
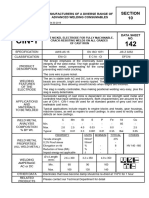
Data Sheet AL-BRONZE
Data Sheet AL-BRONZE
You might also like
- Vda 260Document9 pagesVda 260Ed Ri83% (6)
- Ds134ns Eco 6r0Document1 pageDs134ns Eco 6r0yadi_baeNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptionFery FebryantoNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationIam FroilanNo ratings yet
- 3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMDocument1 page3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMumarNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationIam FroilanNo ratings yet
- NSN 309post File 2019 12 11 151332Document1 pageNSN 309post File 2019 12 11 151332Gristio PratamaNo ratings yet
- DS125NSSUGARR2Document1 pageDS125NSSUGARR2Frandika PrimayogaNo ratings yet
- Cin 1 Post File 2019 12 17 100704Document1 pageCin 1 Post File 2019 12 17 100704Adrian SetyadharmaNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- RD 360R3Document1 pageRD 360R3Rachmad Budi WNo ratings yet
- RD 360 1post File 2019 12 10 161048Document1 pageRD 360 1post File 2019 12 10 161048Adityo Bambang WNo ratings yet
- CIN2Document1 pageCIN2aditya wicaksonoNo ratings yet
- Section 6: Specification ClassificationDocument1 pageSection 6: Specification ClassificationDimas Wisnu WardanaNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- Aalco Metals LTD - Copper and Copper Alloys CW508L Sheet - 114Document2 pagesAalco Metals LTD - Copper and Copper Alloys CW508L Sheet - 114Mihai ChitibaNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptiontamharNo ratings yet
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakNo ratings yet
- SS 316 (0.5 FN) : Stainless Steel ElectrodeDocument1 pageSS 316 (0.5 FN) : Stainless Steel Electrodeflasher_for_nokiaNo ratings yet
- 3.26 & 3.27 Kawat Las Nikko Steel 316 2,6 X 350 MM & 3,2 X 350 MMDocument1 page3.26 & 3.27 Kawat Las Nikko Steel 316 2,6 X 350 MM & 3,2 X 350 MMumarNo ratings yet
- Cu ZN 05Document2 pagesCu ZN 05wjjt6chgtmNo ratings yet
- Betanox D Welding ElectrodeDocument1 pageBetanox D Welding ElectrodearavindpeetaNo ratings yet
- Aalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Document3 pagesAalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Jessicalba LouNo ratings yet
- Spek Electoda Nikko CIN-1Document1 pageSpek Electoda Nikko CIN-1anon_962923083No ratings yet
- Page - 6Document1 pagePage - 6Bharat KumaneNo ratings yet
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNo ratings yet
- Xuper 680 CGSDocument1 pageXuper 680 CGSArbind RajrishiNo ratings yet
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDocument2 pagesStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- Stainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsDocument3 pagesStainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsPaulNo ratings yet
- Aalco Metals LTD Stainless Steel 14021 Bar 311Document2 pagesAalco Metals LTD Stainless Steel 14021 Bar 311joseocsilvaNo ratings yet
- Nicalloy Mo-12: NON FERROUS (Ni Alloys)Document1 pageNicalloy Mo-12: NON FERROUS (Ni Alloys)krupesh patelNo ratings yet
- Utp 34 NDocument1 pageUtp 34 NbrayanNo ratings yet
- Aalco Metals LTD Aluminium Alloy 1050A H14 Sheet 57Document2 pagesAalco Metals LTD Aluminium Alloy 1050A H14 Sheet 57SathishbhaskarNo ratings yet
- Copper and Copper Alloys CW614N Brass Flat Bar and Profiles: Specifications Supplied FormsDocument2 pagesCopper and Copper Alloys CW614N Brass Flat Bar and Profiles: Specifications Supplied FormsAnonymous v7XdaQuNo ratings yet
