
Professional Documents
Culture Documents
TEFR - 2x3 MTPA Coal Washery
TEFR - 2x3 MTPA Coal Washery
Uploaded by
BasabRajCopyright:
Available Formats
You might also like
- Keto Breads - Digital PDFDocument118 pagesKeto Breads - Digital PDFPP043100% (18)
- Fabrication NormsDocument8 pagesFabrication NormsRenny DevassyNo ratings yet
- Ophthalmology MnemonicsDocument6 pagesOphthalmology MnemonicsRaouf Soliman82% (11)
- NMDC Presentation For BENEFICIATION PLANT - 19.07.2016-1Document18 pagesNMDC Presentation For BENEFICIATION PLANT - 19.07.2016-1Iqbal AhmadNo ratings yet
- Section-I (Specifications & Drawings)Document115 pagesSection-I (Specifications & Drawings)azam RazzaqNo ratings yet
- BOQ Actual Vs BudgetDocument102 pagesBOQ Actual Vs BudgetkarthikeyanNo ratings yet
- Boq D2 - CTDocument2 pagesBoq D2 - CTNirman EngineeringNo ratings yet
- R&D Engineer/Mineral Processing EngineerDocument3 pagesR&D Engineer/Mineral Processing Engineerapi-121629790No ratings yet
- Madhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)Document2 pagesMadhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)AnandNo ratings yet
- Mineral Processing-ZIMASCO ChimedzaDocument41 pagesMineral Processing-ZIMASCO ChimedzaKudzai MasaireNo ratings yet
- PROFILE Sameep Engineering HKPDocument85 pagesPROFILE Sameep Engineering HKPParag WadekarNo ratings yet
- Mecon Limited, Durgapur: Durgapur Steel Plant Expansion (Phase I) Status of Structural WorksDocument1 pageMecon Limited, Durgapur: Durgapur Steel Plant Expansion (Phase I) Status of Structural Workspata nahi hai mujeNo ratings yet
- TSML Report - ShazDocument21 pagesTSML Report - ShazUmer AleemNo ratings yet
- 1.1 Welder Test 86,350,000: PackageDocument2 pages1.1 Welder Test 86,350,000: PackageAhmad Dzulfiqar RahmanNo ratings yet
- TG085 Placing Fiber Optic Cable Into An Underground DuctDocument11 pagesTG085 Placing Fiber Optic Cable Into An Underground DuctNaiem JalalyNo ratings yet
- 1.GP-AG-DW-108K-HT-001 Sht.3of 3 Rev03Document1 page1.GP-AG-DW-108K-HT-001 Sht.3of 3 Rev03sachin francisNo ratings yet
- NMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline ProjectDocument935 pagesNMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline Projectarindam_925024954No ratings yet
- Evaporator: Causticizing Lime KilnDocument3 pagesEvaporator: Causticizing Lime KilnSrinivasa Rao VenkumahanthiNo ratings yet
- Confidential Agreement: All Rights Reserved. No Part of This Document May Be Reproduced / Stored inDocument25 pagesConfidential Agreement: All Rights Reserved. No Part of This Document May Be Reproduced / Stored inVeena NageshNo ratings yet
- Rationalised Welding Consumables For Site Fabrication/ErectionDocument8 pagesRationalised Welding Consumables For Site Fabrication/ErectionMurali YNo ratings yet
- 22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFDocument5 pages22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFBalasoobramaniam CarooppunnenNo ratings yet
- Brochure Paste ThickenerDocument8 pagesBrochure Paste ThickenerAndré BranchesNo ratings yet
- QAP FormatsDocument13 pagesQAP Formatsavvari sureshNo ratings yet
- Updated Siba 6 Schedule UpdatedDocument4 pagesUpdated Siba 6 Schedule UpdatedNoor A QasimNo ratings yet
- De 000195532Document2 pagesDe 000195532german padillaNo ratings yet
- Science 9 Unit B ExamDocument8 pagesScience 9 Unit B Examapi-427321002No ratings yet
- ENG Structural SteelsDocument2 pagesENG Structural SteelsOlalla CuiñaNo ratings yet
- SPCL Offer 9 (New) - 03.12.09Document55 pagesSPCL Offer 9 (New) - 03.12.09ptn999No ratings yet
- Research Report of Mineral Processing 2Document17 pagesResearch Report of Mineral Processing 2MarcialNo ratings yet
- Nalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSDocument2 pagesNalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSAlok NayakNo ratings yet
- Date: Project No: Purpose: Procedure: FeedDocument5 pagesDate: Project No: Purpose: Procedure: FeedRogger Renato Salinas LopezNo ratings yet
- General ReferenceDocument28 pagesGeneral ReferenceJeya VasanthNo ratings yet
- Division Wise List of BM & BC Roads (DLP Expired Roads For Which Urgent Maintenance/Overlay Works Required)Document51 pagesDivision Wise List of BM & BC Roads (DLP Expired Roads For Which Urgent Maintenance/Overlay Works Required)insafaNo ratings yet
- Calculation Sheet For Jaw Crusher CapacityDocument3 pagesCalculation Sheet For Jaw Crusher CapacityDaniel Garnando KristianNo ratings yet
- Proceedings - World Construction Symposium 2016Document602 pagesProceedings - World Construction Symposium 2016Kushani Ishara Athapaththu50% (2)
- Eco Solutions - Saving Resources, Creating ValueDocument17 pagesEco Solutions - Saving Resources, Creating ValueChayon MondalNo ratings yet
- Location / Project: Godrej Palm Gorve, Chembarambakkam: P&M Cost EstimateDocument5 pagesLocation / Project: Godrej Palm Gorve, Chembarambakkam: P&M Cost EstimatekaadalanNo ratings yet
- Application of The EMEW Cell in Nickel IndustryDocument13 pagesApplication of The EMEW Cell in Nickel IndustryRahul_Jeur_957No ratings yet
- Quotation Comparing AbhishekDocument50 pagesQuotation Comparing AbhishekAbhishek KumarNo ratings yet
- WL130 PE4710 FM Approved Pipe: IPS & DIPS Pipe Sizes - Class 150, 200 & 267Document3 pagesWL130 PE4710 FM Approved Pipe: IPS & DIPS Pipe Sizes - Class 150, 200 & 267Tanwir AhmadNo ratings yet
- Hydro Test ProcedureDocument11 pagesHydro Test ProcedureRohit SharmaNo ratings yet
- Temper Embittlement CalculationDocument3 pagesTemper Embittlement CalculationVasu RajaNo ratings yet
- D5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Document8 pagesD5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Ale Hurtado MartinezNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- TCL For Process NON-API Pumps - Ask-Rev00Document8 pagesTCL For Process NON-API Pumps - Ask-Rev00Hamid MansouriNo ratings yet
- Soact 1 7 08Document356 pagesSoact 1 7 08Luigi OlivaNo ratings yet
- T 2171 - Diesel Storage TankDocument2 pagesT 2171 - Diesel Storage TankHuynh Thanh TamNo ratings yet
- 2.ANNEXUREDocument89 pages2.ANNEXUREAnonymous fLgaidVBhzNo ratings yet
- EIA - PHWR Atomic Power ProjectDocument402 pagesEIA - PHWR Atomic Power Projectshahnidhi1407No ratings yet
- Compilation of Mineral Processing Formulas PDFDocument11 pagesCompilation of Mineral Processing Formulas PDFEmerald MasterNo ratings yet
- Lihir Fs PDFDocument1 pageLihir Fs PDFKaye ReiesNo ratings yet
- Mucg06m1tw - List of DocumentsDocument62 pagesMucg06m1tw - List of DocumentsKalai SelvanNo ratings yet
- CV For Project Manager - Mr. Sanjib Ghosh (13.07.18)Document6 pagesCV For Project Manager - Mr. Sanjib Ghosh (13.07.18)sanjib ghoah100% (1)
- Beneficiation of Low Grade Graphite Ore Deposits of Tamilnadu (India)Document10 pagesBeneficiation of Low Grade Graphite Ore Deposits of Tamilnadu (India)sanjibkrjanaNo ratings yet
- Fly Ash Utilization 1Document30 pagesFly Ash Utilization 1Soumya Ranjan MoharanaNo ratings yet
- Metallurgy 3.0 With PracticeDocument70 pagesMetallurgy 3.0 With Practicevivek49ranjanNo ratings yet
- GSB Test FormatsDocument4 pagesGSB Test FormatsGaurav TripathiNo ratings yet
- P6 Piping Tank FarmDocument6 pagesP6 Piping Tank FarmIvan Sanzana RodríguezNo ratings yet
- SSP MPR - Feb 2020 Shaft Tunnel - (Draft - DDC3 To Input )Document32 pagesSSP MPR - Feb 2020 Shaft Tunnel - (Draft - DDC3 To Input )MUHAMMAD AMIRUL BAHRINo ratings yet
- RWR Method Statement-R00Document18 pagesRWR Method Statement-R00Rahul Kumar PatelNo ratings yet
- MS Format-Tata Projects HosurDocument19 pagesMS Format-Tata Projects HosurSukhdeb BiswakarmaNo ratings yet
- Site Specific Procedure (Junction Box)Document120 pagesSite Specific Procedure (Junction Box)Mohd Khairi AhmadNo ratings yet
- Protective Devices: Circuit-Breakers)Document62 pagesProtective Devices: Circuit-Breakers)BasabRajNo ratings yet
- Manual UMEBDocument31 pagesManual UMEBBasabRajNo ratings yet
- Belt Sway Switch Working Principle - InstrumentationToolsDocument13 pagesBelt Sway Switch Working Principle - InstrumentationToolsBasabRajNo ratings yet
- Cable Pulling Drawing-ModelDocument1 pageCable Pulling Drawing-ModelBasabRajNo ratings yet
- Template FinalDocument1 pageTemplate FinalBasabRajNo ratings yet
- Dialux For Roll Coolant System Area Grid 6 To 14Document6 pagesDialux For Roll Coolant System Area Grid 6 To 14BasabRajNo ratings yet
- Zero Speed Switch Working Principle - Inst ToolsDocument11 pagesZero Speed Switch Working Principle - Inst ToolsBasabRajNo ratings yet
- Jitpl Lightning Protection Cal.-Dm 20.09.11Document6 pagesJitpl Lightning Protection Cal.-Dm 20.09.11BasabRaj100% (1)
- TS-Dampers For Stockhouse Dedusting System (Phase-3)Document19 pagesTS-Dampers For Stockhouse Dedusting System (Phase-3)BasabRajNo ratings yet
- Dialux For Bay Grid 1 To 53Document14 pagesDialux For Bay Grid 1 To 53BasabRajNo ratings yet
- RFQ - Motorized Traveling ChuteDocument17 pagesRFQ - Motorized Traveling ChuteBasabRajNo ratings yet
- Typical Contruction DrawingsDocument28 pagesTypical Contruction DrawingsBasabRajNo ratings yet
- Arcelor Mittal Nippon Steel India (Am/Ns) Paradeep, Odisha Technical Specification FORDocument12 pagesArcelor Mittal Nippon Steel India (Am/Ns) Paradeep, Odisha Technical Specification FORBasabRajNo ratings yet
- Restricted Earth Fault Protection of Transformer - REF Protection - Electrical4UDocument11 pagesRestricted Earth Fault Protection of Transformer - REF Protection - Electrical4UBasabRajNo ratings yet
- A3-Brm2-12-Ee-05a - Rev-1 - Cable Sizing Calculation For MCC-1 - 08.04.14Document7 pagesA3-Brm2-12-Ee-05a - Rev-1 - Cable Sizing Calculation For MCC-1 - 08.04.14BasabRajNo ratings yet
- Data Sheet For Cable Glands and LugsDocument8 pagesData Sheet For Cable Glands and LugsBasabRajNo ratings yet
- Outdoor Dol PanelDocument7 pagesOutdoor Dol PanelBasabRajNo ratings yet
- RFQ - Motorized Slide GateDocument19 pagesRFQ - Motorized Slide GateBasabRaj100% (1)
- BOQ For Illumination System (Switch, Socket, Switch Box, Wires, Exhaust Fan, Fan E.t.c)Document4 pagesBOQ For Illumination System (Switch, Socket, Switch Box, Wires, Exhaust Fan, Fan E.t.c)BasabRajNo ratings yet
- Cable Tray DesignationDocument4 pagesCable Tray DesignationBasabRajNo ratings yet
- Data Sheet, Gad, Sizing Calculation, Terminal Arrangement, Support Details of Bus Duct For New IntakeDocument2 pagesData Sheet, Gad, Sizing Calculation, Terminal Arrangement, Support Details of Bus Duct For New IntakeBasabRajNo ratings yet
- Annexure-2: Interface Between Epcc-3 and Epcc-4 Related To CablingDocument4 pagesAnnexure-2: Interface Between Epcc-3 and Epcc-4 Related To CablingBasabRajNo ratings yet
- JMI Submersible Pumps: Performance CurveDocument3 pagesJMI Submersible Pumps: Performance CurveBasabRajNo ratings yet
- SLK 02 Ce 041 - SK 08 - R0Document1 pageSLK 02 Ce 041 - SK 08 - R0BasabRajNo ratings yet
- Pivot Assessment and Scoring SheetDocument5 pagesPivot Assessment and Scoring SheetElaineVidalRodriguezNo ratings yet
- Formulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDocument71 pagesFormulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDexter CaroNo ratings yet
- Kenr6225 01Document68 pagesKenr6225 01Boris BabicNo ratings yet
- 2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminDocument3 pages2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminKumar SukhdeoNo ratings yet
- EE311A 2021 AV Slides L23Document13 pagesEE311A 2021 AV Slides L23Ananya AgarwalNo ratings yet
- Zagreb-Miler Qualitative Tests Presentation PDFDocument36 pagesZagreb-Miler Qualitative Tests Presentation PDFFernando CruzNo ratings yet
- Bread Maker Recipe 1 PDFDocument16 pagesBread Maker Recipe 1 PDFSopheak ThapNo ratings yet
- Section 12 Welding Hardfacing266 27351Document69 pagesSection 12 Welding Hardfacing266 27351manuel_plfNo ratings yet
- A9810029 enDocument3 pagesA9810029 enAnonymous nIcSGEwNo ratings yet
- Manual de Servicio s630Document878 pagesManual de Servicio s630CESARALARCON1No ratings yet
- Basel II PillarDocument123 pagesBasel II Pillarperera_kushan7365No ratings yet
- Kiểm tra môn Học tốt Tiếng Anh 10 (Hệ 10 năm)Document4 pagesKiểm tra môn Học tốt Tiếng Anh 10 (Hệ 10 năm)Phương Ngọc LạiNo ratings yet
- Eatiing DisordersDocument69 pagesEatiing DisordersMasa MasaNo ratings yet
- PatologiaDocument14 pagesPatologiaapi-178268258No ratings yet
- Final ReportDocument8 pagesFinal ReportZack GroothouseNo ratings yet
- Installation, Operation, & Maintenance of Beric Globe ValvesDocument4 pagesInstallation, Operation, & Maintenance of Beric Globe ValvesMASOUDNo ratings yet
- Brochure - EPD - EN - EU RU - Float - Lami - Coated - 2021-2026 ENDocument31 pagesBrochure - EPD - EN - EU RU - Float - Lami - Coated - 2021-2026 ENNaseer KhanNo ratings yet
- Low Cost Mechatronics Prototype Prosthesis For Transfemoral Amputation Controled by Myolectric SignalsDocument6 pagesLow Cost Mechatronics Prototype Prosthesis For Transfemoral Amputation Controled by Myolectric SignalsElizabeth CominaNo ratings yet
- Theory and Measurement of Bacterial GrowthDocument11 pagesTheory and Measurement of Bacterial GrowthBi Anh100% (1)
- Walang Rape Sa Bontoc ReactionDocument4 pagesWalang Rape Sa Bontoc ReactionJed HernandezNo ratings yet
- Erection and Painting of Steel StructureDocument7 pagesErection and Painting of Steel StructureTAHER AMMARNo ratings yet
- Desain Pengembangan Karir FTDocument39 pagesDesain Pengembangan Karir FTasma hayatiNo ratings yet
- One Lung Ventilation PDFDocument79 pagesOne Lung Ventilation PDFAnnetNo ratings yet
- Đề HSG TX2019Document7 pagesĐề HSG TX2019Lin LinNo ratings yet
- Mil-Prf-85285 e (Irr) PDFDocument24 pagesMil-Prf-85285 e (Irr) PDFalfie_nNo ratings yet
- Chemistry Project File (Class-12th)Document20 pagesChemistry Project File (Class-12th)sanchitNo ratings yet
- PRC Ready ReckonerDocument2 pagesPRC Ready Reckonersparthan300No ratings yet
- Karakteristik Ekosistem Mangrove Di Kawasan Pesisi PDFDocument7 pagesKarakteristik Ekosistem Mangrove Di Kawasan Pesisi PDFAdilNo ratings yet















































































































TEFR - 2x3 MTPA Coal Washery
TEFR - 2x3 MTPA Coal Washery
Uploaded by
BasabRajOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
TEFR - 2x3 MTPA Coal Washery
TEFR - 2x3 MTPA Coal Washery
Uploaded by
BasabRajCopyright:
Available Formats
TECHNO ECONOMIC FEASIBILITY REPORT (TEFR)
FOR
INSTALLATION OF NEW 2x 3MTPA COAL WASHERY
AT
ARCELORMITTAL COAL DIVISION, KARAGANDA
ARCELORMITTAL DESIGN & ENGINEERING CENTRE (P) LIMITED
Victoria Park, Level 6, Block – GN 37/2
Sector V, Salt Lake City
Kolkata – 700091, India
CIN: U74210WB2008PTC128082
Items Description Rev. number Date
Document No. AMDEC no.: AMDEC/AMIPL/221006/R/BN/02/005 R0 23.09.2022
Credits Names Signature Date
Rahul Ganesh Kotini/ Arpan Majee /Arnab Ghosh/ 23.09.2022
Prepared by Basab Raj Karmakar / Sanghamitra Dey
Basu/Shivraj Singh Sikarwar/Sumantra Chatterjee
Abdul Nasim Khan/ Govind Pandey/ Sukhendu S 23.09.2022
Reviewed by Sahoo/ Sukamal Ghosh/ Amit Mandal/ Ratnamala
Bhattacharja / Swapan Sasmal
23.09.2022
Approved by Bishwajit Dutta
23.09.2022
Released by K Rahul Ganesh
23.09.2022
Released to Ivan s Gorbunov
Page 2 12/29/2022 -2-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
TABLE OF CONTENTS
Sl.No CHAPTERS Page No.
1 EXECUTIVE SUMMARY
2 INTRODUCTION
3 MAEKET SCENARIO
4 TECHNOLOGICAL CONSIDERATIONS
5 PROCESS DESCRIPTION & DESIGN CRITERIA
6 TECHNOLOGICAL FACILITIES
7 LOCATION & GENERAL LAYOUT
8 SERVICES FACILITIES
9 ENVIRONMENTAL CONTROL MEASURES
MANPOWER FOR OPERATION & PROJECT IMPLEMENTATION
10
SCHEDULE
11 CAPITAL COST
12 PRODUCTION COST
13 FINANCIAL APPRAISAL & PROJECT BENEFIT
ANNEXURE
ANNEXURE#1 :- LIST OF MAJOR EQUIPMENT
ANNEXURE#2 :- DRAWINGS
PROCESS FLOW DIAGRAM WITH MASS BALANCE
GENERAL LAYOUT FOR 6MTPA-DALKI/THAKURANI
SINGLE LINE DIAGRAM
WATER FLOW SYSTEM
TECHNO ECONOMIC FEASIBILITY REPORT
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 2
Page 3 12/29/2022 -3-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
INSTALLATION OF NEW 2x 3MTPA COAL WASHERY, KARAGANDA
SALIENT FEATURES AT A GLANCE
Plant Location
Capacity
Area of Proposed Plant
Material handling system
Coal Washery
Drying Building
Product Storage
Electrical
instrumentation and
Automation
PROPOSED PROJECT P
Location#1
Location#2
PLANT REQUIREMENTS EXPECTED QUALITY OF BF GRADE CONCENT.
Entities Unit Location#1 Location#2 ITEM UOM Quality
MANPOWER PROJECT SCHEDULE
Description Location#1 Location#2
MODE OF FINANCING
CAPITAL INVESTMENT IN MUSD ANNUAL PRODUCTION COST IN MUSD
ITEM Location#1 Location#2
ITEM
*ROW cost is not considered in the capital investment
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 3
CHAPTER #1
TEFR for EXECUTIVE SUMMARY
Page 4 12/29/2022 -4-
Project: TEFR for 6MTPA iron ore slurry
Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 4
Page 5 12/29/2022 -5-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
1. EXECUTIVE SUMMARY
1.1 INTRODUCTION
The Thakurani Iron Ore Block over an area of 228.744 Ha. (As per DGPS) is situated in Thakurani Reserve
forest under Keonjhar Forest Division in village Dalki/Thakurani under Barbil Tehsil of Keonjhar District,
Odisha. The lease area in operation since 1953 is entirely in Reserve Forest category held by M/s Kaypee
Enterprises till 31st March 2020 by section 8(A)(6) of the Mines and Mineral (Development &
Regulation) (Amendment) Act, 2015 (MMDR Amendment Act). The Govt. of Odisha decided to re
allocate the block through auction process after expiry of the lease.
