting Laws - Frequently Asked QuestionsDocument44 pagesSuperannuation Splitting Laws - Frequently Asked QuestionsmaryNo ratings yet
- Collimator Instruction Manuals PDFDocument160 pagesCollimator Instruction Manuals PDFNauman100% (1)
- Darkness Detector Circuit'Document12 pagesDarkness Detector Circuit'Divya PatilNo ratings yet
- MuseScore4 Keyboard Shortcuts v1.0b Black WhiteDocument1 pageMuseScore4 Keyboard Shortcuts v1.0b Black WhiteJacob MorganNo ratings yet
- Canon 12Document67 pagesCanon 12Roe DeeNo ratings yet
- Step by Step Tutorial On BDC Session Method Program in Sap AbapDocument16 pagesStep by Step Tutorial On BDC Session Method Program in Sap AbapBipul KumarNo ratings yet
- Chia vs. Coll. of Customs, 177 SCRA 755 (1989)Document2 pagesChia vs. Coll. of Customs, 177 SCRA 755 (1989)Leizandra PugongNo ratings yet
- en - Betower Extraction From ContainersDocument184 pagesen - Betower Extraction From Containersmokhtar100% (1)
- Proxmox Mail Gateway 5.1 Datasheet PDFDocument4 pagesProxmox Mail Gateway 5.1 Datasheet PDFRey TmoNo ratings yet
- French, J. (2011) Why Nudging Is Not EnoughDocument11 pagesFrench, J. (2011) Why Nudging Is Not EnoughFrancisco SantosNo ratings yet
- FactoryTalk Historian SE - PI Web Services vs. PI Web APIDocument5 pagesFactoryTalk Historian SE - PI Web Services vs. PI Web APIDiegoFonsecaNo ratings yet
- Art 3A10.1007 2Fs40030 013 0033 ZDocument15 pagesArt 3A10.1007 2Fs40030 013 0033 ZAryan ChaurasiaNo ratings yet
- Denatured Alcohol, BI GHS 2012Document15 pagesDenatured Alcohol, BI GHS 2012Nur Isma NazariahNo ratings yet
- Summon FormDocument2 pagesSummon FormmichaelNo ratings yet
- Udit Mini Project (Burger House)Document37 pagesUdit Mini Project (Burger House)Udit AryaNo ratings yet
- Bill of Material SBEDocument6 pagesBill of Material SBEIVANOV BRIAN SARTUANo ratings yet
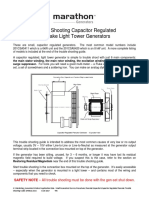
- Trouble Shooting Capacitor Regulated Pancake Light Tower GeneratorsDocument7 pagesTrouble Shooting Capacitor Regulated Pancake Light Tower GeneratorsBilly MecanizadoNo ratings yet
- Definition of StatisticsDocument3 pagesDefinition of StatisticsAnimeliciousNo ratings yet
- OTC107207 OptiX NG WDM Optical Layer Data Configuration ISSUE 1Document28 pagesOTC107207 OptiX NG WDM Optical Layer Data Configuration ISSUE 1ARMAND NGUETSA SONKENGNo ratings yet
- Wire Feed Arc Welder: DescriptionDocument48 pagesWire Feed Arc Welder: Description6at0No ratings yet