- Cuznpb2 LeadedDocument3 pagesCuznpb2 Leadedwjjt6chgtmNo ratings yet
- Aalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Document2 pagesAalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Agung SulisNo ratings yet
- Ga-24 Aws E7024Document1 pageGa-24 Aws E7024Bang OchimNo ratings yet
- Data MP35N Rev-2Document2 pagesData MP35N Rev-2Nishant MehtaNo ratings yet
- Zeron 100 PDFDocument5 pagesZeron 100 PDFNAVANEETHNo ratings yet
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocument1 pageL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55No ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
- EN1.4462-0509 Original EngDocument2 pagesEN1.4462-0509 Original Eng4455jappNo ratings yet
- E7018 1 Eutherme lh1 PDFDocument1 pageE7018 1 Eutherme lh1 PDFAnonymous dxsNnL6S8hNo ratings yet
- Cu ZN 15Document2 pagesCu ZN 15wjjt6chgtmNo ratings yet
- D and H NewDocument37 pagesD and H NewBharat AhirNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Oxford Alloy A (ENiCrFe-2)Document1 pageOxford Alloy A (ENiCrFe-2)brunizzaNo ratings yet
- Cu ZN 20Document2 pagesCu ZN 20wjjt6chgtmNo ratings yet
- CERTILAS EN Edition2023 320Document1 pageCERTILAS EN Edition2023 320Alireza KhodabandehNo ratings yet
- Zeron SmawDocument4 pagesZeron SmawJoe FizzoNo ratings yet
- Dissimilar Metal Weldingv2 HERBST PDFDocument23 pagesDissimilar Metal Weldingv2 HERBST PDFAnonymous q2HC0zyfa2No ratings yet
- GMM Mag.Document1 pageGMM Mag.Ehsan KhanNo ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- Aalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355Document2 pagesAalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355novkovic1984No ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Decorative High Gloss Enamel Paints - Specification: Draft ProposalDocument18 pagesDecorative High Gloss Enamel Paints - Specification: Draft ProposalAris WicaksonoNo ratings yet
- Material Safety Data Sheet: TM TMDocument6 pagesMaterial Safety Data Sheet: TM TMAris WicaksonoNo ratings yet
- 14 Cast Heat Resistant Alloy HH Type I and Type II ASTM A 447 and ASTM A 297Document5 pages14 Cast Heat Resistant Alloy HH Type I and Type II ASTM A 447 and ASTM A 297Aris WicaksonoNo ratings yet
- 6030P Daiko CuMn13AlDocument1 page6030P Daiko CuMn13AlAris WicaksonoNo ratings yet
- Qingzhe Li, Ranfeng Qiu, Zhongbao Shen, Longlong Hou, Lihu CuiDocument5 pagesQingzhe Li, Ranfeng Qiu, Zhongbao Shen, Longlong Hou, Lihu CuiAris WicaksonoNo ratings yet
- 90cual Mig WireDocument1 page90cual Mig WireAris WicaksonoNo ratings yet
- Effect of Welding Sequence and The Transverse GeomDocument18 pagesEffect of Welding Sequence and The Transverse GeomAris WicaksonoNo ratings yet
- Microsoft Word - PAGES00 - 27-ThirdDraftDocument1 pageMicrosoft Word - PAGES00 - 27-ThirdDraftAris WicaksonoNo ratings yet
- Shop Fabrication of Structural SteelDocument12 pagesShop Fabrication of Structural SteelAris WicaksonoNo ratings yet
- Revofil R308Lt: Stainless Filler MetalDocument1 pageRevofil R308Lt: Stainless Filler MetalAris WicaksonoNo ratings yet
- Sertifikat Kawat Las GtawDocument4 pagesSertifikat Kawat Las GtawAris WicaksonoNo ratings yet
- Keysight - N9010A - Functional TestDocument42 pagesKeysight - N9010A - Functional TestAris WicaksonoNo ratings yet
- Defects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Document4 pagesDefects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Aris WicaksonoNo ratings yet