ArcelorMittal India Private Limited (AMIPL) emerged as the Successful Bidder and executed the Mining
Lease deed on 27th June 2020. With this, the mining operation commenced from 14th July 2020.
The block has geological resource of about ~178.5 million tons (as on 1st Oct-2020) by horizontal
longitudinal projection method. Further exploration has been planned and the final resources will be
shared with the concerned authorities. Production target for Thakurani in the first two years has been
fixed at 4.8MTPA and 5.4 MTPA respectively. From third years onward, annual product target is 6MTPA.
ArcelorMittal Nippon Steel (AM/NS) intended to set-up and run grinding & de-sliming plant near mining
head at Dalki/Thakurani along with slurry pipeline to transport the iron ore slurry for further
transportation to Paradeep through existing slurry pipeline of 253 Km for Iron Ore Pellet manufacturing
@ 12.0MTPA.
Considering the maximum 8.0MTPA maximum output of mines, grinding, Desliming and Beneficiation
system is planned for production of 6.0MTPA only. Any Additional requirement shall be sufficed by
procuring from other sources.
This Brief Report is for the 6.0MTPA standalone Grinding and Desliming plant near by mining head.
Space provision for the installation of beneficiation equipment within proposed grinding and desliming
plant is kept as a future provision. The plant configuration is as given belo w. The Project shall be
implemented in two phases
Phase#1 :- 6MTPA iron ore grinding & desliming unit+12MTPA Slurry transport Pipeline
of ~40 Km.
Phase#2 :- Beneficiation facilities for 6MTPA (Future Provision)
1.2 TECHNOLOGICAL CONSIDERATION
Based on analysis for technological considerations & selection of processes for the proposed 6 MTPA
capacity grinding & desliming plant, (Phase#1) it is envisaged to have the following facilities:
Downhill Pipe conveyor to transport iron ore fines from mines head to grinding plant
Truck Unloading Station at grinding plant
Ore storage, reclaim and handling facilities at grinding plant
Manual Railway Wagon Loading system of lump ore
Provision of intake water from Karo river
Grinding based on wet grinding system
Slurry and Desliming Circuit
Slurry transport pipeline and return water pipeline
Dry Tailing Management by Pressure filters
Wet Tailing Management
*Phase#2 – Future provision for Beneficiation equipment
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 5
Page 6 12/29/2022 -6-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
1.3 PROCESS DESCRIPTION & DESIGN CRITERIA
1.4.1 RAW MATERIAL HANDLING SYSTEM AT MINES HEAD & CONNECTION TO PROPOSED GRINDING PLANT
The product (-) 10 mm iron ore fines from the in-pit screening / crushing unit is loaded onto downhill
pipe conveyor which conveys the material from mine head to the grinding unit (situated approx. 2.5 km
from AMIPL Thakurani mine) for further storage and ore processing.
Note : Detailed study to be carried out separately for requirement of any additional crushing / screening
facilities including downhill conveyor loading station at mines head.
1.4.2 MANUAL RAILWAY WAGON LOADING SYSTEM
The manual railway loading system has been planned considering 3,828 ton material per rake of 58
wagons and each wagon carrying 66 ton of material.
1.4.3 GRINDING & DESLIMING SYSTEM INCLUDING RAW MATERIAL HANDLING SYSTEM
Receipt of iron ore is envisaged by combination of downhill pipe conveyor and truck unloading station.
However, detailed feasibility study has to be carried out for the logistics and appropriate road
infrastructure has to be developed for material transport through trucks from mines to grinding plant
Complete ore handling system within grinding plant is designed to cater the material requirement for 6
MTPA plant. Ore storage and reclaim facilities for ~1,45,000 T (i.e.) 5 days of material requirement for 6
MTPA plant is considered. Also, Dewatered filter cake handling system along with filter cake open
storage yard is envisaged.
In phase#1, dewatered filter cake handling system along with filter cake open storage yard for minimum
3 months of storage is envisaged.
It is envisaged to grind & deslime, iron ore fines of +60% Fe to produce BF concentrate of >63% Fe and
slurry pumping to Paradeep where BF grade pellets will be produced.
ROM screening facilities & Crushing & screening plant at mines head are in the scope of AM/NS and
shall produce 6.82MTPA in phase#1 and 8.61MTPA in phase#2 considering 30% rejects in the
beneficiation unit. The detail provided for the beneficiation is tentative and the same shall be updated
based on the material characteristics before implementation.
The Detailed lab test/pilot tests are recommended during the engineering stage.
Complete material handling system at grinding plant shall operate for 330 working days/year, 16
hours /day and the grinding and desliming plant will operate for 330 working days/year, 24 hours/day.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 6
Page 7 12/29/2022 -7-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
1.4.4 SLURRY PIPELINE
The average throughput capacity of the pipeline will be 1653 TPH after phase#1 completion Slurry
pipeline is proposed to design considering 12MTPA concentrate transportation (including future
expansion). For pumping this quantity, the system will be operated for 330 days/year which is in line
with Pellet Plant operation.
A 20-inch dia. pipeline has been envisaged to hydraulically transport 12.0MTPA solids through put. The
pipelines will be carbon steel, API-5L. For carbon steel pipe grade will be based on required operating
pressures. Total length of the pipeline shall be 40 km.
1.4 SITE LOCATION
1.4.1 GRINDING & DESLIMING SYSTEM
The plant area is approachable from Bhadrasahi - Barajamda State High way No-10, which is 4Km (W)
from the plant area. Barbil railway station is located at 5.9km (SW) and Barajamda Railway station is
4.9Km (NW). Jharsuguda airport (230 km SE, Aerial) and Barbil-Tonto Air strip (8.2Km SW, Aerial) are the
nearest airports.
It is envisaged to have 131 acres of land for the 6.0MTPA grinding and desliming plant including space
provision for beneficiation plant shall also be considered under the proposed land.
1.4.2 SLURRY PIPELINE
Slurry Pipeline have total length of ~40 Km. Right-off way for 40km X 10 m has to be taken. Slurry Pump
station has been considered with-in grinding and desliming unit for 24 hours operation.
1.5 RAW MATERIALS SOURCE & QUALITY
Raw material shall be sourced from AMIPL Thakurani mines. The block has geological resource of about
~178.5 million tons (as on 1st Oct-2020) at 45% Fe cut-off with average Fe content of +60% as per
geological report shared by the Govt. of Odisha. The ROM obtained after drilling and blasting operations
at Thakurani mine has the following properties,
Bulk density : For saleable ore - 3.0 t/m3 and for mineral rejects - 2.5 t/m3
Ore size : (-) 10 mm – 75% and (+) 10 mm – 25%
1.6 CONCENTRATE QUALITY
The chemical composition of the slurry to be pumped for production of BF grade pellets shall have Fe >
63%, Al2O3+SiO2 between 4-6 % and LOI – 3-5%.
1.7 LAYOUT AND MAIN PLANT FACILITIES
The material flow in the grinding & desliming Plant is unidirectional and layout is designed keeping this
in view and also the fact that dispatch shall be through pipeline. For the general lay out of proposed
plant refer drawing no. AMDEC/221006/00/1/0/GL-001, Rev 0.
1.8 TECHNOLOGICAL FACILITIES
1.8.1 RAW MATERIAL HANDLING FACILITIES
Following are the major units / facilities considered:
Downhill Pipe Conveyor (1800 TPH) from Mine head to Grinding Plant
Ore handling system including transfer houses along with all accessories and associated system
Ore stockyard for ~1,45,000 T capacity
Storage yard equipment (Stockyard conveyor, Stacker cum reclaimer)
Truck unloading station (4.65 MTPA capacity)
Filter cake handling system including transfer house along with accessories & associated system
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 7
Page 8 12/29/2022 -8-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Filter cake open storage yard
Wet Tailing Management (Alternative Option)
1.8.2 GRINDING & DESLIMING PLANT FACILITIES
The ore fines are filled into the holding bins with the help of a reversible shuttle conveyor. There is one
belt weigh feeder provided below to each silo to feed the two process line.
Process water requirement for the beneficiation plant will be met from the water to be tapped from
return water pipeline as per requirement.
The grinding and desliming circuit shall have a process line of 6 MTPA. Both the grinding and desliming
systems are housed in two buildings. Along with independent facilities such as Spirals, Scrubbers, hydro
cyclones, etc. are considered for the process line. The ground and deslimed product after sizing both the
process lines is sent to the concentrate thickener. The concentrate thickener underflow shall be sent to
slurry storage tanks and overflow return to process water reservoirs. Main units /facilities are given in
detail in this report.
Main units / facilities in Beneficiation Plant are:
Iron ore bin & Desliming building ( 3 bin and 3 scrubbers each for 6MTPA process line is
envisaged)
Iron ore grinding building / Beneficiation building (one (1) nos. primary ball mills and Two (2)
nos. of 5.0m dia, are envisaged for the grinding and desliming operation in process line. Other
equipment like hydro cyclones and additional beneficiation equipment shall also be
accommodated in this building )
Thickeners for Concentrate, Tailings
Instrumentation and automation.
Compressed air facilities
Process water pump house.
Power supply and distribution, illumination, water storage and distribution, telecommunication,
fire detection and protection and other utilities.
The ground /beneficiated fines (pellet feed) in the form of iron ore slurry having approx. 60%
solid by weight is sent to slurry storage tanks.
1.8.3 SLURRY PIPELINE PROJECT
From the slurry storage tanks at proposed plant, the concentrate with 60% solids by weight will be
transported by pumping. 1653 TPH total capacity are envisaged for pumping the slurry, which are
located in the main line pump house at proposed plant area.
The slurry will be transported through a 20inch, 40 km long pipeline. Flushing water pumps will be
provided at Dalki/Thakurani for pipeline flushing and water batch operations.
1.9 SERVICES
To support the main plant units, i.e. Material handling system at mines head, grinding & desliming Plant
at Dalki/Thakurani and Slurry transport system, the following services and auxiliary facilities with
suitable capacities are envisaged at Dalki/Thakurani.
Electrics
Instrumentation
Automation
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 8
Page 9 12/29/2022 -9-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Water supply & treatment facilities
Compressed air, maintenance and repair facilities.
Ventilation, air-conditioning, dust control
1.10 NEW COAL WASHERY PLANT AT VASTOCHANAYA KAZAKHSTAN (COAL WASHERY
BUILDING, DRYER BUILDING, MATERIAL HANDLING & UTILITY AREA)
1.11.1 ELECTRICAL POWER DISTRIBUTION SYSTEM
The main consumers of Coal washery plant are:
Coal Washery building comprising of Heavy media vessel, Spiral, Classifying cyclone,
Floating system, Centrifuge, Filter etc.
Dryer Building comprising of Rotary Dryers, Conveying system, Dust extraction system
etc.
Raw material Handling facilities comprising of Belt conveyors, Travelling Trippers,
Feeders etc.
Water pump house/Utility area.
Existing Wagon Tipplers complex comprising of Wagon Tipplers, Side arm charger,
Apron feeder etc.
Maximum demand of the plant will be 19.33 MVA (without wagon Tippler), 20 MVA (with wagon
Tippler). This power is proposed to be obtained either from 6 kV switchboard of existing coal
washery or from tapping of 110 kV transmission line which is supplying existing coal washery
plant.
Incase new plant is supplied from existing 6 kV switchboard then while operation of both
existing coal washery & new coal washery, there will not be any redundancy at transformer level
(two X 25 MVA transformers are there in existing plant). In case of outage of any transformer
during this time, one of the washery need to be shutdown.
Further to above for catering the power demand, solar power option is also explored. Approx.
750 kW (peak) solar power can be set up on roof of the building. Total Power generation by
Solar power will be 1050MWh/Year(approx.). This power can be synchronized at 380 V
switchboard.
1.11.2 INSTRUMENTATION AND PROCESS CONTROL
All process and equipment controls for grinding & desliming of iron ore will be carried out through state
of the PLC Control System. The proposed plant will be operated from the central control room located
with-in pant boundary and the slurry transportation system from central control room through SCADA
system from Dalki/Thakurani.
1.11.3 WATER SUPPLY FACILITY
Water shall be required for grinding & desliming process (wet grinding system), slurry transportation
and flushing of the slurry pipeline. The primary source of make-up water for the proposed plant and
slurry pipeline is from return water pipeline. The secondary/alternative source of the make-up water is
from Karo river (8 km approx. from proposed plant). Water from Karo river shall be available for 9
months as informed by AMNS. If Karo river is considered as the primary source of make up water then, a
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 9
Page 10 12/29/2022 - 10
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
water reservoir needs to be considered having a retention time of 3 months of make-up water
consumption. The space for the same needs to be identified outside the plant premises as there is not
enough space within the plant boundary.
Make-up water requirement for the plant shall be in the tune of 650 m3/hr for grinding and desliming
circuit and 720 m3/hr considering beneficiation process (future).
1.11.4 POLLUTION CONTROL / VENTILATION / AIR CONDITIONING
No toxic substances are expected to be generated from the beneficiation plant & Slurry Pipeline
operation. All dust generation areas will be provided with water spray type dust suppressing devices as
described in the document below.
The pollutants present in waste water will be reduced to acceptable levels by adoption of the following
schemes.
Recirculating water in the process whereby discharged volume is minimum and provision of
Water Treatment Plant
Clarifier and sludge pond for removal of suspended solids, which will be recirculated back in to
the process
Necessary air conditioning and ventilation system shall be provided to the various ECR building, pump
houses, tunnels to cater equipment and human comfort.
1.11 CONSTRUCTION
The total time required for phase wise completion of the project shall be as follows,
Phase#1 :- Twenty-four (24) months from zero date
Phase#2 :- Future provision
1.12 MANPOWER
Estimated manpower for operation & maintenance of the Material handling at mines head, grinding &
desliming plant & slurry pipeline) is 550 personnel in which 400 are contract employee.
1.13 CAPITAL COST
Table 1.4: Capex Summary for Phase#1
6MTPA
Sl.NO Equipment Cost
( In crores INR)
A Land & Site Development
Plant & Machinery (Including material handling facilities and
B
miscellaneous fixed assets)
C Civil & Structural Works
D Downhill Pipe Conveyor with Civil & Structural Works
E Karo River Intake system including water piping
F Manual loading system for Railway wagon
G Slurry Pipe line and return water pipeline
H Engineering & Supervision/ raw material test
I Preliminary & Preoperative Expenses (Including start-up)
J Contingencies
K Interest during Construction
Sub Total (CR. INR)
L Margin Money
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 10
Page 11 12/29/2022 - 11
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
M GST on Fixed Assets
Grand Total ( CR. INR)
N GST Return to back to system
TOTAL PROJECT COST
Note :-
i) ROW for Electrical high voltage line/Slurry pipeline/Return water pipeline/Karo River Intake
system/Downhill pipe conveyor etc. is not included
ii) In addition to total capex of project, shall incur for truck unloading system and auxiliaries for feed to
pipe conveyor at Mines head.
iii) Cost of dry tailing management has been considered. Cost of wet tailing management has not been
considered
iv) 2.7 Km electrified line with in the plant boundary. No cost for connection to external railway system. No
cost included for payloaders.
v) Insurance and Freight cost includes ocean freight, marine insurance and inland freight for Imported
equipment and Inland freight for indigenous equipment
vi) “–“ shall be updated after financial analysis
The project cost includes costs towards land and site development, plant and machinery, miscellaneous
fixed assets, civil and structural works, engineering and supervision, preliminary & preoperative
expenses, and contingencies.
1.14 PRODUCTION COST
The conversion cost of concentrate at 100% capacity utilization including overheads and capital related
charges (average for 10 years) works out to Rs 353.59/t for phase#1 with external power & Rs 623.26 /t
for Phase#1 with DG Set. The details of the cost of production of grounded ore & pumping of iron ore
slurry cost are shown in Table
Table 1.5: Opex Summary
Opex Opex
SL. After commissioning of Phase#1 After commissioning of Phase#1
Description
No with external power with DG set
INR/Ton of Feed Annual Opex INR/Ton of Feed Annual Opex
1 Pipe Conveyor
Grinding Cost (Includes
consumption of Grinding Media,
2 Flocculent, Power, Water,
Spares & Repairs &
Maintenance)
Slurry Pumping & Water
Pumping ( Includes consumption
of Sodium Sulphite, Cobalt
3 Sulphite, Hydrated Lime for
pipeline transportation, Power,
Water, Spares & Repairs &
Maintenance)
4 Other Fixed Expenses ( Includes
Rent, rates, taxes and selling
expenses, Interest (average for
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 11
Page 12 12/29/2022 - 12
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Opex Opex
SL. After commissioning of Phase#1 After commissioning of Phase#1
Description
No with external power with DG set
INR/Ton of Feed Annual Opex INR/Ton of Feed Annual Opex
10 years) & Depreciation
(average for 10 years)
Variable Conversion Cost
Note: The estimated costs are based on the cost of materials, labour, consumables, power, water and other
services costs as available. No provision has been made in the estimate towards future escalation in
costs including Karo river provision and manual railway loading system.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 12
Page 13 12/29/2022 - 13
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 13
CHAPTER #2
INTRODUCTION
Page 14 12/29/2022 - 14
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
RODUCTION
2. INTRODUCTION
The economic development of any country depends on the development of its domestic iron and steel
industry and it is measured in terms of steel consumption per capita. Steel product are there by
produced from iron ore in following sequential manner.
Beneficiation / Agglomeration of iron ore /lump Ore
Iron making
Steel making
Casting
CHAPTER #1
Mechanical shaping/finished products
EXECUTIVE
Reserves of good quality iron SUMMARY
ore are limited to few countries like Australia, Brazil, India, CIS, etc. The
iron ore producing countries with underdeveloped / developing economies have been necessarily
exporting good quality / high-grade iron ore in order to earn valuable foreign exchange in hard currency,
but this resulted in depletion of good quality iron ore in those countries.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 14
Page 15 12/29/2022 - 15
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
In the recent past due to non-availability of quality raw materials in the regular BF iron making routes
many successful experiments had been conducted by replacing the feed material from only iron ore to
iron ore and sinter to iron ore, sinter and pellet combination.
The development of agglomeration processes and their widespread application has come as a boon
replacing major part of the iron ore. Due to the established fact of prepared burden being the best raw
material feed to Blast Furnace(s), Sinter and Pellets are being used more and more.
Out of all the agglomeration processes, pelletization of iron ore is the most sought-after process in view
of its higher productivity, energy conservation and eco-friendliness.
2.1 BACKGROUND
ArcelorMittal India Private Limited (AMIPL) has recently acquired Thakurani iron ore block in Keonjhar
district, Odisha auctioned through competitive bidding. The entire mining lease area of 228.744ha (as
per DGPS) falls within the Thakurani Reserve Forest Keonjhar district forest division in village Dalki/
Thakurani under Barbil tahsil of Keonjhar district, Odisha. The block has geological resource of about
~178.5 million tons (as on 1st Oct-2020) at 45% Fe cut-off with average Fe content of ~60.2% as per initial
geological exploration result. AM/NS intend to have a grinding and Desliming plant in 131 acres land is
at Dalki/Thakurani which is 2.5 km away from Mines head for the grinding system, slurry pump house
and water reservoir.
Thakurani Iron Ore Block was auctioned under “Reserved Category” i.e. for specified end use (Captive
Consumption). As per the MDPA & the Mining Lease Deed, Iron Ore mined from the Thakurani Iron ore
Block will be utilized in the facilities owned by ArcelorMittal Nippon Steel (AM/NS). The particulars of
end use plants are
Pellet plant located at Paradeep; Odisha : 12.0 MTPA
Pellet plant located at Visakhapatnam : 8.00 MTPA
Integrated steel plant at Hazira, Gujarat : 10.0 MTPA
(i) Pellet plant located at Paradeep, Odisha (through Dabuna Beneficiation Plant at Dabuna, Keonjhar)
AM/NS India is the largest pellet manufacturer of India. The Paradeep Pellet Plant has a name plate
capacity of 12.0MTPA (consisting of two units of 6.0MTPA capacity each) at Paradeep. Out of these
two units, one 6.0MTPA capacity- first unit, is already in production and the second unit is recently
being commissioned and under production.
(ii) Integrated Steel Plant at Hazira
The pellets manufactured at Paradeep & Vizag will be utilized at the Integrated Steel Plant facility at
Hazira, Gujarat of AM/NS India. The pellets will be shipped to Hazira through the Paradeep & the
Vizag port and received at Hazira Port. The fully integrated world-class facility at Hazira, Gujarat
housing the one of the World’s largest single-location flat steel plant. It has a steel-making capacity
of 10.0MTPA, holds ISO: 9001:2000, IS 9002 and TUV and ISO 140001 certification.