- Detech - Price ListDocument1 pageDetech - Price ListAris WicaksonoNo ratings yet
- Price List Wintech AccesoriesDocument9 pagesPrice List Wintech AccesoriesAris WicaksonoNo ratings yet
- Harjavalta PDFDocument8 pagesHarjavalta PDFluthfi dali ahmadNo ratings yet
- Inorganic Chemistry ExpDocument46 pagesInorganic Chemistry Exppc355chyi100% (3)
- Structure and Performance of Selective Hydrogenation CatalystsDocument37 pagesStructure and Performance of Selective Hydrogenation CatalystsManojNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Safety and Health in Chemical IndustriesDocument18 pagesSafety and Health in Chemical IndustriesMubarak AhmadNo ratings yet
- Cobalt: Cobalt Is A Chemical Element With The Symbol CoDocument22 pagesCobalt: Cobalt Is A Chemical Element With The Symbol CoVysakh VasudevanNo ratings yet
- The Rotating Cylinder Electrode PDFDocument11 pagesThe Rotating Cylinder Electrode PDFbuvanseaNo ratings yet
- En 006Document30 pagesEn 006Cristian TorrezNo ratings yet
- An International Peer-Reviewed Journal A Publication of The ... - SMEDocument60 pagesAn International Peer-Reviewed Journal A Publication of The ... - SMETrương Tấn DươngNo ratings yet
- The Products We Rely OnDocument14 pagesThe Products We Rely Onjaslinda_jamalNo ratings yet
- Spa Plating ManualDocument105 pagesSpa Plating Manualpetethefrench100% (1)
- Wanta 2016 IOP Conf. Ser. Mater. Sci. Eng. 162 012018Document6 pagesWanta 2016 IOP Conf. Ser. Mater. Sci. Eng. 162 012018Gugus HandikaNo ratings yet
- Science of The Total Environment: Scott J. MarkichDocument10 pagesScience of The Total Environment: Scott J. MarkichEko RaharjoNo ratings yet
- UTP Bestseller PDFDocument28 pagesUTP Bestseller PDFdaha333No ratings yet
- TH 150Document12 pagesTH 150Minh Hong PhamNo ratings yet
- Grades of Steel With Reference To ALL Design StandardsDocument58 pagesGrades of Steel With Reference To ALL Design StandardsThefairman UnkownNo ratings yet
- Control of Eta Carbide Formation in Tungsten Carbide Powders Sputter-Coated With (Fe/Ni/Cr)Document8 pagesControl of Eta Carbide Formation in Tungsten Carbide Powders Sputter-Coated With (Fe/Ni/Cr)Sinan YıldızNo ratings yet
- Alloys (TM)Document4 pagesAlloys (TM)linguy007No ratings yet
- 475 477Document1 page475 477cytech6619No ratings yet
- WWW Human Resonance Org Quantum Trapping2 HTMLDocument20 pagesWWW Human Resonance Org Quantum Trapping2 HTMLntsethNo ratings yet
- Electrolytic Tin Plate (TP) MSDSDocument6 pagesElectrolytic Tin Plate (TP) MSDSSrikanth Srikanti0% (1)
- Quantitative ResearchDocument36 pagesQuantitative Researchmarkervinarguillas6No ratings yet
- Newletter No 46 ThermocouplesDocument5 pagesNewletter No 46 ThermocouplesAbhijith S AnchanNo ratings yet
- Marina A. Ermakova, Dmitry Yu. Ermakov, Andrey L. Chuvilin, and Gennady G. KuvshinovDocument15 pagesMarina A. Ermakova, Dmitry Yu. Ermakov, Andrey L. Chuvilin, and Gennady G. Kuvshinovjocy1989No ratings yet
- Groundwater DepletionDocument13 pagesGroundwater DepletionAyush GogiaNo ratings yet
- Waste Water Test Report ETL (ZDHC)Document23 pagesWaste Water Test Report ETL (ZDHC)Abid HasanNo ratings yet
- Magnetic and Electrical Properties of Nickel NanopDocument9 pagesMagnetic and Electrical Properties of Nickel NanopNguyen Ngoc MinhNo ratings yet
- Research Paper Mining in PalawanDocument5 pagesResearch Paper Mining in Palawanhkdxiutlg100% (1)
- 2 Mhz2 Series Air GrippersDocument17 pages2 Mhz2 Series Air GrippersAlex VegaNo ratings yet







































































