Production target for Dalki/Thakurani in the first two years has been fixed at 4.8MTPA and 5.4 MTPA
respectively. From third years onward annual product target is 6MTPA.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 15
Page 16 12/29/2022 - 16
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
2.2 PROPOSED NEW PROJECT
AM/NS intended to set-up grinding & de-sliming plant at 2.5 km away from mining head. Proposed
grinding plant & de-sliming unit shall be connected with mines by pipe conveyor. An alternative option
of truck transportation is also envisaged for iron ore from mines to proposed plant. To transport the
iron slurry through slurry pipeline, considered to be the most environment friendly and economic mode
of conveying iron ore.
Iron Ore grinding & desliming system shall be installed in Phase#1 as it is expected to have high grade
iron ore to be processed. Depending upon the further exploration beneficiation plant shall be planned in
phase#2.
Phase#1 :- 6MTPA iron ore grinding & desliming unit+12MTPA Slurry transport Pipeline
of ~40 Km
Phase#2 :- Beneficiation facilities for 6MTPA (Future Provision)
The maximum requirement of raw material to operate beneficiation plant shall be 8.61MTPA (8MTPA
from Thakurani Mines+0.61 MTPA Procured from other sources) considering the facilities shall operate
for 330 working days/year, 24 hours /day. This report shall cover the Phase#1 of the project and
considering the space provision of beneficiation facilities in the phase#2 within the proposed area.
This techno-economic feasibility Report (TEFR) is for Phase#1&2 (In phase#2, only area for beneficiation
building is considered and beneficiation facilities shall be implemented after detailed test work) of the
project (Grinding, desliming and beneficiation plant near the mining head along with the required
auxiliaries including raw material handling system at proposed plant location). All the technical
parameter, Opex, Capex and Financial analysis is done for the phase#1 only.
2.3 ArcelorMittal DESIGN & ENGINEERING CENTRE
ArcelorMittal Design & Engineering Centre [AMDEC], a wholly owned subsidiary of ArcelorMittal Group
was incorporated in 2008 in Kolkata, India, with a goal to develop a Global hub for Engineering, Project
Management both for Greenfield and brownfield projects. AMDEC was developed as a source of internal
talent pool in order to reduce ArcelorMittal’s dependency on external consultants & to standardize Steel
Making and downstream operations. After a decade long journey, AMDEC has established its identity as
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 16
Page 17 12/29/2022 - 17
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
a “Trouble Shooter” & “One Stop Engineering Solution” within the group. With appropriate technical
approach, AMDEC have been working on Project Conceptualization, Optimization, Engineering, Project
Management, Technical Audits and Quality Management etc. AMDEC have been continuously striving
for improving quality and cost-effective implementation of projects. Every new project is larger in
proportion, complexity & engineering excellence, thereby posing greater challenges for us. Being an
integral design & engineering consultant within the group, overcoming of these challenges needs
reliable engineering solutions accompanied by a competent team of engineers and sincere efforts. We
at AMDEC deliver complete Engineering & Project Management Solutions from concept to
commissioning.
AMDEC comprises highly specialized technologists and experienced engineers mostly worked for
reputed consultants in the field of Iron & Steel and from in-house design / engineering and operating
plant. It may be noted that the center has well experienced engineers from all appropriate disciplines
pertaining to an integrated steel plant and is fully geared up and capable of preparing Feasibility reports,
DPR, EPC document, Basic and Detailed Engineering, Procurement activities, etc. By virtue of availability
of enormous practical operating database in various aspects of steel project, the center is in a position
to author all data / details in the report.
2.4 STRUCTURE OF REPORT
The Techno-Economic Feasibility Report for the 6MTPA grinding and desliming plant covers the
following:
Market scenario
Technological considerations
Process Description & Design Criteria
Technological Facilities
Site location/ Infrastructure & Layout
Services Facilities
Environmental Control Measures
Manpower & Construction Planning and Project Implementation
Capital Cost
Production Cost
Financial Appraisal
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 17
CHAPTER #3
CHAPTER #3Project: TEFR for 6MTPA iron
MARKET SCENARIO
Page 18 12/29/2022 - 18
-
ore slurry
TECHNOLOGICAL CONSIDERATION
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
3. TECHNOLOGICAL CONSIDERATIONS
4.1 TECHNOLOGICAL CONSIDERATIONS FOR GRINDING & DESLIMING PLANT
Pellets are heat hardened products of size varying from 9-16 mm produced from concentrates and
natural iron ores of different mineralogical and chemical composition. The basic ingredients for making
the pellets are iron ore concentrate, limestone/ Dolomite, Bentonite & coke. To produce Iron ore,
concentrate, grinding and desliming plant is installed.
4.2 SELECTION OF PROCESS ROUTE
The process stages for production of iron ore slurry / concentrate are as follows.
Iron ore transportation from mines to proposed grinding & desliming plant
Feed preparation (iron ore concentrate)
Slurry pumping through pipeline
Filtration of iron ore tailings and making filter cake
Dry tailing management & wet tailing management
4.2.1 IRON ORE TRANSPORTATION FROM MINES TO PROPOSED PLANT
It is proposed to transport the iron ore fines from mines head to grinding & desliming plant through a
downhill pipe conveyor. During normal operation, pipe conveyor shall be used for transportation of the
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 18
Page 19 12/29/2022 - 19
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
material. However, an additional truck unloading station at grinding plant shall also be kept so as to feed
the additional fines received from other sources as well as to cater emergency material requirements in
case the material is to be transported by means of trucks from mines head.
4.2.2 IRON ORE HANDLING AND STORAGE FACILITY AT GRINDING PLANT
Iron ore received through Pipe Conveyor and Truck Unloading Station is transferred through a series of
belt conveyor system to storage yard. Additionally, by-pass arrangement is also envisaged to feed
material directly from Pipe Conveyor and Truck Unloading to bin building. Ore storage yard of~ 1,45,000
T capacity has been considered.
4.2.3 PROCESSING OF ORE
The feed material obtained for processing shall be of size 100% passing 10mm. The material is subjected
to washing, liberation and classification. The iron ore concentrate of +63% Fe shall be sent to pellet
plant in a slurry formation.
4.2.3.1 SCRUBBING AND DESLIMING
Due to weathering, the accumulation of slimes/clay on the surface of the raw material takes place. The
slimes/clay are mostly high in alumina content. The slimes usually are of less than 100micron and the
slimes will reduce the cumulative ore quality. To separate the slimes in the surface of Iron ore the
following technologies are used depending upon strength of clay material sticking to the surface of the
particles.
Screens
Screw Washers
Drum/barrel washers
Log washers
After the Scrubbing/Washing of material the material is subjected to Desliming by cyclones or suitable
screens for removal of slime content.
4.2.4 GRINDING PROCESS
Characteristics of ore fines governs the degree of fineness and it has been observed that under Indian
condition, grinding of ore to size minimum of 60% passing through 325 mesh (-0.044 mm) is necessary
for production of high strength green pellets. Grinding of raw materials are generally done by the
following processes.
Dry grinding process
Wet grinding process
4.2.4.1 DRY GRINDING PROCESS
In case of dry grinding, the iron ore fines are dried in a separate dryer to reduce moisture content to less
than 1%. The dried fines are fed to grinding mill. It is desirable to add flux materials and/or bentonite
with the iron ore fines in case of dry grinding, which has an additional advantage of elimination of
mixing stage. Extensive dust separation and pollution control measures are to be adopted for dry
grinding. Dry grinding can be carried out either in open circuit or in close circuit.
4.2.4.2 WET GRINDING PROCESS
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 19
Page 20 12/29/2022 - 20
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
The iron ore fines are ground in wet grinding mill. The ground product in the form of slurry is pumped to
the slurry storage tank fitted with agitating mechanism. Water and finely ground raw materials are
separated by available filtration technique (Vacuum/ disc/Pressure) to obtain filter cakes. The moisture
content of the filter cake is very important and depends on the size of the fine materials, nature of the
ore, etc. Wet grinding can also be done either in open circuit or in close circuit.
Wet grinding is preferred when the iron ore fines are transported to pellet plant site in the form of
slurry as in this case.
Table 4.1: Comparison of grinding
Wet grinding Dry grinding
Lower capital costs Lower wear on mill balls
Lower energy requirement No need for thickening & filtering
Wider selection of materials for
Advantages processing
Low water requirement
Low binder requirement
Difficult to filter materials are Problem of dust nuisance and dust
excluded proliferation arise
Disadvantages High wear on mill balls High cost of drying
Moisture level control is required Considerable noise level
4.2.1 SLURRY TRANSPORT
There is only one way of efficient transport system for any slurry mediums i.e. Pipeline transport. This
will eliminate the cost of fines transport by road / rail to the pellet plant. For AM/NS’s pellet plant at
Visakhapatnam, the cost savings on slurry transport through pipeline w.r.t fines transport by rail from
Bailadila is observed. In the same line AM/NS has installed slurry pipeline from Dabuna to Paradeep.
Further, the slurry pumping system for both the plant is working quite well and as such similar pumping
system is adopted for this project also.
4.2.2 DEWATERING TECHNOLOGIES
The tailing are dewatered for recovery of water and also to reduce the foot print for storage of plant tails.
The following are the common dewatering technologies that are being adopted for increase in solid
concentration depending on the tailing characteristics and particle sizes.
Thickeners
Dewatering cyclones
Centrifuges
Filters
Large storage ponds for gravity sedimentation
Dewatered tailings can still contain > 20% moisture, but the material behaves more like a solid, making it
possible to dry stack the tailings in containment areas. After being placed in the containment areas, the low-
moisture tailings are very stable, significantly reducing safety and environmental risks.
In case of Iron ore the usual practice is a combination of Thickeners and Filters for dewatering the tailing to
have < 20% moisture. The most common filtration technologies that were being used are
Plate filter presses
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 20
Page 21 12/29/2022 - 21
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Vacuum belt filters
Belt filter presses
Disc filters
Ceramic filters
Hyperbaric Filters
A Filter Press delivers some of the best results from competing dewatering technologies. By dewatering
tailings to a relatively “dry cake,” this stable and stackable form of storage is ideal for mining companies. It
provides greater operational flexibility, and it reduces an overall environmental footprint. Best of all, a filter
press is able to cut costs by Reclaiming Water used in mining. This is greatly beneficial where fresh water is
scarce, and conserving water is crucial.
4.2.3 WET TAILINGS MANAGEMENT
In common practice the method of filling requires in mined out area. The tailings generated from the
plant are dewatered in the thickeners. Typically 50-60% solids of tailings shall be backfilled, therefore
the footprint required for tailing surface impoundment shall be reduced. The disposal of wet tailing is
economically advantageous to site the impoundment in the mine site. The disposal of tailings in the
mined out open pits shall be a new tailing storage facility provided that the open pit and tailing have an
appropriate characteristics. The main risk associated with deposition is contamination of ground water
network with the leachates from the tailing. Hydrogeological tests are to be carried out to confirm the
stability of the pit. The return water after sedimentation of the tails in the pits shall be pumped back to
process plant by submerged pump.
4.2.4 DRY TAILINGS MANAGEMENT
Some of the more common improved tailing management systems include formation of thickened
tailings using thickeners and dewatering of tailings slurry to form cakes which are later dry stacked.
Storage of tailings in large tailings containment ponds has been the most common practice of improving
tailings management over the past 20-plus years.
To reduce the tailings volume further, dewatering technologies have to be employed to remove
additional water from thickened tailings slurries before placement in the containment pond .
Tailing Management system
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 21
Page 22 12/29/2022 - 22
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Table: 4.2 Moisture detail at different level
Slurry % solid Remarks
20 Ore processing
30 Plant tailing
50 Thickened slurry
60 High Density slurry
>75 Pressure filter
4.3 IDENTIFICATION OF PROCESS ROUTE
Based on analysis for technological considerations & selection of processes for the proposed 6MTPA capacity
grinding, desliming and beneficiation plant, it is envisaged to have facilities:
Downhill Pipe conveyor to transport iron ore fines from mines head to grinding plant
Ore storage, reclaim and handling facilities at grinding plant
Grinding based on wet grinding system
Desliming of Iron ore fines
Beneficiation Facilities based on Ore characterization
Slurry transport by pipeline
Both wet and dry tailing management by Thickeners and pressure filters
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 22
CHAPTER #5
PROCESS DESCRIPTION & DESIGN CRITERIA
Page 23 12/29/2022 - 23
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 23
Page 24 12/29/2022 - 24
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
4. PROCESS DESCRIPTION & DESIGN CRITERIA
The proposed project would envisage to feed 6.0 MTPA iron ore fines to produce iron ore concentrate in
slurry form. Additionally, future provision of beneficiation plant of 6.0 MTPA capacity shall be kept for
future based on the availability of grade
To achieve the project the grinding, desliming & beneficiation process route to be designed in phase
wise as follows:
5.1 TEST WORK
Laboratory tests shall be conducted at Research Laboratories. However, for the purpose of this report
same process which is being followed at existing plant of AM/NS is adopted based on the experience of
AM/NS on Thakurani Mines Iron ore. Also, keeping in view that only grinding and Desliming with 12%
rejects in the system will be installed in phase#1, flow sheet can be further updated, if needed after
receipt of test report.
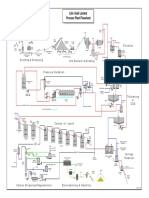
5.2 PROCESS FLOW
Phase wise process Flow diagram showing downhill pipe conveyor, truck unloading station, storage
yard, grinding and desliming unit & slurry transportation unit is depicted in below picture.
Phase#1 :- 6MTPA iron ore grinding & desliming unit+12MTPA Slurry transport Pipeline
of ~40 Km
Phase#2 :- Beneficiation facilities for 6MTPA (Future Provision)
Detail material and water balance for Phase#1 are shown in drawings no (AMDEC/221006/02/1/12/BN-
001)
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 24
Page 25 12/29/2022 - 25
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
PHASE#1: - 6.0 MTPA GRINDING & DESLIMING PLANT + 12.0 MTPA SLURRY TRANSPORTATION SYSTEM
Note: -
The space provision shall be planned for Beneficiation Facilities in Phase#1 itself.
Proposed scheme for all the phases is preliminary the same shall be further fine-tuned during
engineering after receipt of all required test.
5.2.1 MATERIAL HANDLING SYSTEM
Based on the approved mining plan, following are the parameters that are considered for selection of
material handling system and process route,
Annual production target: AM/NS has set annual production targets of 4.8 MTPA for the FY 21-22
and 5.4 MTPA from FY22-23 onwards. It is also expected to enhance production up to 6 MTPA in
future after obtaining all requisite statutory clearances.
Cut-off grade: Cut-off of > 55% Fe has been considered as saleable ore which constitutes 95% of
ROM ore which is further taken to crushing and screening units. The remaining fraction with 45% -
55% Fe is classified as mineral rejects and is stored at earmarked stacks (as per threshold specified
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 25
Page 26 12/29/2022 - 26
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
by IBM). However, it is envisaged that in future these mineral rejects shall be mixed with high
grade ore as needed.
Material properties: The ROM ore obtained after drilling and blasting operations at mine has the
following properties,
o Bulk density : For saleable ore - 3.0 t/m3 and for mineral rejects - 2.5 t/m3
o Ore size : (-) 10 mm – 75% and (+) 10 mm – 25%
5.2.1.1 DOWNHILL PIPE CONVEYOR CONNECTING MINES TO GRINDING UNIT
Iron ore fines (-) 10 mm from mines head will be transported via one no. of downhill pipe conveyor
(1800 TPH) from mine to grinding unit (situated approx. 2.5 km from mine) for further storage and ore
processing.
5.2.2 RAW MATERIAL HANDLING SYSTEM AT GRINDING & DESLIMING PLANT
5.2.2.1 RECEIPT OF IRON ORE
Table 5.2: Requirements for screening unit
Material
Source Handling Facilities
requirement
AMIPL Thakurani i) Downhill Pipe conveyor connecting mines to grinding plant
8.61 MTPA mine ii) 4.65 MTPA Truck unloading station at grinding plant
Other sources 4.65 MTPA Truck unloading station at grinding plant
Note: - Material Handling System shall operate for 16 hrs/day (330 days/year) whereas the beneficiation
plant shall operate for 24 hrs/day (330 days/year). Accordingly material handling system has been
designed to match the hourly requirement of the beneficiation plant.
5.2.2.2 STORAGE YARD
The total capacity of stock yard envisaged is ~1,45,000 tons (Minimum 5 days storage considering 6
MTPA Plant). Stacker cum Reclaimers (2 nos.) shall be used to stack and reclaim the material. During
emergencies, over ground reclaim hoppers are envisaged for reclaiming of ore fines from stockpile using
dumpers / pay loaders onto the stockyard conveyor.
5.2.2.3 ORE HANDLING SYSTEM
Series of belt conveyors along with all accessories and associated system of 1800 TPH capacity is
designed to cater the material requirement for 6MTPA beneficiation plant.
The material handling system is designed to directly feed material from stockyard / from pipe conveyor /
from truck unloading station to the storage bins. Storage bins for each line have been envisaged to meet
the blending requirements and further integration with grinding system.
5.2.2.4 FILTER CAKE HANDLING AND STORAGE
Dewatered filter cake from the outlet of filter press system is collected by individual belt feeders below
each filter press. The belt feeders then transfer the material to a common collecting belt conveyor which
further discharges the material to form a conical stockpile. Further by using payloaders / dumpers,
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 26
Page 27 12/29/2022 - 27
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
dewatered filter cake is transferred to the open tailing storage yard. The storage yard shall be designed
considering suitable approach roads, drains and retaining walls all around the stockpile.
5.2.2.4 MANUAL RAILWAY WAGON LOADING SYSTEM
The wagon loading system has been planned considering 3,828 ton material per rake of 58 wagons and
each wagon carrying 66 ton of material.
However, considering one and half hour shunting time is provided per rake. The system has been
planned in such a way that the trucks shall transport the lump ore from mines head to the raft at railway
siding for wagon loading. The lump ore shall be loaded through payloaders (hired for contract) to the
railway wagons. All the 58 wagons of rake shall be loaded continuously and during the shunting time.
5.2.3 GRINDING & DESLIMING PLANT
5.2.3.1 GRINDING &DESLIMING UNIT – PHASE#1
The phase#1 is for setting up 6MTPA production grinding & desliming unit in a process line. The unit is
designed based on 12% rejects in the feed and considered that high grade ore shall generate on
Desliming and liberating the ROM, which is directly suitable for pellet plant. The iron ore fines of (-)10
mm size produced at mines shall be transported through conveyor to proportionating bins from the
storage yard for producing iron ore concentrate slurry.
The Grinding & desliming circuit is designed for 12% rejects/tailings from the circuit using desliming
cyclone of cut point 25 micron. Following are the major equipment introduced during phase#1 for the
grinding and desliming purpose,
Iron ore storage Bins
Classifying screens
Spiral/Screw Classifiers
Drum scrubber
Desliming cyclone
Ball Mills
Hydro cyclone
Concentrate thickener
Tailing thickener
Tailing Handling system - Filter Press & dry cake storage for Limited period of storage
Iron ore (-10mm) shall be directly fed to Drum scrubber for scrubbing and thereupon to the screen to
separate 1 mm size material. Undersize (-1.0mm) of screened material shall be fed to spiral classifier to
150 microns (µm) cut. Overflow of spiral classifier shall be pumped to set of Desliming cyclones for
classifying at 25 micron size. The underflow of the desliming clusters shall be reported to either to
concentrate thickener or to the secondary ball mill discharge tank. Whereas under flow -1+0.15mm size
from spiral classifier shall be fed to primary grinding mill discharge sump for further grinding and
classification.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 27
Page 28 12/29/2022 - 28
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
The oversize of the vibrating screen of size (+) 1 mm would be ground to -0.5 mm (d80) in a primary ball
mill. The ground product is sent to primary ball mill discharge tank and the primary ball mill discharge is
sent to classifying cyclone.
The feed to secondary ball mill shall be from cyclone under flow. The grounded material from secondary
ball mill shall be pumped to Hydro cyclone for separation at d100 as 150 micron and -150 micron
material directly reports to concentrate thickener. And +150 micron from Hydro cyclone is sent to
secondary ball mill for regrinding. The secondary Ball Mill operates in reverse close circuit with Hydro
cyclone. The overflow of the hydro cyclones of -150micron shall be treated in a concentrate thickener to
increase the pulp density and to make the feed amenable for slurry transportation through pipeline.
The overflow obtained from deslimed cyclone would be partially dewatered in a tailing thickener. The
Dalki/Thakurani shall be accessible for dry tailing management as well as wet tailing management. In
case of dry tailing management, dewatering in thickener is followed by final dewatering in a Filter press.
The filter press would be located inside the plant boundary and the cake produced by filter press shall
be stacked in the tailing storage area. The clarified water obtained as overflow from the concentrate
thickener, tailing thickener and filter press would be collected in a tank and sent to the plant as process
water after treatment.
In case of Wet tailing management the tailing thickener underflow shall have a slurry pipeline and
pumping facilities to pump the slurry to Thakurani mines head in the exhausted mine pits.
5.2.3.2 PHASE#2-PHASE#1+BENEFICIATION FACILITIES
In phase-2 in addition to the Phase#1 (6MTPA) based on test results provided by AM/NS the
beneficiation Equipment shall be installed in the space provision left for beneficiation in phase#1.