Download as pdf or txt
You might also like
- Vda 260Document9 pagesVda 260Ed Ri83% (6)
- Ds134ns Eco 6r0Document1 pageDs134ns Eco 6r0yadi_baeNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptionFery FebryantoNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationIam FroilanNo ratings yet
- 3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMDocument1 page3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMumarNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationIam FroilanNo ratings yet
- NSN 309post File 2019 12 11 151332Document1 pageNSN 309post File 2019 12 11 151332Gristio PratamaNo ratings yet
- DS125NSSUGARR2Document1 pageDS125NSSUGARR2Frandika PrimayogaNo ratings yet
- Cin 1 Post File 2019 12 17 100704Document1 pageCin 1 Post File 2019 12 17 100704Adrian SetyadharmaNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- RD 360R3Document1 pageRD 360R3Rachmad Budi WNo ratings yet
- RD 360 1post File 2019 12 10 161048Document1 pageRD 360 1post File 2019 12 10 161048Adityo Bambang WNo ratings yet
- CIN2Document1 pageCIN2aditya wicaksonoNo ratings yet
- Section 6: Specification ClassificationDocument1 pageSection 6: Specification ClassificationDimas Wisnu WardanaNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- Aalco Metals LTD - Copper and Copper Alloys CW508L Sheet - 114Document2 pagesAalco Metals LTD - Copper and Copper Alloys CW508L Sheet - 114Mihai ChitibaNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptiontamharNo ratings yet
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakNo ratings yet
- SS 316 (0.5 FN) : Stainless Steel ElectrodeDocument1 pageSS 316 (0.5 FN) : Stainless Steel Electrodeflasher_for_nokiaNo ratings yet
- 3.26 & 3.27 Kawat Las Nikko Steel 316 2,6 X 350 MM & 3,2 X 350 MMDocument1 page3.26 & 3.27 Kawat Las Nikko Steel 316 2,6 X 350 MM & 3,2 X 350 MMumarNo ratings yet
- Cu ZN 05Document2 pagesCu ZN 05wjjt6chgtmNo ratings yet
- Betanox D Welding ElectrodeDocument1 pageBetanox D Welding ElectrodearavindpeetaNo ratings yet
- Aalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Document3 pagesAalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Jessicalba LouNo ratings yet
- Spek Electoda Nikko CIN-1Document1 pageSpek Electoda Nikko CIN-1anon_962923083No ratings yet
- Page - 6Document1 pagePage - 6Bharat KumaneNo ratings yet
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNo ratings yet
- Xuper 680 CGSDocument1 pageXuper 680 CGSArbind RajrishiNo ratings yet
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDocument2 pagesStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- Stainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsDocument3 pagesStainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsPaulNo ratings yet
- Aalco Metals LTD Stainless Steel 14021 Bar 311Document2 pagesAalco Metals LTD Stainless Steel 14021 Bar 311joseocsilvaNo ratings yet
- Nicalloy Mo-12: NON FERROUS (Ni Alloys)Document1 pageNicalloy Mo-12: NON FERROUS (Ni Alloys)krupesh patelNo ratings yet
- Utp 34 NDocument1 pageUtp 34 NbrayanNo ratings yet
- Aalco Metals LTD Aluminium Alloy 1050A H14 Sheet 57Document2 pagesAalco Metals LTD Aluminium Alloy 1050A H14 Sheet 57SathishbhaskarNo ratings yet
- Copper and Copper Alloys CW614N Brass Flat Bar and Profiles: Specifications Supplied FormsDocument2 pagesCopper and Copper Alloys CW614N Brass Flat Bar and Profiles: Specifications Supplied FormsAnonymous v7XdaQuNo ratings yet