It is envisaged to install the equipment for Beneficiation operation based on the grade availability. The
major equipment and auxiliary equipment in grinding and desliming operation are already designed and
selected based on beneficiation requirement with maximum of 30% rejects in the iron ore. The
mineralogical and beneficiation studies are continuing and after pilot scale project compatibility the
same will be planned. Depending upon the quality of feed material beneficiation plant circuit shall be
designed and updated
Plant Capacity:
Based on the 30 % rejects and 6MTPA production the feed capacity of plant shall be 1085TPH.To
produce this concentrate of 6MTPA, the feed to beneficiation shall be worked after pilot scale testing of
raw material.
5.2.2.3 SLURRY TRANSPORTATION UNIT
As granulometry of the pellet feed is in very fine range, pipeline offers an alternative option for
transportation of the same in slurry form using a pipeline in lieu of railway transport. In this case, the
ore would be ground to the desired size at mines head, then slurry to requisite density, pumped along
NH & other state highway.
The thickened slurry at Approx. >62% Fe obtained as underflow from the concentrate thickeners would
be stored in slurry holding tanks. Each tank would be equipped with agitators to keep the solids in
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 28
Page 29 12/29/2022 - 29
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
suspension. The slurry from the holding tanks would be transported to plant by pumps and slurry
pipeline.
The major aspects taken into considerations are:
Solids particle size distribution. and specific gravity
Slurry concentration
Safe minimum operating velocities.
Frictional pressure losses.
Hydraulic gradient with relationship to the ground profile.
No. of pump stations and location.
Corrosion/ erosion allowances
The system design includes a pump station near the mine site with slurry pumps, tanks and a slurry
pipeline.
5.3 DESIGN BASIS
5.3.1 PLANT SELECTION
Phase#1 Phase#2
Data for
Description# Unit Data for Grinding Data for Remarks
Grinding & Beneficiation
Desliming
Plant Feed MTPA 6 6.82 8.61
Mineral Rejects % 0% 12% 30% Beneficiation is purely a
consideration. Actual data
Fines (-10 mm) % 100% 100% 100% will be provided only after
Line size / Plant testing of material
MTPA 6.0 6.0 6.0
capacity
Note: - This report is prepared considering phase#1 grinding and desliming unit and keeping the space
provision for Beneficiation facilities in phase#2. The capacity consideration of equipment is taken at
grinding and desliming phases for beneficiation considering 30% rejects.
5.3.2 RAW MATERIAL HANDLING SYSTEM (DOWNHILL CONVEYOR & MATERIAL HANDLING
SYSTEM AT GRINDING PLANT)
Sl. No Description Unit Data Remarks
1 Top size feeding to plant mm (-)10
Downhill Pipe Conveyor 7.99 Considering 30% rejects
Truck Unloading Station + Conveying losses
4.65
at Grinding plant
Please refer note
2 Capacity MTPA
mentioned in
Material handling
8.61 clause#5.2.2.1 regarding
system at grinding plant
higher capacity of MH
System
3 Bulk density T/cu.m 3.0
3 Working hours/year hours/year 330
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 29
Page 30 12/29/2022 - 30
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Sl. No Description Unit Data Remarks
4 Working hours per day hours/day 16
5.3.3 FILTER CAKE HANDLING SYSTEM
S. No Description Unit Data Remarks
1 Rated capacity TPH 103 TPH
120% of Rated
2 Design Capacity %
capacity
3 Bulk density t/m3 2.7
4 Working days per year days/year 330
5 Working hours per day hours/day 24
5.3.4 GRINDING UNIT
Average
Sl. No Description Unit Remarks
Data
A Plant Feed -Iron ore
1 Fe % +60%
2 SiO2 % 3-4.0
3 Al2O3 % 2-3.0
4 LOI 2-3.0
B Concentrate
1 Fe % +63%
2 SiO2 % 3-4.0
3 Al2O3 % 2-3.0
4 LOI % 2-3.0
C Material Specification
1 Top size – for grinding mm 10
2 Specific gravity of solid 4.0
3 Bulk Density ton/m3 2.7
4 Moisture content % 8%
D Plant working data
1 Plant Capacity MTPA 6.0
2 Working hours/year hours/year 7920 330 days /year
3 Working hours per day hours/day 24
4 Feed for the plant TPH 758
5.3.5 DESLIMING UNIT
Average
Sl. No Description Unit Remarks
Data
A Plant Feed -Iron ore
1 Fe % +60%
2 SiO2 % 3-4.0
3 Al2O3 % 3-4.0
4 LOI 4-5.0
B Concentrate
1 Fe % +63%
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 30
Page 31 12/29/2022 - 31
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Average
Sl. No Description Unit Remarks
Data
2 SiO2 % 3-4.0
3 Al2O3 % 2-3.0
4 LOI % 2-3.0
C Material Specification
1 Top size – for grinding mm 10
2 Specific gravity of solid 4.0
3 Bulk Density t/m3 2.7
4 Moisture content % 8%
D Plant working data
1 Plant Capacity MTPA 6
2 Working hours/year hours/year 7920 330 days /year
3 Working hours per day hours/day 24
5 Feed each line TPH 861
5.3.6 SLURRY TRANSPORTATION UNIT
Sl. No Description Unit Data Remarks
Slurry pipeline is
1 Throughput to the system (Solids) TPH 1653 designed for
12MTPA
2 Throughput to the system (Slurry) m3/hour 2623.6
3 Slurry concentration % w/w 63%
4 Number of working hours per year hours/year 7260 330 days /year
5 Working hours per day hours/day 22
+100 – 15%; -
6 Design Grind (Tyler Mesh)
325 – 85%
7 Design Life Years 25
The route survey
8 Pipeline length Km 40 was carried out by
AM/NS
5.3.7 EQUIPMENT SELECTION BASIS
Sl. No Description Rejects Feed to plant Plant Operation
1 Grinding 0% 758 18 hours/day
2 Desliming 12% 861 20hours/day
3 Beneficiation (Assumption) 30% 1085 24hours/day
5.3.7.1 FILTER PRESS – DRY TAILING MANAGEMENT
Sl. No Description Unit Data Remarks
1 Capacity tph (solid) ~50(each)
2 Total Cycle time min 14(Pressing time)
3 Working hours hr/day 24
4 Working days Days/year 330
5 Cake Moisture % <25% Target <20%
6 No of cycles per hr No 2
7 Operating pressure bar 16
8 filtration area m2 696/1034
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 31
Page 32
-
12/29/2022 - 32
CHAPTER #6 Project: TEFR for 6MTPA iron ore slurry
TECHNOLOGICAL
Transportation System FACILITIES
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Document No:
AMDEC/AMIPL/221006/R/BN/02/005
9 No of chambers No 74/110
10 Cake thickness approx. mm 17
5. TECHNOLOGICAL FACILITIES
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 32
Page 33 12/29/2022 - 33
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
6.1 IRON ORE TRANSPORTATION FROM MINES TO PROPOSED PLANT
It is proposed to transport the iron ore fines from mines head to grinding & desliming plant through a
downhill pipe conveyor. During normal operation, pipe conveyor shall be used for transportation of the
material. However, an additional truck unloading system at grinding plant shall also be kept as an
alternative in case material is to be transported by means of trucks.
6.2 RAW MATERIAL HANDLING FACILITIES AT GRINDING & DESLIMING PLANT
Some of the major units / facilities considered are as follows:
Ore handling system including transfer houses along with all accessories and associated system
Ore stockyard for ~1,45,000 T capacity
Storage yard equipment (Stockyard conveyor, Stacker cum reclaimer)
Truck unloading station (4.65 MTPA capacity)
Filter cake handling system including transfer house along with accessories & associated system
Filter cake open storage yard
Following material handling routes are envisaged for handling of ore fines/ filter cake within the grinding
plant,
Downhill pipe conveyor Storage yard / Proportioning bin
Truck unloading station Storage yard / Proportioning bin
Storage yard Proportionating bin
Filter press Filter cake temporary pile
6.3 GRINDING & DESLIMING PLANT FACILITIES
It is expected to build 6MTPA line in for grinding and Desliming system in phase#1 and beneficiation
equipment shall be installed during phase#2. Almost all the building & infrastructure shall be built
during phase#1 only.
It is proposed to have a single line for the grinding and desliming system. The process line shall have
three (3) Bin & can store material for 4 hours operation. Capacity of each bin is 1450 ton. The Bins shall
be filled with the help of the help of tripper conveyor / Shuttle Conveyor.
The process line shall have three (3) belt weigh feeders provided below to each bin. Operating capacity
of each belt weigh feeder is 551 TPH. By increasing the design capacity of the downstream equipment
from the feeder in the bin building, such that two individual lines can accommodate the plant
requirement in case of maintenance.
The Scrubbers are directly connected to the Screens to classify the material at 1mm cut size. There shall
be one screen in the underneath of each scrubber of capacity 400TPh. The Underflow of the classifying
screen shall be pumped/ through launder sent to 2 number of spiral classifiers for 6MTPA and rated
capacity of each unit is 200 TPH. Overflow of the classifier shall be sent to a set desliming cyclone cluster
of cut 25 micron. The overflow of the desliming cyclones shall be sent to Tailing thickener of 330 TPH. It
is envisaged to put all the equipment mentioned above in one common building.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 33
Page 34 12/29/2022 - 34
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Overflow of the classifying screen#1/banana screen shall be fed to the primary grinding and secondary
mills of approx. (5.0 m Shell dia x 9.0 m long [flange to flange]) to reduce the particle size to 150 micron
as D100. The Secondary Grinding system shall be in closed circuit with classifying Hydrocyclone. One (1)
No. of Primary ball mill and Two (2) Nos. of secondary mills each of capacity 561 TPH and 434 TPH
respectively shall be envisaged for Phase#1. Grinding systems are housed in a common grinding and
beneficiation building. Facilities two sets of classifying hydro cyclone, etc. considered for each process
line and are housed in the same building.
The overflow from the cyclone is fed to concentrate thickeners. The under flow from the concentrate
thickener is pumped to slurry storage tanks and from there it is pumped through pipeline.
In addition to the grinding system and classifying cyclones all the beneficiation facilities as per
requirement after the detailed studies shall be envisaged in the same building.
One E.O.T crane of capacity 60 /10 t has been envisaged in grinding bay. Also, one crane each of 10ton
crane is envisaged in screening & hydro-cyclone bay.
The tailings from the thickener underflow shall be treated with Dry tailing management facilities. Also,
complete system of dry tailing management which includes tailing concentrate, tailing storage tank,
filter press ~50tph capacity each, conveyor to transport dry filter cake after filtration to storage yard
shall be envisaged. One EOT crane of 10 ton is considered for the filtration building.
The Layout of Beneficiation Plant has been shown in drawing no. AMDEC/221006/00/1/0/GL-001, Rev 0.
Major units/facilities to be provided within the battery limits of the grinding & desliming Plant are as under:
Stockpile for storage of iron ore fines (1,45,000 T Capacity Storage)
Iron ore bin building - Silos, Conveyors, Vibro feeders, Drum scrubbers, Desliming cyclones and
aluminum sheeting covered building.
Iron ore grinding and beneficiation building – Structural steel building accommodating Ball Mills,
Hydro-Cyclones, Screens, other beneficiation equipment etc.
For the decantation of the Slurry – Concentrate Thickener and Tailing Thickener tanks, pumps
and pump house etc.
Flocculant preparation and dosing system.
The plant piping involves rubber lining
Dry tailing management –Filter press, slurry holding tank, dry stacking area
Wet tailing management
Instrumentation works for piping and in grinding & desliming units. Distributed Control System
(DCS) for automated control over the process parameters.
Compressed air facilities.
110 kVA substation works.
Power supply and distribution, illumination, water storage and distribution, telecommunication,
fire detection and protection, drainage, boundary wall and other utilities.
Laboratory facilities
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 34
Page 35 12/29/2022 - 35
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 35
CHAPTER #7
LOCATION & GENERAL LAYOUT
Page 36 12/29/2022 - 36
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
6. PLANT LOCATION, INFRASTRUCTURE AND GENERAL LAYOUT
7.1 MINES LOCATION
The Thakurani mines area is bounded by Latitude 22° 06' 16.938" to 22° 07' 41.462 "N and Longitude 85°
25' 32.274" to 85° 26' 40.517"E.
Nearest communication Location Distance(KM)
Tehsil/District Barbil-Keonjhar -
Nearest village Karakhendara, Soya Bali, Dalki, Thakurani ~4-10
Nearest Railway station Barajamda Railway station, 4.9Km ~5.0
Nearest Airstrip Barbil-Tonto Air strip, 8.2 Km ~9.0
Nearest Airport Veer surendra sai Airport ,Jharsuguda ~230
National Highway NH-520, ~15.0
7.2 PROJECT LOCATION
The contour and land profile shown below is for the proposed plant facilities for grinding & desliming unit at
Dalki/Thakurani.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 36
Page 37 12/29/2022 - 37
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Boundary Color Description Area
Yellow Available Freehold Land 5.253 acre
Green Govt. Leased Land 48.224 acre
Pink Govt. Land Applied for Transfer 78.146 acre
Total Land ~131 acre
7.3 TERRAIN AND LAND
The highest contour within the proposed area is 496 m MSL, which is along the south eastern portion of
the lease area while the lowest contour being 475 m a MSL near the North Western Boundary.
Total area available for the proposed grinding & desliming unit is ~131 acres.
7.4 POWER
Power required for the new Coal Washery is proposed to be obtained from existing washery
plant. Total demand of new coal washery will be 19.33 MVA (without wagon Tippler), 20 MVA
(with wagon Tippler). Following two alternatives are envisaged for obtaining power from existing
coal washery plant.
Alternative-1
Power will be obtained from 6kV switchboard of existing plant (By revamping 2nos VCB
feeders) at Vastochanaya Kazakhstan.
Alternative-2
Taking tapping from 110 kV transmission line which is supplying existing coal washery plant and
setting up new 110/6.3 kV dedicated substation for new coal washery plant. However, further
investigation needs to be done for finalization of tapping point at existing 110 kV line.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 37
Page 38 12/29/2022 - 38
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
7.5 WATER
For grinding and desliming unit, average make-up water consumption shall be in the tune of 650 m3/hr.
Additionally 70 m3/hr. water consumption has been envisaged for future process improvement
considering low grade iron ore and expansion. Therefore, total 720 m3/hr make-up water requirement
has been envisaged.
7.6 GENERAL LAYOUT
The general lay out of the proposed plant has been developed keeping view the following factors.
Road / port approach to the plant
Smooth and uninterrupted flow of materials in accordance with the technological requirements
Safety clearance and statutory provisions
Provision for future forward integration and expansion
Adequate green belt all-round the plant
Total area available for the proposed grinding & desliming unit is 131 acres. The water reservoir and
pump house occupy ~4.3 acres. Approximately 7.5 acres of land has been kept for the existing railway
siding. The rest of the area will be utilized for the location of the technological units and provision for
future expansion is kept.
Location of the various units in the grinding & desliming plant is basically decided depending on the
material flow. Stock piling of fines (1,45,000 T capacity storage) shall be done. The iron ore fines from
the stockpile is reclaimed through a reclaimer. The slurry transportation system is located near the
southern part of the land. The beneficiation building is located towards north-west of the slurry
transportation system. The slime and tailing thickeners and concentrate thickeners are located near
beneficiation building. The General Layout indicating the total facilities of the proposed plant is shown in
drawing no. AMDEC/221006/00/1/0/GL-001, Rev 0
The slurry tanks are located near the main line pumping station. Water reservoir is located on the
South-Eastern part of the area.
Road network has been provided to give approach to all units and also to provide access to fire engine in
case of fire.
The proposed plant & slurry pipeline pump house area is categorized as a light hazard area. A fire
hydrant network is envisaged for the main plant area. Also, portable fire extinguishers of suitable types
will be provided in all the units according to norms.
7.7 AREA BREAKUP
Major break-up of area required for the facilities under proposed project
Table 7.1: Area Breakup for facilities under proposed project
Sl. No Description Unit Area Remarks
1 Grinding & desliming Unit Acres 130.94
2 Plant area Acres ~ 87 Including Phase#2 Provision
4 Green belt Acres ~ 44 ~33.33% of Total Land
7.8 SLURRY PIPELINE
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 38
Page 39 12/29/2022 - 39
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Slurry Pipeline will have total length of ~40 Km. Right-off way for 40km X 10 m has to be taken across
the route. Slurry Pump station has been considered with-in grinding and desliming unit for 24 hours
operation.
7.9 WATER PIPELINE
Water Pipeline will have total length of ~40 Km. Right-off way for 40km X 10 m has to be taken across
the route.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 39
CHAPTER #8
SERVICES FACILITIES
Page 40 12/29/2022 - 40
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 40
Page 41 12/29/2022 - 41
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
7. SERVICES FACILITIES
Services for New Coal washery Plant are as below
8.1 ELECTRICAL
8.1.1 POWER REQUIREMENT AND SOURCE OF POWER
Power required for the new Coal Washery is proposed to be obtained from existing
washery plant. Total demand of new coal washery will be 19.33 MVA (without wagon
Tippler), 20 MVA (with wagon Tippler).
Sl. Item 6MTPA New Coal washery unit 6MTPA New Coal washery unit
No (Alternative-1) (Alternative -2)
.
1.0 Maximum 19.33 MVA (Without 20MVA (with Wagon
Demand Wagon Tippler) Tippler)
Detail breakup are as Detail breakup are as
follow follow
Raw material Raw material
handling MD: 6.33 handling MD:
MVA 6.33 MVA
Coal washery Coal washery
system MD:7.5 system MD:7.5
MVA MVA
Dryer system Dryer system
MD:5.5 MVA MD:5.5 MVA
20MVA (with Wagon Existing Wagon
Tippler) Tippler system
Detail breakup are as MD:0.67MVA
follow
Raw material
handling MD: 6.33
MVA
Coal washery
system MD:7.5
MVA
Dryer system
MD:5.5 MVA
Existing Wagon
Tippler system
MD:0.67MVA
Following two alternatives are envisaged for obtaining power from existing coal
washery plant.
Alternative-1
Power will be obtained from 6kV switchboard of existing plant (By revamping 2nos VCB
feeders) at Vastochanaya Kazakhstan.
Alternative-2
Taking tapping from 110 kV transmission line which is supplying existing coal washery
plant and setting up new 110/6.3 kV dedicated substation for new coal washery plant.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 41
Page 42 12/29/2022 - 42
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
However, further investigation needs to be done for finalization of tapping point at
existing 110 kV line.
Incase new plant is supplied from existing 6 kV switchboard then while operation of
both existing coal washery & new coal washery, there will not be any redundancy at
transformer level (two X 25 MVA transformers are there in existing plant). In case of
outage of any transformer during this time, one of the washery need to be shutdown.
8.1.2 GREEN ENERGY
Further to above for catering the power demand, solar power option is also explored. Approx.
750 kW (peak) solar power can be set up on roof of the building. Total Power generation by
Solar power will be 1050 MWh/Year(approx.). This power can be synchronized at 380 V
switchboard.
Considering cost of electricity 56 Dollar/ MWh, total saving per year will be = 58,800 USD.
Sl.
Name of the Equipment for Solar system
No.
1.0 1Mx2M (approx.) Solar panel with fixing Accessories
2.0 String Inverter Panel
3.0 380 V switchgear panel
4.0 AC & DC cable with accessories
CAPEX for setting up the above solar plant will be 0.76 MUSD and Return of Investment
will be in 13 years.
8.1.3 MAJOR ELECTRICAL EQUIPMENT FOR POWER DISTRIBUTION
Sl.
Name of the Electrical Building for the Plant
No.
Old Coal washery Existing 6 KV Switchgear Building consisting of main Existing 6 kV
1.0
switchgear (Alternative-1).
2.0 New 110kV Switchyard (Alternative-2).
New MRSS 6 KV Switchgear Building consisting of main New 6 kV switchgear & Main
3.0
Control Room for New Coal Washery plant.
New Coal Washery ECR consisting of 6 kV switchgear, VVVF Drive, 6/0.4 kV
4.0
Transformers, 380 V switchgear etc.
Dryer Unit ECR consisting of 6 kV switchgear, VVVF Drive, 6/0.4 kV Transformers, 380
5.0
V switchgear etc.
Raw Material Handling System ECR consisting of 6/0.4 kV Transformers, 380 V
6.0
switchgear etc.
7.0 Bunker area MCC Room consisting of 380 V switchboards (As applicable)
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 42
Page 43 12/29/2022 - 43
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Sl.
Name of the Electrical Building for the Plant
No.
7.0 Existing WT area MCC Room consisting of 380 V switchboards
8.1.4 CATEGORY OF VOLTAGE AND CHARACTERISTICS OF PLANT LOADS
6 kV has been chosen as primary distribution and 380 V has been selected for low voltage
distribution as well as utilization voltage within various plant units. 6 kV will be selected for loads
having 185 KW and above in case of direct online starting. Motor rating above 160KW up to
315kW will be VFD operated at 380V supply. Basic power distribution scheme of the plant is
shown in the drawing attached with this report. The major consumers will be Coal Washery unit,
Dryer unit, conveyors and pumps and associated utilities & auxiliary facilities. This load will
impose more or less a steady load on the power system. The power supply system will be
designed in such a way that it will meet plant maximum demand and power factor will be greater
than 0.95, voltage and current harmonic distortion will be limited to guidelines as stipulated in
IEEE 519 2014. Fixed type capacitor bank will be connected at each section 6 kV Main
switchboard.
8.1.5 CONSTRUCTION POWER:
Construction power will be required for area lighting and welding during the phase of
construction. Total load for construction power during construction works has been estimated as
approx. 500 KW. Construction power will be taken at 380 V from existing coal washery plant.
8.2 INSTRUMENTATION, AUTOMATION AND COMMUNICATION
8.2.1 INSTRUMENTATION
The Instrumentation, Automation and Communication system shall cater the requirement for the
complete expansion of Iron Ore Beneficiation Plant proposed at Dalki/Thakurani, that includes, not
limited to the following sub-units –
Downhill Pipe Conveyor
Truck Unloading system, includes
o Truck Unloading Station
o Underground Hopper
o Stacker cum Reclaimer Equipment
o Conveyors
Raw Material Handling System, that mainly includes
o Conveyors
o Belt scale
o Proportioning Bins /Bunkers
Main Process Section, that mainly includes
o Storage Bins
o Vibrating Screen, Screw Classifier,
o Dewatering Screen
o Primary & Secondary Ball Mill,
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 43
Page 44 12/29/2022 - 44
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
o Hydro cyclone
o Rotary Screen
o Separator
o Thickener etc.
Pumping station, that mainly includes
o Fresh Water Reservoir
o Fresh Water Pumps
o Water Distribution Piping and Equipment
o Cooling Tower
MAJOR INSTRUMENT CONSIDERED
Major measurements for the complete project are indicated below, not limited to the following:
Truck Positioning Limit Switch
Hopper Level Switch
Weigh Feeder
Conveyor safety Switch (Zero Speed Switch, Belt Sway Switch, Pull cord Switch, Gravity Switch)
Conveyor Chute Jamming Switch
Encoder as per application
Belt Scale
Proportioning Bin Level Transmitter
Proportioning Bin Level Switch
Proportioning Bin Weighing system
Storage Bin Level measurement
Storage Bin Level Switch
Fresh Water Flow, Pressure and Temperature Measurement.
On Board Instrument for Primary and Secondary Ball Mill
Flow, Pressure and Temperature Measurement of Slurry
Slurry Density Measurement
Winding and Bearing Temperature Measurement of Slurry Pump
Bearing Vibration Measurement of Slurry Pump
Slurry Pump Discharge Pressure Gauge / Pressure Switch
Slurry Pump Common Discharge Pressure Transmitter
Level Switch at Hydro Cyclone
Torque Switch/ Meter at Thickener
Thickener Bed Level
Fresh Water Reservoir Level Transmitter
Fresher Water Reservoir Level Switch
pH, Conductivity Measurement
Cooling Tower Gearbox Vibration measurement
Cooling Tower Gearbox Oil Level measurement
Fresh water Pump discharge header Pressure measurement.
Fresh water common header flow, Pressure and temperature measurement
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 44
Page 45 12/29/2022 - 45
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Limit switches
Pneumatic ON-OFF Valve as per application
Pneumatic Control Valve as per application
Motor operated ON-OFF Valve as per application
Pressure, Flow and Temperature measurement for Water & Utility at take over point
Position switch, either through proximity or mechanical limit switch as per application.
End position switches for Valves
8.2.2 AUTOMATION
The Automation system will comprise of Level-1 and Level -2 Automation system, integrated to meet the
requirement for the system. Client -Server based architecture over Ethernet TCP /IP network complying
IEEE 802.3 has been adopted for the Entire plant.
The Level-1 system has been distributed in following areas –
Water Pump House
Slurry Pump House (includes the Primary and Secondary Ball Mill Area)
Raw Material Handling system
On board PLC for Stacker cum Reclaimer
Filter Press
Sewage Treatment Plant
Hot Redundant PLC /DCS Considered for the following Unit –
At Raw Material Handling System (with Dedicated RIO at Truck Unloading Station)
At Water Pump House,
Process Unit (including Mill, Scrubber, Hydro cyclone, Slurry Pump House, Thickener etc.)
At Substation
Hot Redundancy shall be considered at CPU Level, Power supply Module and Communication Module.
Centralised Control System concept has been adopted. Centralised ECR will be considered at Grinding
cum Beneficiation building. Physical Redundant Level -1 Server, Operator Station, Engineering Station
shall be placed at centralised control Room. Remote IO unit has been considered at different locations.
Level -2 system server and other peripheral will be installed in Centralized ECR (i.e. ECR for Slurry Pump
House System). Level -2 system intends to perform the following application –
Predictive Maintenance
Asset Management System
Log report generation
Consumption Monitoring for Water, Utility and Energy
Interfacing with SAP system (to be implemented in future)
Interfacing with Laboratory System
Remote viewing facility through Web client or API
Level -2 system comprises of Application Server, Data base Server and Web Server. Microsoft SQL or
ORACLE RDMS shall be used. The required data /parameter shall be configured in Web server and will
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 45
Page 46 12/29/2022 - 46
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
be store in Web cloud (Real time data), which may be fetched though Laptop or Mobile over Web client
application.
Industry-4.0 compliance along with for future data archiving as well as remote maintenance/Assistance.
In this FR, Cloud computing (IIoT) has been kept. All process data, sensors data, Set points and
production parameters will be kept in Cloud computing system, from where data can be accessed
remotely using Smart devices.
All the Automation hardware including PLC, RIO component, Central processing unit (CPU), power
supply unit (PSU), and communication processors (CP), Network Switch, HMI, Programming unit etc will
be selected such a condition that Long term service availability (at least 10 years) for Hardware &
Software shall be provided by manufacturer to ensure maximum system availability
8.2.3 PLANT COMMUNICATION SYSTEM
To provide reliable and quick communication in various plant units, it is proposed to provide the
following communication facilities.
One Electronic Private Automatic Branch Telephone Exchange (EPABX) along with necessary cable
network will be provided to cater to the requirements of telephones in various shops and buildings
of as well as for external communication beyond the plant boundary. The EPABX will be connected
to external network.
Independent loudspeaker intercommunication system will be provided for making announcements,
issuing instructions and also for conversation amongst operation and maintenance personnel.
Closed Circuit Television (CCTV) will be provided in various shops to ensure supervision of critical
operating areas from control rooms.
PLANT WIDE INTERNET/ INTRANET FACILITY
Internet/intranet facility will be provided throughout the plant area including office building, main office
etc. along with converge network system (part of Automation system)
FIRE DETECTION AND ALARM (FDA) SYSTEM
The FDA system shall consist of minimum following equipment: Smoke detectors, Heat detectors, and
Multi criteria detectors combination of rate of rise heat detector & photo electric smoke detector,
Response Indicator, other types of detectors as per the design criteria.
MAIN FIRE ALARM PANEL (MFAP), Fire Alarm Control Panel (FACP) along with accessories to integrate
with the firefighting system for automatic actuation.
Break glass type microprocessor based addressable manual call points with chain & hammer. Audio-
Visual Alarm and Hooters/ Siren and other Accessories, Entry /Exit Display, Transponders/ Interface
Modules.
Response indicators where required for above false ceiling detectors & normally closed rooms Power
supply Distribution Box. For power supply UPS and UPS distribution board shall be employed.
8.3 WATER SUPPLY FACILITY
Water will be required for cooling of equipment, wet grinding system, slurry transportation, equipment
sealing, batching, flushing of the slurry pipeline.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 46
Page 47 12/29/2022 - 47
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Water supply facilities include:
- Return water reservoir.
- Water treatment facilities as required.
- Sedimentation pond and Process water supply system within the plant boundary.
- Firefighting system consisting of hydrant network and portable fire extinguishers.
- Drinking water treatment plant and its distribution facilities
- Sewage water collection and treatment system.
- Dust suppression system
- Rainwater harvesting system
MAKE-UP WATER REQUIREMENT (1x6 MTPA@12% REJECT)
Sl. No. Consumers m3/hr
1 Process loss 420
2 Sealing 90
3 Other losses 140
TOTAL 650
Note:
1) Process loss estimated considering recovery of water from Filter Press.
2) Process loss has been calculated considering cycle time of 44 hours.
3) The make-up water requirement has been estimated for 6MTPA grinding and desliming circuit
only. Additional make-up water shall be required to cater to the future process improvement
considering low grade iron ore and expansion for that additional 70 m3/hr water need to be
sourced in future.
The Process Flow Diagram (Drawing No: AMDEC/221006/02/1/13/UL-002, Rev 2) shows the overall
water balance, make up water requirement and the facilities involved in the water system.
8.3.1 EXTERNAL WATER SYSTEM
The total make-up water requirement for the proposed Grinding & Desliming unit is 650 m3/hr. Return
water shall be made available by AMNS at the battery limit of the proposed project at Thakurani. The
return water shall be considered as the primary source and due to the non-consistency of water
availability from Karo river, it is considered as secondary source. This alternative needs to be further
explored in details.
8.3.2 IN PLANT WATER SYSTEM
8.3.2.1 RETURN WATER CIRCUIT:
The incoming return water (as make-up) shall be filtered in dedicated auto-backwash strainers and
collected in a return water reservoir from which the make-up water shall be pumped by one group of
general service pumps to cooling tower basin of indirect cooling water circuit, softening plant, fire water
reservoir and dust suppression system. Apart from this, make up water shall also be pumped to meet
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 47
Page 48 12/29/2022 - 48
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
the sealing water requirements of the plant by a separate pump group. These two groups of pumps and
one auto-backwash strainers shall be housed in the return water pump house.
8.3.2.2 PROCESS WATER CIRCUIT
The iron ore fines containing water overflowing from both the concentrate as well as tailing thickeners
shall be discharged to a sedimentation pond (2 compartments) for solid settlement. The supernatant
liquid overflowing from the sedimentation pond shall return back to the process water reservoir. The
underflow slurry from the concentrate thickener shall be transported through slurry pipeline. Water in
the iron ore slurry shall be the shortfall in the overall slurry circuit. This shortfall is compensated by the
addition of make-up water to the process water reservoir from the return water reservoir for further
distribution to the process consumers like drum scrubber, screen, primary ball mill, secondary ball mill,
pump boxes of hydro-cyclones, spiral classifier, desliming cyclone etc. by the process water supply pump
group. Refer the Process Flow Diagram (Drawing No: AMDEC/221006/02/1/13/UL-002, Rev 2) for
details.
Another pump group has been considered dedicated for batching process. Batching process shall be
performed as and when required.
8.3.2.3 CLOSED LOOP AND INDIRECT COOLING WATER CIRCUIT
A closed loop cooling circuit by soft water shall be considered for the Ball Mill cooling, bearing cooling
etc. which in turn shall be cooled in a plate type heat exchanger by a secondary indirect cooling water
circuit. The indirect cooling water shall be further cooled in a cooling tower and pumped back to the
recirculation system. A part of the indirect cooling water shall be used for cooling of the slurry
transportation pumps, air conditioning etc. Any loss in the primary circuit of closed loop cooling shall be
topped up by the soft water generated from the Softening Plant. Losses in the indirect cooling water
circuit shall be compensated by the addition of make-up water which is pumped from return water
reservoir. Blow down from the indirect cooling water circuit shall be routed back to the sedimentation
pond.
8.3.1 DUST SUPPRESSION SYSTEM
Dry fog dust suppression system is envisaged for all the transfer points and plain water dust suppression
for the truck unloading section and the stockyard.
General service pumps shall supply the make-up water from the return water reservoir to the tank of
dry fog as well as plain water dust suppression system.
8.3.2 DRINKING WATER SYSTEM
The drinking water system considered with an estimated drinking water requirement of 10 m3/hr.
(considering 550 persons@120 liter per person per day). This system shall meet potable water
requirements of (i) plant personnel for drinking and sanitary purposes, (ii) laboratories and (iii) other
miscellaneous users in the plant.
The drinking water system will comprise of sand filters, chlorinators, pumps, on-ground storage tanks
and overhead tank. Water from the bore hole shall be pumped by boring pump to the sand filters for
removal of the suspended solids and then shall be chlorinated for necessary disinfection to convert it
into potable water which shall then be stored in an on-ground drinking water storage tank. It shall then
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 48
Page 49 12/29/2022 - 49
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
be pumped by drinking water pumps to an overhead drinking water tank which shall then be supplied to
the main process building, office, canteen, first aid stations, laboratory etc.
8.3.3 FIRE-FIGHTING WATER SYSTEM
The arrangement for the plant fire-fighting water system shall be in accordance with the statutory
requirement as listed in Tariff Advisory Committee (TAC).
The proposed grinding & de-sliming plant is categorized as a ‘light hazard area’. To cater the fire water
requirement a fire hydrant network is envisaged for the main plant area & necessary spray system as
required. Also, portable fire extinguishers of suitable types will be provided in all the units according to
norms.
The water based fire-fighting system consists of fire water reservoir, fire water distribution network for
fire hydrant system (including external hydrant, internal hydrant, riser pipe, water monitor, hosebox and
other accessories), fire water distribution network for spray system (including deluge system, sprayers,
sprinklers etc.) for the proposed site area. Make up water shall be fed to fire water reservoir for filling.
The One (1) No. fire water main pump shall be electrically operated and one (1) No. pump shall be diesel
engine driven. The fire-fighting water network shall be maintained in charged and pressurized condition.
For this purpose, separate one (1) No. working and one (1) No. standby Jockey Pumps shall be
considered. The fire water main pumps shall automatically come into operation in the event of drop in
line pressure, based on the pressure sensing devices.
8.3.4 SEWAGE TREATMENT PLANT
The faecal sewerage network of the plant shall receive effluent from the administrative building, canteen
and toilets of various units, office building, laboratory etc. located in different areas of the Plant. The
sewage from the Plant shall be led to a sewage treatment plant located within the plant premises. The
sewage treatment plant of 55 KLD capacity is considered.
8.3.5 RAINWATER HARVESTING
Collection of rain water from the proposed plant area shall be routed to the rainwater harvesting pond. As
required, the collected water shall be sent to the return water reservoir.
8.4 VENTILATION & AIR-CONDITIONING
8.4.1 Ventilation System:
Pressurized ventilation system (push pull type) for cable vaults/cable caller, pump houses, compressor
house and exhaust ventilation for battery room, DG and transformer rooms shall be considered. Tube axial
flow supply fan along with intake louver, filter, cowl, bird screen, connection piece etc. shall be considered
to supply fresh air. Tube axial flow exhaust fan along with cowl, bird screen, connection piece etc. shall be
considered for air exhaust. Bifurcated type exhaust fan shall be provided with cowl and bird screen for the
battery rooms.
For toilet, pantry, wash room, rest room, propeller type exhaust fan shall be provided.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 49
Page 50 12/29/2022 - 50
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Ventilation shall be provided for “truck un-loading station”. Supply shall be carried out with centrifugal fan
along with ductwork. Exhaust will be through tube centrifugal fan along with ductworks, as required. Fans
will be located inside the room.
The ventilation air quantity shall be selected either to maintain room inside temperature of 5 0C over
outside ambient temperature or to have 15 air changes per hour in the ventilated areas, whichever is
higher. However, for toilet blocks, small rooms, tunnel ventilation system shall be designed on the basis of
minimum fifteen (15) air change per hour only.
The noise level of ventilation systems shall be maintained below 85 d (BA) at a distance of one (1) meter
from source of noise.
Fire damper shall be provided within the duct where it crosses any wall/floor/roof. The same will be fusible
link type having a fire rating of 1½ hours. The fusible link shall melt at a temperature of 74°C as per NFPA.
Each ventilation systems shall have provision for interlocked with Fire detection panels, so that in case of
fire, the respective units are tripped automatically.
Natural ventilation shall be considered for the junction houses and structural buildings through louvers.
Turbo ventilators, if required shall be provided in the warehouses/structural buildings.
8.4.2 Air conditioning system:
Water cooled package type air conditioning system (PAC) shall be provided to MCC/Switchgear rooms,
control room, drive room, PLC room, Automation room of ECR buildings. ICW shall be provided from
centralized cooling tower for each PAC unit. Air conditioning system shall be designed to maintain design
room inside condition of 23°C ± 2°C and relative humidity of 55% ± 5% for control room, PLC room and
Automation room. Room inside condition for MCC/Switchgear rooms, drive rooms shall be maintain 28
deg.C and relative humidity of 55% ± 5%.
Dedicated one stand-by package AC shall be considered for the premises to be air conditioned for dedicated
room for inside conditioning for each ECR building. Dedicated PAC room shall be provided in the ECR
building for installation of PAC’s.
Air cooled PAC units may also to be considered for small ECR buildings where laying of ICW pipe cost will be
higher compare to water cooled PAC unit.
For small office/meeting rooms located at ECR building and remote/isolated where round the clock air
conditioning is not required, split type air conditioner shall be considered. Temperature of the room shall be
maintained below 25 °C with no control of RH. Following design ambient condition shall be followed for
designing air conditioning system.
9
Table 8.04: Design Data for AC and Ventilation system
SUMMER MONSOON WINTER
Dry bulb temp., deg. C 42 32.2 10
Wet bulb temp., deg. C 25.5 28.9 7.8
10
Only environment friendly refrigerant shall be used for AC system (R410 A / R407 C).
11
Ductwork (supply and return (if required)) shall be provided in the conditioned space along with thermal
and acoustic insulation. Ducting material shall be galvanized plain sheet as per IS: 277, Class-VIII. Entire duct
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 50
Page 51 12/29/2022 - 51
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
shall be thermally insulated. The thermal insulation material will be closed cell nitrile rubber/polyurethane
foam with density of min. 40±2 kg/m3 and having thickness of 13 mm in conditioned space, 25 mm
thickness in unconditioned space. Pan humidifier and the duct mounted strip heater shall be provided to
control room inside humidity and temperature.
The noise level of PAC units shall not exceed 85 d(BA) at a distance of one (1) meter from source of noise.
Noise level inside the conditioned space shall be below 65 d(BA).
Fire damper shall be provided within the duct where it crosses any wall/floor/roof. The same will be fusible l
ink type having a fire rating of 1½ hours. The fusible link shall melt at a temperature of 74°C as per NFPA.
Each AC systems shall have provision for interlocked with Fire detection panels, so that in case of fire, the
respective units are tripped automatically.
8.5 AIR COMPRESSOR SYSTEM
Air cooled screw type compressors along with dryers (refrigerated), air receivers, pipework, valves &
instruments etc. shall be provided for filter press units and other general purpose to facilitate various
system requirements. Three (3) nos. air compressors (2W + 1S) along with three (3) nos. (2W + 1S) air
dryers, two (2) nos. air receivers (1 for service air, 1 for instrument grade air) along with valve, instruments
and pipework. Flow, pressure, temp, due point measurement facility will be provided in compressed air and
dry air pipework at compressor house and the same shall be interlocked with plant automation system.
Pressure of service air and instrument grade air shall be 6-7 kscg. Compressed air quality (service and
instrument grade) shall be according to ISO 8573-1. Pressure due point of instrument grade air shall be +4
deg. C.
Separate air compressor house shall be considered for installation of compressed air system. Service air and
dry instrument grade air generated in the compressor house will be laid from compressor house to the filter
press building and other consumers through common/individual pipework’s/pipe racks.
8.6 LABORATORY EQUIPMENT
The chemical composition of the material will be tested through gravimetric and volumetric measures. The
size analysis will he done using mechanized sieve shaker. Accordingly, facilities and equipment required for
the same have been considered.
8.7 REPAIR SHOP FACILITIES
Repair shop will be provided in grinding & desliming plant area to cater to repair and maintenance
requirement of various equipment and facilities. Repair facilities for maintenance of mechanical & electrical
equipment and instruments have been included as given below:
One (I) hydraulic press of 200t capacity.
One (1) pedestal drilling machine
One (I) bench grinder
Two (2) welding machines
One (I) induction heater
Measuring equipment / tools
Belt vulcanizing unit
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 51
Page 52 12/29/2022 - 52
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Electrical & instruments repair facilities
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 52
CHAPTER #9
ENVIRONMENTAL CONTROL MEASURES
Page 53 12/29/2022 - 53
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 53
Page 54 12/29/2022 - 54
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
8. ENVIRONMENTAL CONTROL MEASURES
9.1 Introduction
In view of the proposed production facilities listed, pollution mitigation measures in respect of air and water
environment have been considered as an integral part of the project concept for each of such production
facilities. The following description gives an overview of the pollution control measures as envisaged for the
proposed facilities.
9.2 Environmental Management Plan
9.2.1 Grinding & Desliming plant
The proposed Plant is located within the mining area of Barbil / Joda in Orissa State. The plant proposes to
concentrate the dump / fresh iron fines which are transported by pipe conveyor/trucks/dumpers to the
plant premises and stockpiled mechanically. The iron ore fines from stockpiles will be sent to the grinding &
desliming plant through covered overland conveyors. All unit operations will be carried out in wet mode
and in closed circuit. The tailings generated from the plant shall be neutralized based upon tailing
characteristics.
Following is a description of the Environmental Management Plan as intended for the Grinding & desliming
Plant project. It is presented through the physical, biological and social environments:
Physical component of the environment (air and water):
No fossil fuel combustion is required in the process and the air contaminates are limited to
particulate matters (PM). The process is a wet process and the dry fines handling and potential
particulate matter contamination are limited to the raw material handling and conveying. The raw
material conveying system being enclosed, particulate matters are not expected to be generated at
transfer points.