- Cuznpb2 LeadedDocument3 pagesCuznpb2 Leadedwjjt6chgtmNo ratings yet
- Aalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Document2 pagesAalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Agung SulisNo ratings yet
- Ga-24 Aws E7024Document1 pageGa-24 Aws E7024Bang OchimNo ratings yet
- Data MP35N Rev-2Document2 pagesData MP35N Rev-2Nishant MehtaNo ratings yet
- Zeron 100 PDFDocument5 pagesZeron 100 PDFNAVANEETHNo ratings yet
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocument1 pageL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55No ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
- EN1.4462-0509 Original EngDocument2 pagesEN1.4462-0509 Original Eng4455jappNo ratings yet
- E7018 1 Eutherme lh1 PDFDocument1 pageE7018 1 Eutherme lh1 PDFAnonymous dxsNnL6S8hNo ratings yet
- Cu ZN 15Document2 pagesCu ZN 15wjjt6chgtmNo ratings yet
- D and H NewDocument37 pagesD and H NewBharat AhirNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Oxford Alloy A (ENiCrFe-2)Document1 pageOxford Alloy A (ENiCrFe-2)brunizzaNo ratings yet
- Cu ZN 20Document2 pagesCu ZN 20wjjt6chgtmNo ratings yet
- CERTILAS EN Edition2023 320Document1 pageCERTILAS EN Edition2023 320Alireza KhodabandehNo ratings yet
- Zeron SmawDocument4 pagesZeron SmawJoe FizzoNo ratings yet
- Dissimilar Metal Weldingv2 HERBST PDFDocument23 pagesDissimilar Metal Weldingv2 HERBST PDFAnonymous q2HC0zyfa2No ratings yet
- GMM Mag.Document1 pageGMM Mag.Ehsan KhanNo ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- Aalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355Document2 pagesAalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355novkovic1984No ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Decorative High Gloss Enamel Paints - Specification: Draft ProposalDocument18 pagesDecorative High Gloss Enamel Paints - Specification: Draft ProposalAris WicaksonoNo ratings yet
- Material Safety Data Sheet: TM TMDocument6 pagesMaterial Safety Data Sheet: TM TMAris WicaksonoNo ratings yet
- 14 Cast Heat Resistant Alloy HH Type I and Type II ASTM A 447 and ASTM A 297Document5 pages14 Cast Heat Resistant Alloy HH Type I and Type II ASTM A 447 and ASTM A 297Aris WicaksonoNo ratings yet
- 6030P Daiko CuMn13AlDocument1 page6030P Daiko CuMn13AlAris WicaksonoNo ratings yet
- Qingzhe Li, Ranfeng Qiu, Zhongbao Shen, Longlong Hou, Lihu CuiDocument5 pagesQingzhe Li, Ranfeng Qiu, Zhongbao Shen, Longlong Hou, Lihu CuiAris WicaksonoNo ratings yet
- 90cual Mig WireDocument1 page90cual Mig WireAris WicaksonoNo ratings yet
- Effect of Welding Sequence and The Transverse GeomDocument18 pagesEffect of Welding Sequence and The Transverse GeomAris WicaksonoNo ratings yet
- Microsoft Word - PAGES00 - 27-ThirdDraftDocument1 pageMicrosoft Word - PAGES00 - 27-ThirdDraftAris WicaksonoNo ratings yet
- Shop Fabrication of Structural SteelDocument12 pagesShop Fabrication of Structural SteelAris WicaksonoNo ratings yet
- Revofil R308Lt: Stainless Filler MetalDocument1 pageRevofil R308Lt: Stainless Filler MetalAris WicaksonoNo ratings yet
- Sertifikat Kawat Las GtawDocument4 pagesSertifikat Kawat Las GtawAris WicaksonoNo ratings yet
- Keysight - N9010A - Functional TestDocument42 pagesKeysight - N9010A - Functional TestAris WicaksonoNo ratings yet
- Defects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Document4 pagesDefects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Aris WicaksonoNo ratings yet
- Detech - Price ListDocument1 pageDetech - Price ListAris WicaksonoNo ratings yet
- Price List Wintech AccesoriesDocument9 pagesPrice List Wintech AccesoriesAris WicaksonoNo ratings yet
- Harjavalta PDFDocument8 pagesHarjavalta PDFluthfi dali ahmadNo ratings yet
- Inorganic Chemistry ExpDocument46 pagesInorganic Chemistry Exppc355chyi100% (3)
- Structure and Performance of Selective Hydrogenation CatalystsDocument37 pagesStructure and Performance of Selective Hydrogenation CatalystsManojNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Safety and Health in Chemical IndustriesDocument18 pagesSafety and Health in Chemical IndustriesMubarak AhmadNo ratings yet
- Cobalt: Cobalt Is A Chemical Element With The Symbol CoDocument22 pagesCobalt: Cobalt Is A Chemical Element With The Symbol CoVysakh VasudevanNo ratings yet
- The Rotating Cylinder Electrode PDFDocument11 pagesThe Rotating Cylinder Electrode PDFbuvanseaNo ratings yet
- En 006Document30 pagesEn 006Cristian TorrezNo ratings yet
- An International Peer-Reviewed Journal A Publication of The ... - SMEDocument60 pagesAn International Peer-Reviewed Journal A Publication of The ... - SMETrương Tấn DươngNo ratings yet
- The Products We Rely OnDocument14 pagesThe Products We Rely Onjaslinda_jamalNo ratings yet
- Spa Plating ManualDocument105 pagesSpa Plating Manualpetethefrench100% (1)
- Wanta 2016 IOP Conf. Ser. Mater. Sci. Eng. 162 012018Document6 pagesWanta 2016 IOP Conf. Ser. Mater. Sci. Eng. 162 012018Gugus HandikaNo ratings yet
- Science of The Total Environment: Scott J. MarkichDocument10 pagesScience of The Total Environment: Scott J. MarkichEko RaharjoNo ratings yet
- UTP Bestseller PDFDocument28 pagesUTP Bestseller PDFdaha333No ratings yet
- TH 150Document12 pagesTH 150Minh Hong PhamNo ratings yet
- Grades of Steel With Reference To ALL Design StandardsDocument58 pagesGrades of Steel With Reference To ALL Design StandardsThefairman UnkownNo ratings yet
- Control of Eta Carbide Formation in Tungsten Carbide Powders Sputter-Coated With (Fe/Ni/Cr)Document8 pagesControl of Eta Carbide Formation in Tungsten Carbide Powders Sputter-Coated With (Fe/Ni/Cr)Sinan YıldızNo ratings yet
- Alloys (TM)Document4 pagesAlloys (TM)linguy007No ratings yet
- 475 477Document1 page475 477cytech6619No ratings yet
- WWW Human Resonance Org Quantum Trapping2 HTMLDocument20 pagesWWW Human Resonance Org Quantum Trapping2 HTMLntsethNo ratings yet
- Electrolytic Tin Plate (TP) MSDSDocument6 pagesElectrolytic Tin Plate (TP) MSDSSrikanth Srikanti0% (1)
- Quantitative ResearchDocument36 pagesQuantitative Researchmarkervinarguillas6No ratings yet
- Newletter No 46 ThermocouplesDocument5 pagesNewletter No 46 ThermocouplesAbhijith S AnchanNo ratings yet
- Marina A. Ermakova, Dmitry Yu. Ermakov, Andrey L. Chuvilin, and Gennady G. KuvshinovDocument15 pagesMarina A. Ermakova, Dmitry Yu. Ermakov, Andrey L. Chuvilin, and Gennady G. Kuvshinovjocy1989No ratings yet
- Groundwater DepletionDocument13 pagesGroundwater DepletionAyush GogiaNo ratings yet
- Waste Water Test Report ETL (ZDHC)Document23 pagesWaste Water Test Report ETL (ZDHC)Abid HasanNo ratings yet
- Magnetic and Electrical Properties of Nickel NanopDocument9 pagesMagnetic and Electrical Properties of Nickel NanopNguyen Ngoc MinhNo ratings yet
- Research Paper Mining in PalawanDocument5 pagesResearch Paper Mining in Palawanhkdxiutlg100% (1)
- 2 Mhz2 Series Air GrippersDocument17 pages2 Mhz2 Series Air GrippersAlex VegaNo ratings yet