Tailings will be generated at a rate corresponding to approximately 12% of the raw material
consumed in the process of Grinding & Desliming during Phase#1. Tailings are sent to the tailing
thickener and its overflow water is recycled back to the process. A dry tailing management system
is envisaged for our project. This will have advantage to further recover the water from tailing
which ultimately reduces the requirement of makeup water.
Biological components of the environment:
The project will be located near mining area. The risk of disturbing the ecological balance is minimal
since the site is effectively barren. During the construction phase, site clearing and propagation will
be minimal.
The project includes the development of a green belt that is expected to reduce noise levels, limit
the propagation of fugitive dust and produce a better occupational / aesthetic environment.
Social environments:
The Plant is expected to generate employment opportunities for the local population in the
unskilled, semi-skilled and daily wage laborers.
9.2.2 Slurry pipeline
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 54
Page 55 12/29/2022 - 55
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
At the Plant, iron ore fines are subjected to wet grinding followed by desliming to produce iron ore
concentrate. This concentrate in the form of slurry is then pumped through pipeline. The pipeline operation
will be controlled using PLC based Supervisory Control and Data Acquisition (SCADA) system.
The pipeline’s final alignment will basically run underground over the entire length with span sections, road,
rail and river crossings designed to maintain the integrity of the pipeline.
Following is a description of the Environmental Management Plan as planned for the Slurry Pipeline project.
It is presented through the physical, biological and social environments:
Physical component of the environment (air and water):
Rivers, canals and Natural streams pipeline crossings has to be done under streambeds in order to
minimize the disruption of waterways. In order to minimize erosion, all excavation and other
construction works has to be carried out during the dry season. All construction equipment and
vehicles has to be kept in good condition in order to limit the emission of excessive air pollutants.
All labour colonies and staff colonies required for the project has to be provided with an adequate
water supply, sanitation facilities and fuel supply for domestic use. Noise emission from diesel
generator sets and construction equipment will not produce more than 85 to 90 dB (A).
Biological components of the environment:
Approximately entire forest area is expected to be disturbed during the construction phase of the
pipeline. As per the forest Conversation Act regulations, an equivalent area of compensatory
afforested land for each hectare of disrupted forest area will be provided to the State Forest
Department.
The 20m corridor (non-forest land) or 8.4m corridor (forest land) required for laying of the pipeline
will be restored to its original level and condition after construction is over. For the section of the
pipeline route going through forests, the trees will be cut only within a 5m wide strip.
Social components of the environment:
The final pipeline alignment shall be identified in such a way as to avoid any human settlements.
The Right of Way for laying the pipeline in Forest and Agricultural area is restricted to the minimum
possible. After laying the pipeline, a maximum restoration will be done and AM/NS will
compensate individuals (as determined by the Taluk Authority) for losses of land during
construction. This would be up to 10% of the land value. Crop damage compensation will be based
on the State Authority decision to be rendered soon. According to consultation with local people
the project is positively received since the monetary compensation will be used to improve their
remaining land.
The crossing of roads and railway lines has to be performed by boring under roads and railways
thereby minimizing the disturbance to the traffic.
The project will not require the relocation of population nor will it change their way of life.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 55
Page 56 12/29/2022 - 56
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Provisions are to be made to establish a regular monitoring program for ground water quality,
drinking water quality, domestic water effluents from staff colonies and diesel generator exhaust
gases.
9.3 AIR POLLUTION CONTROL (APC) MEASURES
Various process operations would mainly generate particulate matter in the form of fugitive emissions. The
air pollution control equipment installed as part of the project would be designed to adhere to the Emission
Standards stipulated by MoEFCC & CPCB.
The sources of air pollution would mainly be fugitive emissions from the iron ore stock yard, conveyor
transport, dry handling and primary crushing. For stock yard, water sprinkling arrangement would be
provided for arresting fugitive emissions. Covered conveyor would be installed to minimize emissions during
transfer of ore to grinding unit. Conveyors would also be equipped with Dry Fogging (DF) System to reduce
emissions. In primary crushing circuit DF system would be installed.
9.4 NOISE POLLUTION CONTROL MEASURES
Continuous noise would arise from the operation of pumps, compressors, exhausters, blowers and fans.
Intermittent noise would arise from machinery for raw material handling system.
The design criteria of noise levels for the new equipment and machineries which would remain outdoor
would be fixed at 85 dB (A) Leq within 3 m distance from the noise prone equipment. Highly noise prone
equipment having Leq above 90 dB (A) would either be housed separately, or the attending personnel need
to be housed in a noise shielded cubicle. In addition, the noise prone rotating/vibrating equipment would be
provided with vibration dampening anchoring.
9.5 WATER POLLUTION MITIGATION MEASURES
There would be generation of waste-water due to slimes from the grinding & De-sliming unit, floor washings
and surface run-off from the dry ore stockpiles during monsoons. The slimes before filter press would have
about 55 % fine solids by weight. The slime would be taken to Filter press to recover water and the cake
containing about >75% solid would be stored in a slime storage area.
All the wastewater streams would have only suspended solids, whether it is slimes or floor washings or run-
off from the on-ground stockpiles. It is proposed to allow settling pond for treating floor washings and
surface run-off from stockpiles. The clarified water would be reused within the plant. Effluent in the form of
Sewage would be treated in package type sewage treatment plant (STP) and the treated sewage would be
reused for dust suppression & greenery development.
9.6 SOLID WASTE GENERATION
The major solid waste would be the slimes of approx. 0.56MTPA obtained from the desliming activities
during phase#1. The slime would be partially dewatered in a thickener followed by final dewatering in a filter
press. The filter press would be located inside the plant boundary and the cake at high solid concentration
(>75% solids by weight) would be discharged to the slime storage area within the plant.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 56
Page 57 12/29/2022 - 57
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Also, 3 months storage land will be earmarked for dry disposal of slime generated from the proposed
grinding and de-sliming unit. Further storage of the filter cake shall be checked at mining end also during the
implementation of phase#2. AM/NS shall also explore the possibility of various utilization options.
9.7 GREEN BELT
The total area of green belt is approx. 44acres, which is 33.33% of the total plant area shall be provided all
around the plant and inside the plant premises. Green belt will be developed along roads and around various
facilities and offices. It will be ensured that the total area of the green belt is as per standard norms.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 57
CHAPTER #10
MANPOWER FOR OPERATION & PROJECT IMPLEMENTATION
Page 58 12/29/2022 - 58
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System
SCHEDULE Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 58
Page 59 12/29/2022 - 59
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
9. MANPOWER FOR OPERATION & PROJECT IMPLEMENTATION SCHEDULE
10.1 MANPOWER FOR OPERATION
Tentative Manpower requirement for operation of the Grinding & desliming Plant & Slurry Pipeline is given:
Table 10.1: Manpower requirement
Employee - employee -
Sl. No Description
Direct Contract
1. Grinding & desliming unit 120
400
2. Slurry pipeline 30
Total 150 400
10.2 PROJECT IMPLEMENTATION SCHEDULE
The engineering, procurement, and project management strategy of a project depends on the type of
project, resource availability, and risk appetite of the project owner. The implementation strategy to be
adopted for the execution of the project is developed based on the following major considerations:
Volume and location of construction work.
Quantum of jobs available for other on-going/planned projects with prospective suppliers and
executing agencies during actual awarding of various packages.
Availability of qualified equipment suppliers.
Availability of the suitable executing agencies for civil, structural, and equipment erection work.
Availability of skilled and unskilled laborers.
Time frame envisaged for various units, within the overall project schedule. Taking into account the
above considerations, the possible modes of implementation can broadly be divided in three
categories, namely:
o Turnkey,
o Discrete turnkey,
o Non-turnkey.
The mode of implementation to be adopted for execution of the project will depend on the resource
availability, considering the various on-going and proposed projects in the region during the probable time
schedule of implementation of the project. However, the actual mode or philosophy of implementation
strategy to be adopted for the various packages or facilities/units of the proposed plant will be at the
discretion of AM/NS at the time of actual project execution.
10.2.1 IMPLEMENTATION SCHEDULE
The preliminary overall implementation schedule for the project is shown in the form of a bar chart. The
schedule has been developed based on the estimated quantum of work, expected delivery and time
required for installation of various plant and equipment, and the objective of optimizing the overall project
construction and commissioning timeframe. The total time period for implementation of the project has
been taken as 24 months from “Zero date”, for the projects.
Critical and long delivery equipment shall be identified for procurement. Intermediate/ critical milestone
are to be identified and regular monitoring will be necessary to ensure commissioning of the project as
planned.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 59
Page 60 12/29/2022 - 60
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Table 10.2: Schedule of the proposed project
10.3 CONSTRUCTION FACILITIES
10.3.1 PRE-CONSTRUCTION ACTIVITIES
Pre-construction activities/ site preparatory work is a prerequisite before the commencement of the
construction work of any major project. The following preconstruction activities are envisaged for this
project:
10.3.1.1 SURVEY AND SOIL INVESTIGATION WORK
It is assumed that preliminary topographical survey of the proposed sites is available with AM/NS, which
may be shared with the prospective contractors for their reference. However, it shall be the responsibility
of the contractors to verify the existing survey reports and carry out a confirmatory and detailed survey
before embarking on the construction work.
10.3.2 CONSTRUCTION FACILITIES
For the proposed installation of 1 X 6 MTPA iron ore grinding & desliming unit + Beneficiation facilities,
required area has been envisaged as 131 Acres. Contour level of the demarcated area for the proposed
plant varies from to 475m to 497m. In order to keep the cutting / filling quantity of soil at optimum
volume, plant formation level has been envisaged at different terrace. During detail engineering
requirement of local retaining wall between adjacent terraces will be examined for protection of higher
terrace.
The proposed project is a Greenfield project which involves installation of new units for grinding and De-
sliming of iron ore to produce Iron Ore concentrate which would be converted to slurry form for
transportation.
The proposed project shall have following major facilities & the same shall be executed in single phase.
Downhill conveyor from mine head
Truck unloading station
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 60
Page 61 12/29/2022 - 61
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Raw material handling system including storage yard.
1 X 6 MTPA Iron ore Grinding & desliming & Beneficiation facilities
Necessary Civil / structural housing, support shall be provided to cater each unit for the above project.
In absence of soil investigation report of the proposed plant area, all foundations are being considered
as non-pile foundation. However, for design of civil foundations during detail engineering, Soil
Investigation of the proposed location shall be carried out and Soil Investigation Report to be provided
to the designer. The report will be utilized to know bearing capacity of soil, pile capacity and other
properties of soil. Depending on the ground water depth, water disposal arrangement may be required
during construction of foundation. Underground concrete structures may need protection from
surrounding soil depending on aggressiveness of the soil characteristics.
All civil & structural engineering works shall be carried out based on relevant Indian standards.
Major Civil & Structural engineering activities involved in the above job are outlined below.
10.3.2.1 TRUCK UNLOADING STATION
One Truck unloading station has been planned nearby entry gate within plant boundary. Raw iron ore will
be fed to truck unloading station by means of truck. From the unloading station material will be conveyed
to stock yard through conveyor. Associated Civil & Structural works shall be done for truck unloading
station. To supply power to conveyor, one ECR building is envisaged near truck unloading station. ECR
building will be a civil building construction.
10.3.2.2 DOWNHILL CONVEYOR
One downhill conveyor has been planned from mine head. Raw iron ore will be fed to a junction house
within the plant boundary through the downhill conveyor. Associated Civil & Structural works shall be
done for the same.
10.3.2.3 STOCKYARD
1-No. Stockyard of approximate sizes 175m x 50 m has been envisaged for iron ore storage. Stacking and
reclaiming will be done by stacker reclaimer. This is an open storage and stacker reclaimer will have
concrete foundations.
10.3.2.4 RAW MATERIAL HANDLING SYSTEM
Iron ore will be transported from truck unloading station to stockyard and from stockyard to bin building
through conveyors and intermediate junction houses. Conveyors will be supported on structural gallery
which will be supported on structural trestles / towers. Structural trestles / towers will be supported on
concrete foundations. All junction houses will be made of structural steel. Junction house columns will
be supported on concrete foundation. Ground floor will be made of RCC. To supply power to
equipment/conveyor, one ECR building is envisaged near truck unloading station. ECR building will be a
civil building construction.
10.3.2.5 BIN BUILDING
A structural building consists of 3 bays each having approximate dimensions 10m width x 50m length x
50m height, 8m width x 50m length x 18m height & 9m width x 50m length x 16m height. This structural
building will house feeding bins, classifying screen, drum scrubber and spiral classifier. 4nos. floors have
been envisaged to support various equipment. Concrete foundation shall be provided to support the
building structure. Ground floor will be made of RCC.
10.3.2.6 GRINDING & DESLIMING SYSTEM
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 61
Page 62 12/29/2022 - 62
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
For grinding & desliming one structural building has been envisaged. The structural building consists of 3
bays each having approximate dimensions 12m width x 65m length x 31m height, 26m width x 65m length x
26m height & 11m width x 65m length x 26m height. In the middle bay there will be a crane of capacity 60
Tons. The entire building will be having 1 intermediate steel floor. Classifying Screen will be housed in this
structure. Further primary & secondary Ball mill & 2 nos. of cyclones will be housed here for which new
foundation need to be constructed. Concrete foundation shall be provided to support the building
structure. Ground floor will be made of RCC.
10.3.2.7 FILTER PRESS
For cake formation, a structural building having approximate size of 40m x 15m x 26m height is envisaged
for housing the filter press. Concrete foundation shall be provided for all building columns. Ground floor will
be made of RCC.
10.3.2.8 WATER & UTILITIES
In grinding area civil foundations/buildings have to be constructed for raw water treatment plant,
Concentrator Building, Concentrate Thickener, Slimes and Tailing Thickener, Slurry tank, Slurry Pump
House, Dust suppression system, Fire-fighting water system, Drinking water system, Chemical house etc.
Structural pipe support and their respective foundation have been envisaged to support water & utility
pipes. Process water reservoir, sedimentation pond and return water reservoir has to be constructed
considering the site condition. Huge excavation is involved for construction of these waterbodies.
Compressor house will be made of civil construction. For other facilities outside the plant premises, civil
buildings need to be constructed for return water pond, intake well, etc. For all pump houses structural
shed has been considered.
10.3.2.9 SLURRY PUMP HOUSE:
One no. pump house has been envisaged to install for pumping of slurry. Pump house will have
structural shed over ground and civil foundations. An electrical room made of civil construction will be
provided adjacent to the pump house to supply power in the pump house.
10.3.2.10ELECTRICAL
Civil buildings have to be constructed for MRSS & DG building, RMHS ECR, Beneficiation plant and filter
press building ECR, Water pump house and Slurry pump house ECR, Truck unloading system ECR,etc.
Necessary electrical panels will be provided in the respective ECR buildings. New cable rack support along
with new foundations have been considered.
DG building will have structural shed and civil foundations.
10.3.2.11STORAGE & REPAIR SHOP
A structural building of approximate size 50m x 25m will be constructed to serve as Storage & Repair shop.
Necessary foundation will be provided to support the building. Ground floor will be made of RCC.
10.3.2.12MISCELLANEOUS BUILDINGS / STRUCTURES & EQUIPMENT FOUNDATION
Few civil buildings have been also considered which include Admin Building, Canteen, Gate Complex, Time
Office, First-Aid Center, Security Office etc. All other miscellaneous equipment foundations shall be
provided for the completeness of the project as required.
10.3.2.13OTHER FACILITIES
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 62
Page 63 12/29/2022 - 63
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Other Civil and structural facilities such as Compound Wall & Watch Tower, Internal Roads & Storm Water
Drains, and Culverts, Vehicle parking facilities, Arboriculture, STP, and Rainwater Harvesting System etc.
shall be considered.
10.4 ESTIMATED VOLUME OF WORK
10.4.1 INFRASTRUCTURE
Table 10.3: Quantity & Cost for Infrastructure
Sl. No. Item Unit Unit Rate (INR) Quantity Cost (INR) Remarks
1 Land Acre
2 Site development Excavation M3
3 Site development Filling M3
4 Boundary wall RM
5 In-Plant Road KM
6 Peripheral Drain RM
7 Reservoir Excavation M3
8 Green Belt Acre
∑
Add 10% for Miscellaneous
Total
10.4.2 GRINDING & DESLIMING PLANT
The estimated volume of work for civil and structural is given below:
Table 10.4: Quantity & Cost for Major Civil & Structural items
Unit Rate
Sl. No. Item Unit Quantity Cost (INR) Remarks
(INR)
1 Concrete M3
2 Structural Steel Supply Ton
Structural Steel Fab + Erection +
3 Ton
Painting
4 Structural Cladding M2
∑
Add 10% for Miscellaneous
Total
Note :-
Quantity does not include slurry pipeline system
10.5 PRODUCTION SCHEDULE
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 63
Page 64 12/29/2022 - 64
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Table 10.5: Production Schedule
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 64
Page 65 12/29/2022 - 65
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 65
CHAPTER #11
CAPITAL COST
Page 66 12/29/2022 - 66
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
CAPITAL COST
10. CAPITAL COST
11.1 GENERAL
The proposed grinding & desliming plant at Dalki/Thakurani of AM/NS Odisha envisages a concentrate
production of 6.0MTPA production during phase#1.
11.2 ESTIMATED CAPITAL COST
The capital investment required for the proposed plant including slurry pipeline has been estimated at
about Rs 1490.0Crores for Phase#1.
The beneficiation and any additional tailing facilities for generation of tailings in beneficiation case shall
have an additional budget.
The summary details of the cost under various items of expenditure are given below.
Table: 11:1: Summary of cost
6MTPA
Sl.NO Equipment Cost
( In crores)
A Land & Site Development
Plant & Machinery (Including material handling facilities and
B
miscellaneous fixed assets)
C Civil & Structural Works
D Downhill Pipe Conveyor with Civil & Structural Works
E Karo River Intake system including water piping
F Manual loading system for Railway wagon
G Slurry Pipe line and return water pipeline
H Engineering & Supervision/ raw material test
I Preliminary & Preoperative Expenses (Including start-up)
J Contingencies
K Interest during Construction
Sub Total (CR. INR)
L Margin Money
M GST on Fixed Assets
Grand Total ( CR. INR)
N GST Return to back to system
TOTAL PROJECT COST
Note :-
i) ROW for Electrical high voltage line/Slurry pipeline/Return water pipeline/Karo River Intake
system/Downhill pipe conveyor etc. is not included.
ii) In addition to total capex of project, 38.5crs shall incur for truck unloading system and auxiliaries for
feed to pipe conveyor at Mines head.
iii) Cost of dry tailing management has been considered. Cost of wet tailing management has not been
considered.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 66
Page 67 12/29/2022 - 67
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
iv) 2.7 Km electrified line with in the plant boundary. No cost for connection to external railway system.
No cost included for payloaders.
v) Insurance and Freight cost includes ocean freight, marine insurance and inland freight for Imported
equipment and Inland freight for indigenous equipment.
vi) “–“ shall be updated after financial analysis.
The project cost includes costs towards land and site development, plant and machinery, miscellaneous
fixed assets, civil and structural works, engineering and supervision, preliminary & preoperative
expenses, and contingencies.
11.3 LAND AND SITE DEVELOPMENT
The cost of land has been estimated based on the area of land and prevailing rates in the area. The cost
towards site levelling including cutting/ filling, boundary wall, internal roads, watch towers, etc., are
included under site development.
11.4 PLANT AND MACHINERY
Cost of Plant & machinery and miscellaneous fixed assets includes the ex-works cost of equipment.
Plant & machinery include main technological equipment, Automation& instrumentation, power
distribution and other utilities & installation of the same.
11.5 CIVIL AND STRUCTURAL WORKS
This includes factory buildings for main and auxiliary units, equipment and column foundations, open
yards, conveyor galleries and junction houses, project office, non-factory buildings and other
miscellaneous civil engineering/ structural works. Costs towards ground improvement and piling works
have not been included under this head.
11.6 CONSULTANCY, ENGINEERING, SUPERVISION AND PROJECT MANAGEMENT
The cost estimated under this head includes engineering and consultancy charges which mainly comprise of
preparation of project reports and technical specifications, testing of material, contracting and
procurement, engineering, licence fees, construction supervision, and supervision of erection, testing and
commissioning, inspection services, project management, etc.
11.7 PRELIMINARY AND PREOPERATIVE EXPENSES INCLUDING INTEREST DURING CONSTRUCTION
This includes costs towards establishment charges, rents & taxes, travelling expenses, communication, legal
expenses, upfront fees/ interest and commitment charges on borrowings, other bank charges, and insur-
ance during construction including erection insurance, start-up expenses and other miscellaneous expenses
likely to be incurred during implementation of the project.
Interest on borrowings during construction (IDC) has been calculated considering the construction schedule
as 24 months and assuming a debt-equity ratio of 2:1.
11.8 CONTINGENCIES
Provision towards contingencies has been considered at the rate of 5% of the non-firm portion of the fixed
capital to cover unforeseen aspects of the estimate.
11.9 MEANS OF FINANCING
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 67
Page 68 12/29/2022 - 68
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
The project cost including margin money is assumed to be financed as indicated below.
Financing detail – Table: 11:2
Sl. Phase#1 Amount
Item
No. (Rs. Crores)
01. Share capital
02. Loan capital
Total capital outlay
11.10 BASIS OF ESTIMATES
The capital cost estimates are based on the following assumptions:
The estimates are based internal data available with AMDEC and do not have any provision for
future escalation in price levels, likely variation in statutory duties & taxes, etc.
The construction schedule is assumed as 24 months for Phase#1
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 68
CHAPTER #12
PRODUCTION COST
Page 69 12/29/2022 - 69
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 69
Page 70 12/29/2022 - 70
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
11. PRODUCTION COST
12.1 UNIT COST OF PRODUCTION
The conversion cost of concentrate at 100% capacity utilization including overheads and capital related
charges (average for 10 years) works out to Rs 353.59/t for phase#1 & Rs 623.26 /t for Phase#1 with DG
Set. The details of the cost of production of grounded ore & pumping of iron ore slurry cost are shown in
Tables.
12.2 ANNUAL PRODUCTION COST
Production costs for the entire plant has been estimated on an annual basis assuming 80% capacity
utilization in first year, 90% in second year and 100% from third year and onwards. The details of annual
production costs are given in Table 12.3.
The estimated costs are based on the cost of materials, labour, and supervision, consumables, power,
fuel and other services costs as available in our data base. No provision has been made in the estimate
towards future escalation in costs. The various assumptions made in working out production cost are
given in the following paragraphs.
12.3 RAW MATERIALS
As the plant operation is in the mining lease land and operating with captive mines, it is envisaged that
to additionally raw materials cost shall not be assumed for the calculation of production costs
12.4 CONSUMABLES
Cost towards consumables includes spares etc.
12.5 UTILITIES
The costs of major utilities considered are as follows:
Table: 12:1-Utilities Cost
Sl. Item Unit (Rs) Remarks
No.
1 Power from Grid KWh
2 Power from DG KWh
3 Water m3
12.6 LABOUR
Provision for labour and supervision is based on the operational and maintenance manpower requirement
for the proposed plant and takes into account the salaries and wages including applicable fringe benefits.
12.7 OTHER EXPENSES
This includes repairs & maintenance, rent, taxes and insurance on factory assets, miscellaneous factory
expenses, administrative overheads including legal expenses, travelling expenses, Directors’ and Auditor’s
fees, postage, telephone and other communication expenses, bank charges, etc. The provision for selling
expenses includes expenses towards sales promotion, marketing commissions, etc.
Table 12.3:-Opex for grinding system (PHASE#1 with external Power)
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 70
Page 71 12/29/2022 - 71
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
OPEX after PHASE#1
Sl. UoM Specific Annual
Particulars Rate Data
No /ton Consumption Cost ( In
(INR/UoM) (INR/ton)
(UOM/ton) crores)
Feed -MTPA
Concentrate - MTPA
A Pipe Conveyor
Total Pipe Conveyor Cost (A)
B Grinding Cost
1 Grinding Media kg
2 Flocculent Kg
3 Power- kwh
4 Water- m3
5 Spares Rs
6 Repairs & Maintenance Rs
Total Grinding Cost (B)
C Slurry Pumping
1 Sodium Sulphite kg
2 Cobalt Sulphite kg
Hydrated Lime for pipeline
3 kg
transportation
4 Water- m3
5 Power- kwh
6 Spares Rs
7 Repairs & Maintenance
Slurry Pumping ( C )
D Other Fixed Expenses
Rent, rates, taxes and selling
1
expenses
Interest (average for 10
2 years)
Depreciation (average for
3 10 years)
Other Fixed Cost ( D )
Variable Conversion Cost
Table 12.4:-Opex for grinding & desliming System (PHASE#1 with DG Set)
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 71
Page 72 12/29/2022 - 72
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
OPEX after PHASE#1
Sl. UoM Specific Annual
Particulars Rate Data
No /ton Consumption Cost ( In
(INR/UoM) (INR/ton)
(UOM/ton) crores)
Feed -MTPA
Concentrate - MTPA
A Pipe Conveyor
Total Pipe Conveyor Cost (A)
A Grinding Cost
1 Grinding Media kg
2 Flocculent Kg
3 Power- kwh
4 Water- m3
5 Spares Rs
6 Repairs & Maintenance Rs
Total Grinding Cost (B)
B Slurry Pumping
1 Sodium Sulphite kg
2 Cobalt Sulphite kg
Hydrated Lime for pipeline
3 kg
transportation
4 Water- m3
5 Power- kwh
6 Spares Rs
7 Repairs & Maintenance
Slurry Pumping ( C )
C Other Fixed Expenses
Rent, rates, taxes and selling
1
expenses
Interest (average for 10
2 years)
Depreciation (average for
3 10 years)
Other Fixed Cost ( D )
Variable Conversion Cost
Note: “ -“shall be updated after financial analysis.
The estimated costs are based on the cost of materials, labour, consumables, power, water and other
services costs as available. No provision has been made in the estimate towards future escalation in
costs including Karo river provision and manual railway loading system.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 72
CHAPTER #13
FINANCIAL APPRAISAL & &PROJECT BENEFIT
Page 73 12/29/2022 - 73
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 73
Page 74 12/29/2022 - 74
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
12. FINANCIAL APPRAISAL & PROJECT BENEFIT
13.1 FINANCIAL APPRAISAL
13.1.1 General
Based on the estimated capital costs and production costs described in the preceding chapters, the financial
analysis for the project has been carried out and the salient techno-economic indices are summarized
below:
Salient techno-economic indices – Table 13:01
Sl.
Particulars Unit Value
No.
Average retained profit after tax per year based on 10 years of In Crores per
1
operation year
2 Cumulative cash surplus over 10 years of operation Rs. In Crores
Break Even Capacity- 3rd Year
3
(1st Year of stabilized operation)
- Conventional In Percentage
- Cash In Percentage
4 Pay-back period Months
5 DSCR (average during 5 year repayment period only) Ratio
6 ICR (five years average) Ratio
7 Internal rate of return (after tax)
13.1.2 PROFIT & LOSS AND CASH FLOW STATEMENTS
Balance Sheet, Profit & Loss and Cash Flow statements have been worked out for 10 years of operation and
shown in Tables-13.2, 13.3 and 13.4 respectively
13.1.3 ASSUMPTIONS
Main assumptions used for the techno-economic appraisal are as follows:
The project is assumed to be financed in the debt equity ratio of 2:1
Average net sales realization for BF grade pellets is assumed as Rs. 3131/ton.
Long-term loan is assumed to be repaid in 5 years ( with 2 years of moratorium)
Interest rates on long term loan is assumed as 10% per annum
WDV Depreciation as per existing income tax rules has been considered for estimating tax
liability while straight line depreciation as per Companies Act .has been considered in Profit &
Loss Statement.
It has been assumed that the new pellet plants would be able to achieve a capacity utilization of
80% in the first year, 90% in the second year and 100% for 5th, 6th and 7th year.
Corporate tax has been provided @t 30% with a surcharge of 12% thereon and applicable cess
@ 4%. Provision for MAT has been made as applicable. Deferred Tax is recognized in pursuant to
the applicable accounting standard.
13.1.4 SENSITIVITY ANALYSIS
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 74
Page 75 12/29/2022 - 75
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Sensitivity Analysis has been carried out considering the following:
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 75
Page 76 12/29/2022 - 76
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
-5% increase in capital cost
-10% increase in capital cost
13.2 SOCIAL BENEFIT
The proposed Greenfield project would:
Generation of employment opportunities: - The proposed project will generate employment
opportunities to all the Section of people, locally.
Increase in aesthetic conditions : - Will improve the livelihood condition of the nearby areas by
providing employment opportunities.
Project will also address issues related to potable water, dust pollution, road conditions, medical
facilities, educational facilities and sanitation.
The total literacy rate (2011 census) is 63.12% whereas ST literacy rate is 54.12%. Bathudi,
Bhuiyan, Juang, Gond, Kol, Santal, Sounti & Munda are the major tribal communities living in the
project area. We expect significant increase in the same through development work carried out
in project area.
According to National Family Health Survey, only one in ten of children between 6
months and 2 years receives an adequate diet in the district. We expect issues related to
malnutrition will be significantly readdressed through development of the area.
Thus, The Peripheral development activities that would be undertaken by the proposed project would focus
on affected communities in the project influence area. The project would bring forward an overall
community development with emphasis on the areas of education vocational training, health and social
infrastructure.
13.3 CONCLUSION
The financial analysis gives attractive results. Apart from giving good returns, the project will yield further
advantages like value addition to the low-grade dumps and employment potential in the area. In view of
the above, it is recommended to implement the project.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 76
Page 77 12/29/2022 - 77
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 77
ANNEXURE#1
LIST OFore MAJOR EQUIPMENT
Page 78 12/29/2022 - 78
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
NNEXURE#1
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 78
Page 79 12/29/2022 - 79
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
LIST OF MAJOR EQUIPMENT
Area wise major equipment list is given below. Specification given are preliminary & the same shall be
further updated during engineering.
1. MATERIAL HANDLING SYSTEM
Rated Working
S. No. Equipment Specification Stand by qty
Capacity qty
1 Junction house JH-01 - - - -
ø 400 (1600 B/W) x 1900
1.1 Downhill pipe conveyor PC-01 1800 TPH 1 0
m (C/C) x -140m (Lift)
1.2 Surge Bin 900 T cap. - 1 0
1.3 Motorized Slide Gate - - 1 1
1200 mm B/W x 130 m (L)
1.4 Belt conveyor BC-01 1800 TPH 1 0
x 12 m (Lift)
1.5 Flap gate - - 2 0
7.5 T 1 0
1.6 Electric hoist -
3T 2 0
2 Truck Unloading Station - - - -
2.1 Hoppers - 60 T 6 1
2.2 Rod gates - - 6 1
2.3 BF-01 to BF-7 (Belt feeder) 1400 mm B/W x 5 m (L) 200 TPH 6 1
3T 2 0
2.4 Electric hoist -
2T 2 0
3 Junction house JH-02A - - - -
3.1 Fixed Tripper - - 1 1
3.2 Flap Gate - - 1 1
3.3 Electric hoist - 3T 2 0
4 Junction house JH-02B - - - -
4.1 Fixed Tripper - - 1 1
4.2 Flap Gate - - 1 1
4.3 Electric hoist - 3T 2 0
5 Junction house JH-02C - - - -
1200 mm B/W x 140 m (L)
5.1 Belt conveyor BC-02 A/B 1800 TPH 1 1
x 6 m (Lift)
5.2 Electric hoist - 3T 2 0
6 Stockyard 1,45,000 T Cap. - - -
6.1 Stacker cum Reclaimer - 1800 TPH 2 0
6 Junction house JH-03A - - - -
1200 mm B/W x 360 m (L)
6.1 Belt conveyor BC-03A 1 0
x 10 m (Lift)
6.2 Flap Gate - - 1 1
6.3 Electric hoist - 3T 2 0
7 Junction house JH-03B - - - -
1200 mm B/W x 360 m (L)
7.1 Belt conveyor BC-03B 1 0
x 10 m (Lift)
7.2 Flap Gate - - 1 1
7.3 Electric hoist - 3T 2 0
8 Junction house JH-03C - - - -
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 79
Page 80 12/29/2022 - 80
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
1200 mm B/W x 360 m (L)
8.1 Belt conveyor BC-03C 1 0
x 10 m (Lift)
8.2 Flap Gate - - 1 1
8.3 Electric hoist - 3T 2 0
9 Junction house JH-04 - - - -
1200 mm B/W x 150 m (L)
9.1 Belt conveyor BC-04 A / B 1 1
x 6 m (Lift)
9.2 Flap Gate - - 1 1
9.3 Electric hoist - 3T 2 0
Proportionating bin building
10 - - - -
(Till top of bin)
1200 mm B/W x 450 m (L)
10.1 Belt conveyor BC-05 A / B 1800 TPH 1 1
x 50 m (Lift)
1400 mm B/W x 15 m (L)
10.2 Reversible Shuttle Conveyor 1800 TPH 1 1
x 0 m (Lift)
10.3 Electric hoist - 3T 3 0
13 Interconnecting chutes - - - -
14 Filter cake handling system - - - -
Filter press building (From
14.1 bottom of filter press - - - -
discharge)
1800 B/W x 15m x 0m
14.1.1 Belt feeder 150 TPH 2 0
(Lift)
14.2 Junction house FJH-01 - - - -
14.2.1 Belt conveyor FBC-01 800 B/W x 40m x 6m (Lift) 300 TPH 1 0
14.2.2 Electric hoist - 3T 2 0
800 B/W x 40m x15m
14.3 Belt conveyor FBC-02 300 TPH 1 0
(Lift)
2. GRINDING & DESLIMING PLANT
Phase#1
Sl. Brief Specification of Operating
Item UOM Working
No. Each Unit Capacity of Standby Qty.
Qty.
Each unit
MS construction
with TISCAL/
1 Feed Bin TON 1450 3 0
SAILHARD Lining
with 4 hrs. holding
1200 mm belt
2 Belt Weight Feeder TPH 551 3 0
width
1200 mm belt
3 Feeding Belt Conveyor TPH 551 3 0
width
400 TPH
4 Drum Scrubber throughput approx. TPH 362 3 0
2.5mx6.0m
Linear motion
5 Banana Screen#1 screen. Size TPH 362 3 0
(approx.) 3.6m x
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 80
Page 81 12/29/2022 - 81
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Phase#1
Sl. Brief Specification of Operating
Item UOM Working
No. Each Unit Capacity of Standby Qty.
Qty.
Each unit
6m
MS construction
6 Spiral Classifier Feed Sump with 8 min cum 59 1 0
retention time
10 m static head
7 Spiral Classifier Feed Pump cum/hr 583 2 1
approx.
2000 (dia) x 7500
8 Spiral Classifier TPH 308 2 0
(length)
MS construction
Spiral Classifier Over flow
9 retention time 3 cum 51 2 0
Sump
min
Spiral Classifier Over flow 6m static head
10 cum/hr 1018 2 2
Pump to Desliming Cyclone approx.
MS construction.
Spiral Classifier Under flow
11 Retention time cum 12 1 0
Sump
4min
Spiral Classifier Under flow
20m static head
12 pump to Primary ball Mill cum/hr 237 1 1
approx
Discharge Tank
100mm cyclone
20w+4s, operating
13 Desliming Cyclone cum/hr 1018 2 0
pr. 15 psi (1 bar),
with distributor
Desliming Cyclone
14 MS construction. cum 20 1
underflow Sump
Desliming Cyclone underflow 20m static head
15 cum/hr 509 1 1
Pump approx
Feed Chute from Screen 1 to
16 MS construction. TPH 561 1 0
Primary Ball Mill
5.1m Shell dia x 9.0
17 Primary Ball Mill m long [ flange to TPH 561 1 0
flange ]
Primary Ball Mill discharge MS Construction 2
18 cum 70 1 0
Sump min retention
Pump feeding Primary Ball
20m static head
19 mill discharge to Secondary cum/hr 1053 2 2
approx.
Ball mill discharge Sump
5.1m Shell dia x 9.0
20 Secondary Ball Mill m long [ flange to TPH 434 2 0
flange ]
Secondary Ball Mill discharge
21 MS construction cum 60 2 0
Sump
Secondary Ball Mill discharge 20m static head
22 cum/hr 1838 2 2
Pump Classifying Cyclone approx.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 81
Page 82 12/29/2022 - 82
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Phase#1
Sl. Brief Specification of Operating
Item UOM Working
No. Each Unit Capacity of Standby Qty.
Qty.
Each unit
650 mm dia, 6W +
1S, Pressure 15 psi
23 Classifying Cyclone cum/hr 1838 2 0
(1 bar), with
distributor
Approx. 55 m dia
with 4 m Side Wall
24 Concentrate Thickener Depth High Rate TPH 758 1 0
Thickener, with
mechanism & tank
Approx. 3 kg/hr
25 Flocculant dosing system - 1 0
capacity with VFD
Conc. Thickener Under flow Pumping distance
26 cum/hr 600 1 1
Pump to be determined
Approx. 55 m dia
with 4 m Side Wall
27 Tailing Thickener Depth High Rate TPH 330 1 0
Thickener, with
mechanism & tank
Approx. 3 kg/hr
28 Flocculant dosing system cum/hr - 1 0
capacity with VFD
Tailing Thickener Under flow 10m static head
29 cum/hr 260 1 1
Pump approx.
30 Agitator Tank MS construction - 1
33 Tailing Filter Press TPH 110 2 0
Filter Press effluent Water
34 MS construction cum - 1 0
Sump
Filter Press Effluent Water 25 m Static head
37 cum/hr - 1 1
Pump approx.
38 Cloth wash Sump Ms construction cum - 1
25 m Static head
39 Cloth wash pumps cum/hr - 1 1
approx.
Vertical submerged
40 Submerged Pump cum/hr 24 1 0
type
2 T capacity at
41 Monorail T 2 1 0
ground floor
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 82
Page 83 12/29/2022 - 83
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Phase#1
Sl. Brief Specification of Operating
Item UOM Working
No. Each Unit Capacity of Standby Qty.
Qty.
Each unit
42 EOT crane 10/60 ton T - 1 0
3. WATER SYSTEM
List of Equipment and Facilities
Quantity, Nos.
Sl. Group Capacity Head
Service Remarks
No No. (cum/hr) (mWC) W S
IN PLANT WATER SYSTEM
1 For drinking water
BP1A/B Boring pump 10 130 1 1 treatment plant
feeding only.
Auto-backwash
ABS1 900 - 1 -
strainer
General service
P1A/B 90 50 1 1
pump
P2A/B Seal water pump 115 110 1 1
P3A/B Batch water pump 1150 60 1 1
Process water
pump - Primary
P4A/B 2000 60 1 1
and Secondary
Ball Mill
Process water
pump - Screen,
P5A/B 2000 60 1 1
Scrubbers and
Hydro-cyclones
P10A/B Soft water pumps 400 60 1 1
Indirect cooling
P11A/B 805 40 1 1
water pumps
Primary side:
- Flow: 350 m3/hr
- Tin: 45 deg C
- Tout: 35 deg C
HE1A/B Heat exchanger 450 - 1 1
Secondary side:
- Flow: 350 m3/hr
- Tin: 32 deg C
- Tout: 42 deg C
CT1A/B Cooling tower 700 - 1 1 - Flow/cell: 700 m3/hr
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 83
Page 84 12/29/2022 - 84
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
List of Equipment and Facilities
Quantity, Nos.
Sl. Group Capacity Head
Service Remarks
No No. (cum/hr) (mWC) W S
- Tin: 42 deg C
- Tout: 32 deg C
(Each
- Evaporation & drift
cell)
Loss: 12 m3/hr
Autobackwash
ABS2 700 - 1 - Mesh Size: 500 micron
strainer
2 streams @ 2.5 m3/hr
SP Softening Plant 5 - 2 -
each
Dewatering
20 25 3 -
pumps
DRINKING WATER SYSTEM
Drinking Water
P6A/B 50 30 1 1
Pump to OHT
2 Drinking water
DWTP 10 - 1 -
treatment plant
FIRE FIGHTING SYSTEM
P7A Main Pumps 273 88 1 0
3 P8A/B Jockey pumps 11 90 1 1
P9DE Diesel pumps 273 88 1 0
DUST SUPPRESSION SYSTEM
Dry fog and plain
Dust Suppression
4 - 35 - - - water type dust
System
suppression system
RAIN WATER HARVESTING SYSTEM
Rainwater
5 P12A/B 60 50 1 1
Harvesting Pump
SEWAGE TREATMENT PLANT
Sewage
6 STP 55 KLD - 1 -
Treatment Plant
Note:
The pump heads considered are tentative and shall be finalized in engineering stage
This equipment list does not include intake pumps near Karo river as this option needs to be explored in
detail.
3.1 LIST OF RESERVOIRS
All the reservoir shall be built in phase#1 only.
Quantity,
Sl. No. Service Volume, m3 Remarks
Nos.
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 84
Page 85 12/29/2022 - 85
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
1 In Plant Water System
Return Water Reservoir 1 24000
Return Water Sump 1 720
Process Water Reservoir 1 20700
Process Water Sump 1 1600
Sedimentation Pond 1 17920 No. of compartments: 2
Cooling Tower Basin 1 960
Rainwater Harvesting Pond 1 57690
2 Softening Plant
Soft Water Storage Tank 1 120
3 Drinking Water System
Drinking Water Tank - Overhead 1 35
4 Fire Fighting System
Fire Water Reservoir 1 546 No. of compartments: 2
4. ELECTRICAL, INSTRUMENTATION & AUTOMATION
Sl.
Item Description Unit Qty.
No.
1.0 132 kV outgoing feeder bay extension at Barbil grid substation Set 1
2.0 132 kV overhead line between Barbil grid substation and plant kM 12
3.0 132 kV switchyard at plant
end comprising:
- incoming feeder bay Set 1
- outgoing transformer bay Set 2
- buswork with support Lot 1
4.0 132/6.9 kV, 20/25 MVA Transformer No. 2
5.0 6.9 kV switchboard at MRSS
comprising:
- incoming circuit breaker No. 2
- outgoing circuit breaker No. 12
- buscoupler No. 1
- bus PT No. 2
- line PT Nos. 2
6.0 Capacitor bank Set 2
7.0 6.6 kV switchboard at Grinding Plant ECR
comprising:
- incoming circuit breaker Nos. 2
- outgoing circuit breaker Nos. 10
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 85
Page 86 12/29/2022 - 86
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Sl.
Item Description Unit Qty.
No.
- buscoupler No. 1
- bus PT Nos. 2
- line PT Nos. 2
8.0 6.6 kV switchboard at RMHS ECR
comprising:
- incoming circuit breaker Nos. 2
- outgoing circuit breaker Nos. 10
- buscoupler No. 1
- bus PT Nos. 2
- line PT Nos. 2
9.0 6.6 kV switchboard at Water Pump House ECR
comprising:
- incoming circuit breaker Nos. 2
- outgoing circuit breaker Nos. 10
- buscoupler No. 1
- bus PT Nos. 2
- line PT Nos. 2
10.0 6.6 kV switchboard at Slurry Pump House ECR
comprising:
- incoming circuit breaker Nos. 2
- outgoing circuit breaker Nos. 10
- buscoupler No. 1
- bus PT Nos. 2
- line PT Nos. 2
11.0 Variable Frequency Drive for Ball Mill Nos. 3
12.0 6.6 kV/0.433 KV, 2.5 MVA Distribution Transformers, Busduct, PCC and MCC Set 11
13.0 6.6 kV Grade cables: kM 50
14.0 1.1 kV Grade cables: kM 300
15.0 DC control power supply with battery bank, charger and DCDB Lot 1
16.0 Illumination System Lot 1
17.0 Earthing and lightning Protection System Lot 1
18.0 2000 KVA DG Set with synchronizing panel and diesel dispensing unit Set 2
5. INSTRUMENTATION AND AUTOMATION
List of Major Automation Components
Sl.
Item Description Unit Qty.
No.
1.0 132kV ECR
- Non -redundant PLC (with other Automation component) Set 1
- Stand Alone UPS Set 1
- RIO Unit Lot 1
- Operator Station with Dual Monitor Set 1
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 86
Page 87 12/29/2022 - 87
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Sl.
Item Description Unit Qty.
No.
- Laptop Programming Unit Set 1
2.0 Pump House ECR
- Redundant PLC (with other Automation component) Set 1
- Parallel Redundant UPS Set 1
- RIO Unit Lot 1
- Operator Station with Dual Monitor Set 2
- Instrument & Sensor Lot 1
- Laptop Programming Unit Set 2
3.0 RMHS ECR
- Redundant PLC (with other Automation component) Set 1
- Parallel Redundant UPS Set 1
- RIO Unit Lot 1
- Operator Station with Dual Monitor Set 2
- Instrument & Sensor Lot 1
- Laptop Programming Unit Set 1
4.0 Centralised ECR
- Redundant PLC (with other Automation component) Set 1
- Parallel Redundant UPS Set 1
- RIO Unit Lot 1
- Operator Station with Dual Monitor Set 14
- Instrument & Sensor Lot 1
- Laptop Programming Unit Set 2
- Hot redundant HMI Server Set 1
- Historian Server Set 1
- Virtualization Server (For Level 2) Set 1
- Level 2 operator Station Set 5
- Equipment for IIOT application Lot 1
6. UTILITY
Sl. No. Items 6MTPA
1 Air conditioning system for ECRs
- Water cooled PAC unit with accessories and outdoor units 1 Lot
- Thermal and acoustic insulation for AC system 1 Lot
- Ductwork with accessories 1 Lot
- Supply air grill/diffusers, VCD; return air grills 1 Lot
- Fire dampers 1 Lot
- Electrics 1 Lot
2 Ventilation System for ECRs, Pump Houses, Compressor house, cable caller/vault, tunnels
- Centrifugal fans 1 Lot
- Tube axial flow supply fans 1 Lot
- Tube axial flow exhaust fans 1 Lot
- Ductworks for centrifugal fans 1 Lot
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 87
Page 88 12/29/2022 - 88
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
Sl. No. Items 6MTPA
- Air intake louver, Filter, connection piece for supply fans 1 Lot
- Cowl, bird screen, Transition piece for supply and exhaust fan 1 Lot
- Electrics 1 Lot
3 Compressed air System for plant and Filter press
- Air compressors, air dryers, 2w +1s
- air receivers, 2w
- valve, pipework, accessories 1 Lot
- Electrics 1 Lot
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 88
Page 89 12/29/2022 - 89
-
Project: TEFR for 6MTPA iron ore slurry
TEFR for Iron ore Slurry Preparation & preparation & transportation system
Transportation System Document No:
AMDEC/AMIPL/221006/R/BN/02/005
ANNEXURE#2
DRAWINGS
ArcelorMittal Design and Engineering Centre (P) Ltd. Kolkata Page- 89
You might also like
- Keto Breads - Digital PDFDocument118 pagesKeto Breads - Digital PDFPP043100% (18)
- Fabrication NormsDocument8 pagesFabrication NormsRenny DevassyNo ratings yet
- Ophthalmology MnemonicsDocument6 pagesOphthalmology MnemonicsRaouf Soliman82% (11)
- NMDC Presentation For BENEFICIATION PLANT - 19.07.2016-1Document18 pagesNMDC Presentation For BENEFICIATION PLANT - 19.07.2016-1Iqbal AhmadNo ratings yet
- Section-I (Specifications & Drawings)Document115 pagesSection-I (Specifications & Drawings)azam RazzaqNo ratings yet
- BOQ Actual Vs BudgetDocument102 pagesBOQ Actual Vs BudgetkarthikeyanNo ratings yet
- Boq D2 - CTDocument2 pagesBoq D2 - CTNirman EngineeringNo ratings yet
- R&D Engineer/Mineral Processing EngineerDocument3 pagesR&D Engineer/Mineral Processing Engineerapi-121629790No ratings yet
- Madhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)Document2 pagesMadhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)AnandNo ratings yet
- Mineral Processing-ZIMASCO ChimedzaDocument41 pagesMineral Processing-ZIMASCO ChimedzaKudzai MasaireNo ratings yet
- PROFILE Sameep Engineering HKPDocument85 pagesPROFILE Sameep Engineering HKPParag WadekarNo ratings yet
- Mecon Limited, Durgapur: Durgapur Steel Plant Expansion (Phase I) Status of Structural WorksDocument1 pageMecon Limited, Durgapur: Durgapur Steel Plant Expansion (Phase I) Status of Structural Workspata nahi hai mujeNo ratings yet
- TSML Report - ShazDocument21 pagesTSML Report - ShazUmer AleemNo ratings yet
- 1.1 Welder Test 86,350,000: PackageDocument2 pages1.1 Welder Test 86,350,000: PackageAhmad Dzulfiqar RahmanNo ratings yet
- TG085 Placing Fiber Optic Cable Into An Underground DuctDocument11 pagesTG085 Placing Fiber Optic Cable Into An Underground DuctNaiem JalalyNo ratings yet
- 1.GP-AG-DW-108K-HT-001 Sht.3of 3 Rev03Document1 page1.GP-AG-DW-108K-HT-001 Sht.3of 3 Rev03sachin francisNo ratings yet
- NMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline ProjectDocument935 pagesNMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline Projectarindam_925024954No ratings yet
- Evaporator: Causticizing Lime KilnDocument3 pagesEvaporator: Causticizing Lime KilnSrinivasa Rao VenkumahanthiNo ratings yet
- Confidential Agreement: All Rights Reserved. No Part of This Document May Be Reproduced / Stored inDocument25 pagesConfidential Agreement: All Rights Reserved. No Part of This Document May Be Reproduced / Stored inVeena NageshNo ratings yet
- Rationalised Welding Consumables For Site Fabrication/ErectionDocument8 pagesRationalised Welding Consumables For Site Fabrication/ErectionMurali YNo ratings yet
- 22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFDocument5 pages22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFBalasoobramaniam CarooppunnenNo ratings yet
- Brochure Paste ThickenerDocument8 pagesBrochure Paste ThickenerAndré BranchesNo ratings yet
- QAP FormatsDocument13 pagesQAP Formatsavvari sureshNo ratings yet
- Updated Siba 6 Schedule UpdatedDocument4 pagesUpdated Siba 6 Schedule UpdatedNoor A QasimNo ratings yet
- De 000195532Document2 pagesDe 000195532german padillaNo ratings yet
- Science 9 Unit B ExamDocument8 pagesScience 9 Unit B Examapi-427321002No ratings yet
- ENG Structural SteelsDocument2 pagesENG Structural SteelsOlalla CuiñaNo ratings yet
- SPCL Offer 9 (New) - 03.12.09Document55 pagesSPCL Offer 9 (New) - 03.12.09ptn999No ratings yet
- Research Report of Mineral Processing 2Document17 pagesResearch Report of Mineral Processing 2MarcialNo ratings yet
- Nalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSDocument2 pagesNalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSAlok NayakNo ratings yet
- Date: Project No: Purpose: Procedure: FeedDocument5 pagesDate: Project No: Purpose: Procedure: FeedRogger Renato Salinas LopezNo ratings yet
- General ReferenceDocument28 pagesGeneral ReferenceJeya VasanthNo ratings yet
- Division Wise List of BM & BC Roads (DLP Expired Roads For Which Urgent Maintenance/Overlay Works Required)Document51 pagesDivision Wise List of BM & BC Roads (DLP Expired Roads For Which Urgent Maintenance/Overlay Works Required)insafaNo ratings yet
- Calculation Sheet For Jaw Crusher CapacityDocument3 pagesCalculation Sheet For Jaw Crusher CapacityDaniel Garnando KristianNo ratings yet
- Proceedings - World Construction Symposium 2016Document602 pagesProceedings - World Construction Symposium 2016Kushani Ishara Athapaththu50% (2)
- Eco Solutions - Saving Resources, Creating ValueDocument17 pagesEco Solutions - Saving Resources, Creating ValueChayon MondalNo ratings yet
- Location / Project: Godrej Palm Gorve, Chembarambakkam: P&M Cost EstimateDocument5 pagesLocation / Project: Godrej Palm Gorve, Chembarambakkam: P&M Cost EstimatekaadalanNo ratings yet
- Application of The EMEW Cell in Nickel IndustryDocument13 pagesApplication of The EMEW Cell in Nickel IndustryRahul_Jeur_957No ratings yet
- Quotation Comparing AbhishekDocument50 pagesQuotation Comparing AbhishekAbhishek KumarNo ratings yet
- WL130 PE4710 FM Approved Pipe: IPS & DIPS Pipe Sizes - Class 150, 200 & 267Document3 pagesWL130 PE4710 FM Approved Pipe: IPS & DIPS Pipe Sizes - Class 150, 200 & 267Tanwir AhmadNo ratings yet
- Hydro Test ProcedureDocument11 pagesHydro Test ProcedureRohit SharmaNo ratings yet
- Temper Embittlement CalculationDocument3 pagesTemper Embittlement CalculationVasu RajaNo ratings yet
- D5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Document8 pagesD5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Ale Hurtado MartinezNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- TCL For Process NON-API Pumps - Ask-Rev00Document8 pagesTCL For Process NON-API Pumps - Ask-Rev00Hamid MansouriNo ratings yet
- Soact 1 7 08Document356 pagesSoact 1 7 08Luigi OlivaNo ratings yet
- T 2171 - Diesel Storage TankDocument2 pagesT 2171 - Diesel Storage TankHuynh Thanh TamNo ratings yet
- 2.ANNEXUREDocument89 pages2.ANNEXUREAnonymous fLgaidVBhzNo ratings yet
- EIA - PHWR Atomic Power ProjectDocument402 pagesEIA - PHWR Atomic Power Projectshahnidhi1407No ratings yet
- Compilation of Mineral Processing Formulas PDFDocument11 pagesCompilation of Mineral Processing Formulas PDFEmerald MasterNo ratings yet
- Lihir Fs PDFDocument1 pageLihir Fs PDFKaye ReiesNo ratings yet
- Mucg06m1tw - List of DocumentsDocument62 pagesMucg06m1tw - List of DocumentsKalai SelvanNo ratings yet
- CV For Project Manager - Mr. Sanjib Ghosh (13.07.18)Document6 pagesCV For Project Manager - Mr. Sanjib Ghosh (13.07.18)sanjib ghoah100% (1)
- Beneficiation of Low Grade Graphite Ore Deposits of Tamilnadu (India)Document10 pagesBeneficiation of Low Grade Graphite Ore Deposits of Tamilnadu (India)sanjibkrjanaNo ratings yet
- Fly Ash Utilization 1Document30 pagesFly Ash Utilization 1Soumya Ranjan MoharanaNo ratings yet
- Metallurgy 3.0 With PracticeDocument70 pagesMetallurgy 3.0 With Practicevivek49ranjanNo ratings yet
- GSB Test FormatsDocument4 pagesGSB Test FormatsGaurav TripathiNo ratings yet
- P6 Piping Tank FarmDocument6 pagesP6 Piping Tank FarmIvan Sanzana RodríguezNo ratings yet
- SSP MPR - Feb 2020 Shaft Tunnel - (Draft - DDC3 To Input )Document32 pagesSSP MPR - Feb 2020 Shaft Tunnel - (Draft - DDC3 To Input )MUHAMMAD AMIRUL BAHRINo ratings yet
- RWR Method Statement-R00Document18 pagesRWR Method Statement-R00Rahul Kumar PatelNo ratings yet
- MS Format-Tata Projects HosurDocument19 pagesMS Format-Tata Projects HosurSukhdeb BiswakarmaNo ratings yet
- Site Specific Procedure (Junction Box)Document120 pagesSite Specific Procedure (Junction Box)Mohd Khairi AhmadNo ratings yet
- Protective Devices: Circuit-Breakers)Document62 pagesProtective Devices: Circuit-Breakers)BasabRajNo ratings yet
- Manual UMEBDocument31 pagesManual UMEBBasabRajNo ratings yet
- Belt Sway Switch Working Principle - InstrumentationToolsDocument13 pagesBelt Sway Switch Working Principle - InstrumentationToolsBasabRajNo ratings yet
- Cable Pulling Drawing-ModelDocument1 pageCable Pulling Drawing-ModelBasabRajNo ratings yet
- Template FinalDocument1 pageTemplate FinalBasabRajNo ratings yet
- Dialux For Roll Coolant System Area Grid 6 To 14Document6 pagesDialux For Roll Coolant System Area Grid 6 To 14BasabRajNo ratings yet
- Zero Speed Switch Working Principle - Inst ToolsDocument11 pagesZero Speed Switch Working Principle - Inst ToolsBasabRajNo ratings yet
- Jitpl Lightning Protection Cal.-Dm 20.09.11Document6 pagesJitpl Lightning Protection Cal.-Dm 20.09.11BasabRaj100% (1)
- TS-Dampers For Stockhouse Dedusting System (Phase-3)Document19 pagesTS-Dampers For Stockhouse Dedusting System (Phase-3)BasabRajNo ratings yet
- Dialux For Bay Grid 1 To 53Document14 pagesDialux For Bay Grid 1 To 53BasabRajNo ratings yet
- RFQ - Motorized Traveling ChuteDocument17 pagesRFQ - Motorized Traveling ChuteBasabRajNo ratings yet
- Typical Contruction DrawingsDocument28 pagesTypical Contruction DrawingsBasabRajNo ratings yet
- Arcelor Mittal Nippon Steel India (Am/Ns) Paradeep, Odisha Technical Specification FORDocument12 pagesArcelor Mittal Nippon Steel India (Am/Ns) Paradeep, Odisha Technical Specification FORBasabRajNo ratings yet
- Restricted Earth Fault Protection of Transformer - REF Protection - Electrical4UDocument11 pagesRestricted Earth Fault Protection of Transformer - REF Protection - Electrical4UBasabRajNo ratings yet
- A3-Brm2-12-Ee-05a - Rev-1 - Cable Sizing Calculation For MCC-1 - 08.04.14Document7 pagesA3-Brm2-12-Ee-05a - Rev-1 - Cable Sizing Calculation For MCC-1 - 08.04.14BasabRajNo ratings yet
- Data Sheet For Cable Glands and LugsDocument8 pagesData Sheet For Cable Glands and LugsBasabRajNo ratings yet
- Outdoor Dol PanelDocument7 pagesOutdoor Dol PanelBasabRajNo ratings yet
- RFQ - Motorized Slide GateDocument19 pagesRFQ - Motorized Slide GateBasabRaj100% (1)
- BOQ For Illumination System (Switch, Socket, Switch Box, Wires, Exhaust Fan, Fan E.t.c)Document4 pagesBOQ For Illumination System (Switch, Socket, Switch Box, Wires, Exhaust Fan, Fan E.t.c)BasabRajNo ratings yet
- Cable Tray DesignationDocument4 pagesCable Tray DesignationBasabRajNo ratings yet
- Data Sheet, Gad, Sizing Calculation, Terminal Arrangement, Support Details of Bus Duct For New IntakeDocument2 pagesData Sheet, Gad, Sizing Calculation, Terminal Arrangement, Support Details of Bus Duct For New IntakeBasabRajNo ratings yet
- Annexure-2: Interface Between Epcc-3 and Epcc-4 Related To CablingDocument4 pagesAnnexure-2: Interface Between Epcc-3 and Epcc-4 Related To CablingBasabRajNo ratings yet
- JMI Submersible Pumps: Performance CurveDocument3 pagesJMI Submersible Pumps: Performance CurveBasabRajNo ratings yet
- SLK 02 Ce 041 - SK 08 - R0Document1 pageSLK 02 Ce 041 - SK 08 - R0BasabRajNo ratings yet
- Pivot Assessment and Scoring SheetDocument5 pagesPivot Assessment and Scoring SheetElaineVidalRodriguezNo ratings yet
- Formulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDocument71 pagesFormulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDexter CaroNo ratings yet
- Kenr6225 01Document68 pagesKenr6225 01Boris BabicNo ratings yet
- 2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminDocument3 pages2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminKumar SukhdeoNo ratings yet
- EE311A 2021 AV Slides L23Document13 pagesEE311A 2021 AV Slides L23Ananya AgarwalNo ratings yet
- Zagreb-Miler Qualitative Tests Presentation PDFDocument36 pagesZagreb-Miler Qualitative Tests Presentation PDFFernando CruzNo ratings yet
- Bread Maker Recipe 1 PDFDocument16 pagesBread Maker Recipe 1 PDFSopheak ThapNo ratings yet
- Section 12 Welding Hardfacing266 27351Document69 pagesSection 12 Welding Hardfacing266 27351manuel_plfNo ratings yet
- A9810029 enDocument3 pagesA9810029 enAnonymous nIcSGEwNo ratings yet
- Manual de Servicio s630Document878 pagesManual de Servicio s630CESARALARCON1No ratings yet
- Basel II PillarDocument123 pagesBasel II Pillarperera_kushan7365No ratings yet
- Kiểm tra môn Học tốt Tiếng Anh 10 (Hệ 10 năm)Document4 pagesKiểm tra môn Học tốt Tiếng Anh 10 (Hệ 10 năm)Phương Ngọc LạiNo ratings yet
- Eatiing DisordersDocument69 pagesEatiing DisordersMasa MasaNo ratings yet
- PatologiaDocument14 pagesPatologiaapi-178268258No ratings yet
- Final ReportDocument8 pagesFinal ReportZack GroothouseNo ratings yet
- Installation, Operation, & Maintenance of Beric Globe ValvesDocument4 pagesInstallation, Operation, & Maintenance of Beric Globe ValvesMASOUDNo ratings yet
- Brochure - EPD - EN - EU RU - Float - Lami - Coated - 2021-2026 ENDocument31 pagesBrochure - EPD - EN - EU RU - Float - Lami - Coated - 2021-2026 ENNaseer KhanNo ratings yet
- Low Cost Mechatronics Prototype Prosthesis For Transfemoral Amputation Controled by Myolectric SignalsDocument6 pagesLow Cost Mechatronics Prototype Prosthesis For Transfemoral Amputation Controled by Myolectric SignalsElizabeth CominaNo ratings yet
- Theory and Measurement of Bacterial GrowthDocument11 pagesTheory and Measurement of Bacterial GrowthBi Anh100% (1)
- Walang Rape Sa Bontoc ReactionDocument4 pagesWalang Rape Sa Bontoc ReactionJed HernandezNo ratings yet
- Erection and Painting of Steel StructureDocument7 pagesErection and Painting of Steel StructureTAHER AMMARNo ratings yet
- Desain Pengembangan Karir FTDocument39 pagesDesain Pengembangan Karir FTasma hayatiNo ratings yet
- One Lung Ventilation PDFDocument79 pagesOne Lung Ventilation PDFAnnetNo ratings yet
- Đề HSG TX2019Document7 pagesĐề HSG TX2019Lin LinNo ratings yet
- Mil-Prf-85285 e (Irr) PDFDocument24 pagesMil-Prf-85285 e (Irr) PDFalfie_nNo ratings yet
- Chemistry Project File (Class-12th)Document20 pagesChemistry Project File (Class-12th)sanchitNo ratings yet
- PRC Ready ReckonerDocument2 pagesPRC Ready Reckonersparthan300No ratings yet
- Karakteristik Ekosistem Mangrove Di Kawasan Pesisi PDFDocument7 pagesKarakteristik Ekosistem Mangrove Di Kawasan Pesisi PDFAdilNo ratings yet